一种传动轴总成校直焊接设备的制作方法
1.本实用新型属于传动轴加工领域,具体涉及一种传动轴总成校直焊接设备。
背景技术:
2.为了达到市场关于汽车空间增大的需求,行业内对汽车的轴距进行了加长,相应的传动轴的长度也在加长,传动轴过长后,传动轴与滑动接头和差速器之间的角度差过大,传动轴上的扭力难以沿传动轴的轴线传递,会直接影响传动轴的动力性能,所以会对传动轴进行分段设置为前轴和后轴,前轴和后轴之间采用支承和万向节叉连接。
3.常规的分段式传动轴在进行安装时,先在前轴的一端上焊接第一万向节叉,在前轴的另一端上压装支承和第二万向节叉,然后同步在后轴的一端上焊接第三万向节叉,在后轴的另一端上焊接第四万向节叉,然后再将前轴靠近支承上的第二万向节叉与后轴上的第三万向节叉连接。在完成第一万向节叉、前轴、支承、第二万向节叉、第三万向节叉、后轴和第四万向节叉的初步安装后,形成传动轴总成。
4.然后需要将初步安装后的传动轴总成转移至设备处,对前轴两端与第一万向节叉和第二万向节叉的连接处进行焊接,同时也需要对后轴两端与第三万向节叉和第四万向节叉的连接处进行焊接。在进行电焊前,需要先采用独立的校直设备对传动轴总成进行校直处理,然后再转移至焊接设备上进行焊接,传动轴总成转移的过程中,传动轴总成的安装处不免会再次产生误差,在焊接时未再次进行校直,直接进行焊接,会导致焊接处的焊接误差大,同时前轴总成和后轴总成之间也可能无法满足全跳动的要求。
技术实现要素:
5.本实用新型意在提供一种传动轴总成校直焊接设备,以解决传动轴总成在焊接时,校直和焊接分别处理时,前轴总成和后轴总成之间的焊接误差大,导致轴总成和后轴总成之间的跳动大的问题。
6.为了达到上述目的,本实用新型的基础方案如下:一种传动轴总成校直焊接设备,包括焊接台和若干焊接单元,还包括若干校直检测单元以及可带动传动轴总成转动的夹持单元,焊接台上竖直固定安装有安装板,校直检测单元和焊接单元均固定安装在安装板上,且校直检测单元和焊接单元均可与前轴或后轴的侧壁接触。
7.基础方案的原理及其优点:在完成对传动轴总成的预安装后,将传动轴总成放置到夹持单元之间,此时位于安装板上的校直检测单元对传动轴总成平直情况的检测,若干校直检测单元可同时对前轴总成和后轴总成进行检测,当校直检测单元检测到的平直状态不符合要求时,对前轴总成和后轴总成进行校直处理;当校直检测单元检测到的平直状态符合要求时,即可说明前轴总成和后轴总成之间满足全跳动的要求;此时无需取下传动轴总成,可直接控制焊接单元对第一万向节叉与前轴的连接处、前轴与支承和第二万向节叉、第三万向节叉与后轴的连接处以及后轴与第四万向节叉的连接处进行焊接即可,能够保证焊接时,前轴总成和后轴总成之间的连接保持稳定,使得最终焊接后的传动轴总成满足全
跳动的要求。
8.进一步,校直检测单元包括位置调节架以及可与前轴或后轴的侧面相抵的校直检测表,位置调节架的一端与安装板固定连接,位置调节架的另一端与校直检测表固定连接,校直检测表上设有压力探针,压力探针可与前轴或后轴的侧面接触。
9.通过上述设置,在对传动轴总成进行校直检测时,可在位置调节架的支撑下拉动校直检测表移动至前轴或后轴处,使得压力探针与前轴或后轴的侧面接触,然后转动夹持单元之间的传动轴总成,观察校直检测表上测得的压力是否有变化,若所有校直检测表上测得的压力都持续没有变化,说明前轴总成和后轴总成之间的全跳动符合要求;若校直检测表出现压力检测数据变化时,则对应性的对前轴或者后轴的安装进行调整,让校直检测方便,且检测调整快速。
10.进一步,焊接单元包括焊枪、带动焊枪上下移动的行走部以及安装在焊枪内的焊丝,焊枪的下端可与传动轴总成的待焊接处接触,焊丝的下端穿过焊枪并且位于焊枪的下端处。
11.通过上述设置,需要对第一万向节叉与前轴的连接处、前轴与支承和第二万向节叉、第三万向节叉与后轴的连接处以及后轴与第四万向节叉的连接处进行焊接时,焊枪在行走部的带动下与第一万向节叉与前轴的连接处、前轴与支承和第二万向节叉、第三万向节叉与后轴的连接处以及后轴与第四万向节叉的连接处相对,即可精确的对待焊接处进行焊接处理。
12.进一步,行走部包括滑杆和伺服滑块,伺服滑块滑动安装在滑杆上,滑杆竖直设置,且滑杆的上端和下端均与安装板固定连接,焊枪的侧面与伺服滑块固定连接。
13.通过上述设置,可通过控制伺服滑块带动焊枪在滑杆上上下移动,也就便于快速且精准的控制焊枪的下移位置,便于传动轴总成的焊接处与焊丝精准的相对。
14.进一步,夹持单元包括第一固定架、第二固定架、第一固定盘和第二固定盘,第一固定盘转动安装在第一固定架上,第二固定盘转动安装在第二固定架上,第一固定盘和第二固定盘相对并且同轴设置,第一固定盘可与第一万向节叉可拆卸连接,第二固定盘可与第四万向节叉可拆卸连接;第一固定架或第二固定架滑动安装在焊接台上。
15.通过上述设置,在将传动轴总成安装到第一固定盘和第二固定盘之间时,先滑动第一固定架或第二固定架,使得第一固定盘和第二固定盘之间的间距大于传动轴总成的总长度,然后将第一万向节叉安装到第一固定盘上,然后再滑动第一固定架或第二固定架,使得第二万向节叉安装到第二固定盘上,使得传动轴总成被固定到第一固定盘和第二固定盘之间,可实现对传动轴总成的稳定安装,也让传动轴总成的安装夹持方便;同时在进行传动轴总成的校直检测时,可通过转动第一固定盘和第二固定盘,进而带动传动轴总成相对校直检测表转动,能够提高校直检测的检测效率。
16.进一步,第一固定盘和第二固定盘的圆周上均固定安装有若干把手,若干把手均匀设置在第一固定盘和第二固定盘的圆周上。
17.通过上述设置,在对传动轴总成进行校直检测或者焊接时,需要让第一固定盘和第二固定盘带动传动轴总成转动,此时人手可握持把手处,方便的带动第一固定盘和第二固定盘转动,使得第一固定盘和第二固定盘的转动操作省力且转动方便。
18.进一步,还包括收卷盘,收卷盘转动安装在安装板的上端上,焊丝卷绕在收卷盘
上。
19.通过上述设置,便于将大量的焊丝收卷在收卷盘上,当焊枪下端上的焊丝消耗后,收卷盘上的焊丝可以被松懈,使得焊丝的下端可快速的拉伸至焊枪外,进而对消耗的焊丝进行快速的补充。
20.进一步,还包括若干对前轴或后轴的侧面进行支撑的支撑单元,支撑单元包括支撑块和支撑片,支撑块水平安装在焊接台上,支撑片竖直固定安装在支撑块上,支撑片上设有可与前轴或后轴的侧面贴合的嵌槽,支撑片的一侧与第一固定盘相对,支撑片的另一侧与第二固定盘相对,嵌槽的内壁呈弧面,且嵌槽水平方向上的轴线与第一固定盘的轴线重合。
21.通过上述设置,在将传动轴总成安装到第一固定盘和第二固定盘之间时,前轴或后轴的侧面均可与嵌槽的内壁接触,且嵌槽的内壁可更精准的与前轴或后轴的侧面贴合,进而支撑片和支撑块能对传动轴总成的中部进行稳定的支撑,使得传动轴总成在进行焊接时,传动轴总成的安装更稳定。
22.进一步,焊接台上设有滑轨,支撑块和第一固定架均滑动安装在滑轨上,滑轨的轴线与第一固定架的轴线平行。
23.通过上述设置,可方便的通过滑轨移动焊接台上的支撑块和第一固定架,使得支撑块上的支撑片与前轴或后轴相对,也便于对整个传动轴总成被均匀且稳定的支撑;同时让第一固定架的水平滑动也更加方便,便于对传动轴总成进行夹持。
24.进一步,还包括盖罩,盖罩的上侧与安装板的上侧铰接,盖罩可覆盖第一固定盘、第二固定盘和若干焊枪,盖罩靠近安装板的一侧上设有供若干焊枪穿过的通孔。
25.在进行焊接过程中,先将盖罩翻转至竖直状态,此时将盖罩覆盖第一固定盘、第二固定盘和四个焊枪,然后再通过伺服滑块控制焊枪下移对传动轴总成的待焊接处进行焊接;焊接时,产生的火花被盖罩阻挡,能够避免对工人的眼睛造成刺激,提升焊接时的安全性。
附图说明
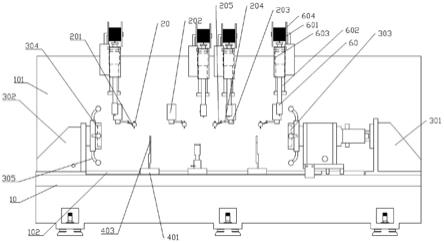
26.图1为本实用新型实施例1一种传动轴总成校直焊接设备主视方向的结构示意图;
27.图2为图1中最左侧焊接单元的放大图;
28.图3为最左侧校直检测单元的放大图;
29.图4为图1中焊接台和最左侧支撑单元左视方向的剖视图;
30.图5为本实用新型实施例2一种传动轴总成校直焊接设备主视方向的结构示意图;
31.图6为图5中焊接台、支撑单元和焊接台左视方向的剖视图。
具体实施方式
32.下面通过具体实施方式进一步详细的说明:
33.说明书附图中的附图标记包括:焊接台10、安装板101、滑轨102、集渣腔103、开口104、校直检测表20、压力探针201、固定块202、转动轴203、第一连接杆204、第二连接杆205、第一固定架301、第二固定架302、第一固定盘303、第二固定盘304、把手305、支撑块401、支撑片402、嵌槽403、抵紧片501、气压杆502、气缸503、焊枪60、收卷盘601、滑杆602、伺服滑块
603、焊丝604、盖罩605、通孔607。
34.实施例1
35.实施例1基本如附图1、附图2、附图3和附图4所示:一种传动轴总成校直焊接设备,包括焊接台10、四个焊接单元、四个校直检测单元、可带动传动轴总成转动的夹持单元以及三个对前轴或后轴的侧面进行支撑的支撑单元,焊接台10的前侧上竖直焊接有安装板101,焊接台10上水平焊接有两条滑轨102,滑轨102均与安装板101的前侧面平行设置。
36.如图1和图2所示,焊接单元包括焊枪60、收卷盘601、带动焊枪60上下移动的行走部以及安装在焊枪60内的焊丝604,行走部包括滑杆602和伺服滑块603,滑杆602竖直设置,伺服滑块603滑动安装在滑杆602上,且滑杆602的上端和下端均与安装板101的前侧焊接,焊枪60的后侧面与伺服滑块603的前侧焊接,焊枪60的下端可与第一万向节叉与前轴的连接处、前轴与支承和第二万向节叉、第三万向节叉与后轴的连接处以及后轴与第四万向节叉的连接处接触;收卷盘601转动安装在安装板101的上端上,焊丝604卷绕在收卷盘601上,焊丝604的下端穿过焊枪60并且位于焊枪60的下端处。
37.如图3所示,校直检测单元包括位置调节架以及可与前轴或后轴的侧面相抵的校直检测表20,校直检测表20上设有压力探针201,压力探针201可与前轴或后轴的侧面接触,位置调节架包括固定块202、转动轴203、第一连接杆204和第二连接杆205,固定块202竖直焊接在安装板101上,转动轴203同轴转动安装在固定块202的下端上,第一连接杆204水平设置,第一连接杆204的左端与转动轴203的侧壁焊接,第一连接杆204的左端与第二连接杆205的右端铰接,第二连接杆205的右端与校直检测表20焊接。
38.如图1所示,夹持单元包括第一固定架301、第二固定架302、第一固定盘303和第二固定盘304,第一固定盘303转动安装在第一固定架301上,第二固定盘304转动安装在第二固定架302上,第一固定盘303和第二固定盘304相对并且同轴设置,第一固定盘303可与第一万向节叉卡扣连接,第二固定盘304可与第四万向节叉卡扣连接;第一固定架301滑动安装在滑轨102的右端上,第二固定架302焊接在焊接台10的左端上;第一固定盘303和第二固定盘304的圆周上均焊接有四个把手305,四个把手305均匀设置在第一固定盘303和第二固定盘304的圆周上,使得第一固定盘303和第二固定盘304的转动操作省力且转动方便。
39.如图4所示,支撑单元包括支撑块401和支撑片402,支撑块401水平滑动安装在滑轨102上,支撑块401的下表面上设有滑槽,滑槽与滑轨102的表面滑动接触,支撑片402竖直焊接在支撑块401上,支撑片402的右侧与第一固定盘303相对,支撑片402的左侧与第二固定盘304相对;支撑片402上设有可与前轴或后轴的侧面贴合的嵌槽403,嵌槽403的内壁呈弧面,且嵌槽403水平方向上的轴线与第一固定盘303的轴线重合。
40.此外,位于中间处的支撑片402与前轴上的支承外壁接触,抵紧片501位于支承和中间处支撑片402的左侧,抵紧片501的下侧与前轴的侧面相对;同时四个压力探针201分别与前轴的左端处、前轴的右端处、后轴的左端处与后轴的右端处相对。
41.本实施例中的一种传动轴总成校直焊接工装在使用时,先调整滑轨102上各个支撑单元的位置,使得最左侧的支撑单元可与前轴的侧壁相抵,右侧的支撑单元可与后轴的侧壁相抵,位于中间出的支撑单元与支承的侧壁相抵,待三个支撑单元的位置相对固定后,在进行后续传动轴总成的批量焊接过程中,无需再对三个支撑单元的位置进行调整。
42.此时向右移动第一固定架301和第一固定盘303,扩大第一固定盘303和第二固定
盘304之间的相对距离,然后将初步组装后的第一万向节叉、前轴、支承、第二万向节叉、第三万向节叉、后轴和第四万向节叉放置到三个支撑单元上,传动轴总成均嵌入到嵌槽403内,三个支撑板对传动轴总成进行稳定的支撑,此时让第一万向节叉的左端卡扣到第二固定盘304内,同时推动第一固定架301向左移动,让第四万向节叉卡扣到第一固定盘303上,传动轴总成被安装到第一固定盘303和第二固定盘304之间。
43.然后拉动校直检测单元中的校直检测表20,使得校直检测表20上的压力探针201与前轴或后轴的侧面接触,此时四个压力探针201分别与四个压力探针201分别与前轴的左端处、前轴的右端处、后轴的左端处与后轴的右端处接触;然后可握持把手305处,带动第一固定盘303和第二固定盘304转动,第一固定盘303和第二固定盘304同步带动整个传动轴总成转动,压力探针201与前轴或后轴的侧面滑动接触,若所有校直检测表20上测得的压力都持续没有变化,说明前轴总成和后轴总成之间的全跳动符合要求;若校直检测表20出现压力检测数据变化时,则对应性的对前轴或者后轴的安装进行调整,使得校直检测表20测得的压力持续不变即可,实现对传动轴总成的校直。
44.在对传动轴总成校直完成后,暂停转动第一固定盘303和第二固定盘304,然后控制四个伺服滑块603,四个伺服滑块603同步带动焊枪60下移,使得焊枪60下端上的焊丝604与第一万向节叉与前轴的连接处、前轴与支承和第二万向节叉、第三万向节叉与后轴的连接处以及后轴与第四万向节叉的连接处接触,然后启动焊枪60,焊枪60对第一万向节叉与前轴的连接处、前轴与支承和第二万向节叉、第三万向节叉与后轴的连接处以及后轴与第四万向节叉的连接处进行焊接;与此同时,第一固定盘303和第二固定盘304再次带动传动轴总成转动,焊接处持续与焊枪60上的焊丝604相对,焊枪60对带焊接处进行周向的全面焊接,焊接的速度快;当焊丝604消耗后,收卷盘601上的焊丝604可以被松懈,使得焊丝604的下端可快速的拉伸至焊枪60外,进而对消耗的焊丝604进行快速的补充,能够有效的提高焊接效率。
45.实施例2
46.实施例2与实施例1的不同之处在于,实施例2基本如附图5和附图6所示,还包括限位单元和盖罩605,限位单元包括抵紧片501、气压杆502和焊接在安装板101上的气缸503,气压杆502的上端竖直滑动安装在气缸503内,气压杆502的下端与抵紧片501焊接,抵紧片501的下侧上水平贯穿有抵紧槽,抵紧槽的内壁呈弧形,且抵紧槽水平方向上的轴线可与第一固定盘303的轴线重合。
47.如图5所示,盖罩605的上侧与安装板101的上侧通过铰链板实现铰接,盖罩605可覆盖第一固定盘303、第二固定盘304和四个焊枪60,盖罩605的前侧上设有供若干焊枪60穿过的通孔607。
48.此外,如图6所示,焊接台10内设有集渣腔103,焊接台10的上表面上设有与集渣腔103连通的开口104,集渣腔103的开口104位于两个滑轨102之间,且集渣腔103的侧面倾斜设置,集渣腔103的纵截面轮廓呈倒置的梯形状。
49.本实施例中的一种传动轴总成校直焊接工装在使用时与实施例1相比有如下不同之处,在完成对传动轴总成的校直后,启动气缸503,气缸503推动气压杆502和抵紧片501下移,抵紧片501上的抵紧槽与前轴的上侧接触,实现对传动轴总成的限位,使得在后续的焊接过程中,传动轴总成在第一固定盘303和第二固定盘304的带动下保持稳定的转动。
50.在进行焊接过程中,先将盖罩605翻转至竖直状态,此时将盖罩605覆盖第一固定盘303、第二固定盘304和四个焊枪60,然后再通过伺服滑块603控制焊枪60下移对传动轴总成的待焊接处进行焊接;焊接时,产生的火花被盖罩605阻挡,能够避免对工人的眼睛造成刺激,提升焊接时的安全性;同时产生的部分金属屑或者其他杂物会通过开口104处进入到集渣腔103内,此时集渣腔103能对金属屑或者其他杂物进行导向,使得大部分金属屑或者其他杂物均被收集至集渣腔103内,能够提升周围加工环境的清洁度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1