一种刹车钢带的铆接辅助装置的制作方法
1.本实用新型涉及铆接技术领域,特别涉及一种刹车钢带的铆接辅助装置。
背景技术:
2.铆接即铆钉连接,是一个机械词汇,是利用轴向力将零件铆钉孔内钉杆墩粗并形成钉头,使多个零件相连接的方法。目前在对刹车钢带进行铆接时,需要先由人工将铆钉穿过工件上的铆钉孔,再由操作者扶住工件使铆头正对铆钉,最后启动铆接机器,实现铆接。其中,铆接时工件的定位和退料均由人工完成,不但效率低,安全性差,而且还增加人工成本。
技术实现要素:
3.本实用新型要解决的问题是提供一种设计合理,自动化程度高,效率高的刹车钢带的铆接辅助装置。
4.为了解决上述问题,本实用新型提供了一种刹车钢带的铆接辅助装置,其包括刹车钢带上料机构和定位机构,所述定位机构包括定位组件、定位座和驱动件一,所述定位组件穿设于所述定位座,所述定位组件后端均与所述驱动件一连接,所述驱动件一可驱动所述定位组件相对于定位座前后运动,以实现铆接后的刹车钢带在所述定位座的阻挡下退料。
5.作为本实用新型的进一步改进,所述刹车钢带上料机构包括底板、驱动件二、固定块、套柱和上料推杆,所述固定块装配于所述底板上,所述套柱和上料推杆装配于所述固定块上,所述刹车钢带可套设在所述套柱上,所述驱动件二可驱动所述上料推杆,所述上料推杆将所述套柱上的刹车钢带推至所述定位组件上。
6.作为本实用新型的进一步改进,所述刹车钢带上料机构还包括驱动件三,所述驱动件三可驱动所述底板。
7.作为本实用新型的进一步改进,所述刹车钢带上料机构还包括滑动组件,所述滑动组件包括滑轨和滑座,所述底板底部通过所述滑座与所述滑轨滑动连接,所述驱动件三可驱动所述底板在所述滑轨上滑动。
8.作为本实用新型的进一步改进,还包括铆钉上料机构,所述铆钉上料机构包括振动盘和直线送料器,所述直线送料器的出料口通过导管与定位机构连接,所述导管还与送气装置连接,所述送气装置送气将所述铆钉通过导管送至所述铆钉孔内。
9.作为本实用新型的进一步改进,所述定位座上还设有铆头导套,所述铆头导套设于所述铆接槽上方,所述铆头导套上设有铆头通孔和导管通孔,所述铆钉通过所述导管通孔进入所述铆头导套,并由所述铆头导套进入所述铆钉孔,所述铆接机构的铆头通过所述铆头导套将所述铆钉铆接在所述刹车钢带上。
10.作为本实用新型的进一步改进,所述定位组件包括上定位块和下定位块,所述上定位块和下定位块之间设有间隙,所述上定位块和下定位块配合将所述刹车钢带固定。
11.本实用新型的有益效果:
12.本实用新型提供的刹车钢带的铆接辅助装置自动化程度高,可自动实现刹车钢带的稳定定位,便于对刹车钢带进行铆接,并在铆接后实行自动退料,大幅提高生产效率,减少人工成本,安全性更高。
13.上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,而可依照说明书的内容予以实施,并且为了让本实用新型的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
附图说明
14.图1是本实用新型优选实施例中刹车钢带和铆钉的结构示意图;
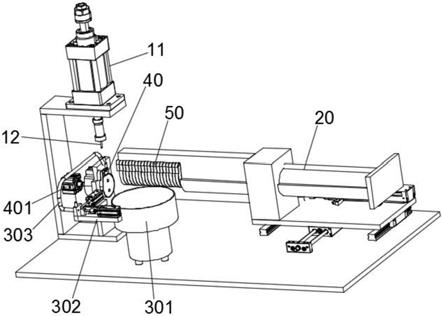
15.图2是本实用新型优选实施例中刹车钢带的铆接辅助装置的整体结构示意图;
16.图3是本实用新型优选实施例中定位机构的结构示意图;
17.图4是图3中a的结构放大示意图;
18.图5是本实用新型优选实施例中刹车钢带上料机构的结构示意图;
19.图6是本实用新型优选实施例中套柱和上料推杆的结构示意图。
20.标记说明:11、驱动件四;12、铆头;20、刹车钢带上料机构;201、套柱;202、上料推杆;203、滑动组件;204、固定块;205、底板;206、驱动件二;207、驱动件三;301、振动盘;302、直线送料器;303、导管;40、定位机构;401、驱动件一;402、铆头导套;4021、铆头通孔;4022、导管通孔;403、上定位块;4031、铆接槽;404、下定位块;405、定位座;50、刹车钢带;501、铆钉;502、铆钉孔。
具体实施方式
21.下面结合附图和具体实施例对本实用新型作进一步说明,以使本领域的技术人员可以更好地理解本实用新型并能予以实施,但所举实施例不作为对本实用新型的限定。
22.如图1所示,为本实用新型优选实施例中的刹车钢带50,刹车钢带50上设有与铆钉501配合的铆钉孔502。
23.如图2所示,为本实用新型优选实施例中的刹车钢带的铆接辅助装置,该装置用于将铆钉501铆接在刹车钢带50上,该装置包括定位机构40,如图3
‑
4所示,定位机构40包括定位组件、定位座405和驱动件一401,定位组件穿设于定位座405,定位组件的前端用于对刹车钢带50进行定位,定位组件的前端设有铆接槽4031并部分延伸出定位座405,定位组件后端与驱动件一401连接,驱动件一401可驱动定位组件向后运动,使铆接后的刹车钢带50在定位座405的阻挡下退料。
24.本实施例中刹车钢带的铆接辅助装置自动化程度高,可自动实现刹车钢带的稳定定位,便于对刹车钢带进行铆接,并在铆接后实行自动退料,大幅提高生产效率,减少人工成本,安全性更高。
25.在本实施例中,定位组件包括上定位块403和下定位块404,上定位块403和下定位块之间设有间隙,该间隙与刹车钢带50的形状配合,上定位块403和下定位块配合将刹车钢带50固定。优选的,上定位块403和下定位块404的后端为一体结构,有利于增加结构的强度和稳定性。
26.在其中一实施例中,该装置还包括用于铆钉上料的铆钉上料机构,该铆钉上料机构包括振动盘301和直线送料器302,直线送料器302的出料口通过导管303与定位机构40连接,导管303还与送气装置连接,送气装置送气将铆钉501通过导管303送至铆钉孔502内。振动盘301和直线送料器302的结构及工作原理已是行业公知,在此不多赘述。
27.如图4所示,定位座405上还设有铆头导套402,铆头导套402设于铆接槽4031上方,铆头导套402上设有铆头通孔4021和导管通孔4022,铆钉501通过导管通孔4022进入铆头导套402,并由铆头导套402进入铆钉孔502,铆接机构的铆头12通过铆头导套402将铆钉501铆接在刹车钢带50上。
28.在其中一实施例中,该铆接辅助装置还包括铆接机构,铆接机构包括驱动件四11和铆头12,驱动件四11可驱动铆头12下压,将铆钉501铆接在刹车钢带50上。
29.在其中一实施例中,该铆接辅助装置还包括用于刹车钢带上料的刹车钢带上料机构,如图5
‑
6所示,刹车钢带上料机构20包括底板205、驱动件二206、固定块204、套柱201和上料推杆202,固定块204装配于底板205上,套柱201和上料推杆202装配于固定块204上,刹车钢带50可套设在套柱201上,驱动件二206可驱动上料推杆202,上料推杆202将套柱201上的刹车钢带50推至定位组件上。优选的,上料推杆202为与刹车钢带50外形匹配的“c”字型。
30.在其中一实施例中,上述刹车钢带上料机构20还包括驱动件三207,驱动件三207可驱动底板205。具体的,驱动件三207可驱动底板205向定位机构40方向运动至预定位置,驱动件二206驱动上料推杆202,上料推杆202将套柱201上的刹车钢带50推至定位组件上,之后驱动件三207驱动底板205回复原位。
31.在其中一实施例中,上述刹车钢带上料机构20还包括滑动组件203,滑动组件203包括滑轨和滑座,底板205底部通过滑座与滑轨滑动连接,驱动件三207可驱动底板205在滑轨上滑动。
32.工作时,刹车钢带上料机构20可将刹车钢带50驱动至定位机构40,上定位块403和下定位块404配合将刹车钢带50固定,铆钉上料机构通过导管303将铆钉501驱动至铆钉孔502内,驱动件四11驱动铆头12向下,铆头12与铆接槽4031配合将铆钉501铆接在刹车钢带50上,铆接完成后,驱动件一401驱动上定位块403和下定位块404向后运动,铆接后的刹车钢带50在定位座405的阻挡下向下完成退料。该铆接辅助装置结构合理,在实现对刹车钢带稳定定位的前提下,可以实现铆钉和刹车钢带的自动上料,大幅提升生产效率。
33.以上实施例仅是为充分说明本实用新型而所举的较佳的实施例,本实用新型的保护范围不限于此。本技术领域的技术人员在本实用新型基础上所作的等同替代或变换,均在本实用新型的保护范围之内。本实用新型的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1