锥形拉簧成型模具的制作方法
1.本实用新型涉及一种锥形拉簧成型模具。
背景技术:
2.拉伸弹簧,简称拉簧,是承受轴向拉力的螺旋弹簧,拉簧一般都用圆截面材料制造,在不承受负荷时,拉簧的圈与圈之间一般都是并紧的没有间隙。目前,在生产过程中,对于拉簧的成型有不同的方式及技巧。以往通过卷绕
‑
去应力回火
‑
冲成型
‑
定型处理回火
‑
表面处理的工艺来制造拉簧,在实际使用时,圆柱形的弹簧体无法满足一些需要拉伸弹簧但又无法使用圆柱形弹簧的锥形空间场合,一般会通过手工将拉簧的一端挤压成锥状,效率低下且极不稳定,十分不便。
技术实现要素:
3.本实用新型的目的是提供一种结构巧妙,便捷实用的锥形弹簧成型模具。
4.实现本实用新型目的的技术方案是:本实用新型具有底板、以及设置在底板上方且可与冲床连接的模柄;所述底板和模柄之间还设有成型模组,所述成型模组包括上压块和下压块,上压块和下压块上均设有锥形螺纹槽,上压块和下压块上的锥形螺纹槽相对设置,且可在上压块压紧在下压块后形成锥形螺纹通槽,所述模柄上设有截面呈“t”型的第一卡槽,第一卡槽的延伸方向与锥形螺纹通槽的轴线垂直设置,上压块上设有可卡入第一卡槽的第一卡块,上压块通过第一卡块卡入第一卡槽后固定在模柄上,下压块的底部固定设有多个第二卡块,各个第二卡块呈交错分布或圆状分布或多边形分布在下压块上,底板上设有与各个第二卡块对应的第二卡槽,下压块通过各个第二卡块卡入对应的第二卡槽后固定在底板上。
5.上述第一卡块的长度小于第一卡槽的深度,第一卡槽的两侧内壁上还设有侧边卡槽,侧边卡槽的宽度与第一卡块的长度之和与第一卡槽的深度相同,各个侧边卡槽相对设置且各个侧边卡槽内均设有侧边卡块,各个侧边卡块和侧边卡槽之间均设有压簧,相对设置的侧边卡块通过压簧的持续施压后相互靠压并对第一卡槽封口。
6.上述第一卡槽内设有磁吸块,第一卡块上设有与各个磁吸块对应的磁铁,第一卡块通过磁吸块与磁铁的配合固定在第一卡槽内。
7.上述第一卡槽内壁的两侧沿第一卡槽的延伸方向设置多个安装槽,各个安装槽内均滑动设有滚轴座,各个滚轴座内均设有用于第一卡槽进出导向的导向滚轴,各个滚轴座和安装槽的槽底之间均设有复位弹簧,复位弹簧的两端分别与滚轴座和安装槽固定连接,各个导向滚轴通过复位弹簧的持续施力压紧在第一卡块上。
8.上述上压块上设有多个导向柱,下压块上设有多个与各个导向柱对应的导向孔,各个上压块经导向柱卡入对应的导向孔后与下压板固定连接。
9.本实用新型具有积极的效果:(1)本实用新型通过在上压块上设置第一卡块,在模柄上设置第一卡槽,通过第一卡块和第一卡槽的配合将上压块固定在模柄上,可以快捷高
效的对上压块进行更换和使用,通过第二卡块和第二卡槽的配合将下压块固定在底板上,有效的保证了下压块能够稳定牢固的固定在底板上,有效的避免下压块在使用的过程中发生位移,高效便捷。
10.(2)本实用新型通过在第一卡槽的两边设置从侧边卡槽,在侧边卡槽内设置侧边卡槽,通过压簧的持续施压将侧边卡块相互靠压后形成封口,保证了第一卡块和第一卡槽连接的稳定性。
11.(3)本实用新型通过在第一卡槽内设置磁吸块,在第一卡块上设置磁铁,通过磁吸块与磁铁的配合进一步的将第一卡块固定在第一卡槽内,保证了第一卡块和第一卡槽连接的稳定性,保证了上压块在冲压过程中的牢固性和稳定性。
12.(4)本实用新型通过在第一卡槽的两侧设置安装槽,安装槽内设置滚轴座和导向滚轴,通过复位弹簧的持续施压对第一卡槽的两侧进行辅助靠压,一方面能够对第一卡块进行辅助定位,另一方面可以方面上压块的放入和取出,便捷实用。
13.(5)本实用新型通过在上压块上设置多个导向柱,在下压块上设置导向孔,通过导向孔和导向柱的配合,一方面可以保证上压块和下压块在冲压时的稳定性,另一方面也对上压块进行冲压导向,便捷高效。
附图说明
14.为了使本实用新型的内容更容易被清楚地理解,下面根据具体实施例并结合附图,对本实用新型作进一步详细的说明,其中
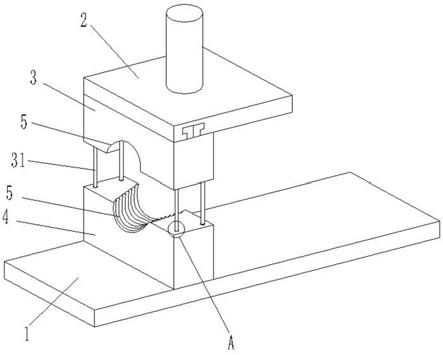
15.图1为本实用新型中锥形拉簧成型模具的整体结构示意图;
16.图2为图1中a处的放大图;
17.图3为本实用新型中锥形拉簧成型模具的整体结构的剖视图;
18.图4为图3中b处的放大图;
19.图5为本实用新型中模柄的整体结构示意图。
具体实施方式
20.见图1至图5,本实用新型具有底板1、以及设置在底板1上方且可与冲床连接的模柄2;所述底板1和模柄2之间还设有成型模组,所述成型模组包括上压块3和下压块4,上压块3和下压块4上均设有锥形螺纹槽5,上压块3和下压块4上的锥形螺纹槽5相对设置,且可在上压块3压紧在下压块4后形成锥形螺纹通槽,所述模柄2上设有截面呈“t”型的第一卡槽21,第一卡槽21的延伸方向与锥形螺纹通槽的轴线垂直设置,上压块3上设有可卡入第一卡槽21的第一卡块33,上压块3通过第一卡块33卡入第一卡槽21后固定在模柄2上,下压块4的底部固定设有多个第二卡块42,各个第二卡块42呈交错分布或圆状分布或多边形分布在下压块4上,底板1上设有与各个第二卡块42对应的第二卡槽11,下压块4通过各个第二卡块42卡入对应的第二卡槽11后固定在底板1上;
21.所述第一卡块33的长度小于第一卡槽21的深度,第一卡槽21的两侧内壁上还设有侧边卡槽23,侧边卡槽23的宽度与第一卡块33的长度之和与第一卡槽21的深度相同,各个侧边卡槽23相对设置且各个侧边卡槽23内均设有侧边卡块25,各个侧边卡块25和侧边卡槽23之间均设有压簧24,相对设置的侧边卡块25通过压簧24的持续施压后相互靠压并对第一
卡槽21封口;
22.所述第一卡槽21内设有磁吸块331,第一卡块33上设有与各个磁吸块331对应的磁铁211,第一卡块33通过磁吸块331与磁铁211的配合固定在第一卡槽21内;
23.所述第一卡槽21内壁的两侧沿第一卡槽21的延伸方向设置多个安装槽22,各个安装槽22内均滑动设有滚轴座35,各个滚轴座35内均设有用于第一卡槽21进出导向的导向滚轴36,各个滚轴座35和安装槽22的槽底之间均设有复位弹簧34,复位弹簧34的两端分别与滚轴座35和安装槽22固定连接,各个导向滚轴36通过复位弹簧34的持续施力压紧在第一卡块33上;
24.所述上压块3上设有多个导向柱31,下压块4上设有多个与各个导向柱31对应的导向孔41,各个上压块3经导向柱31卡入对应的导向孔41后与下压板固定连接。
25.本实用新型的工作原理:本实用新型在进行使用时,通过第一卡块33从上压块3的侧边插入第一卡槽21,第一卡块33上的磁吸块331通过与磁铁211的吸合固定在第一卡槽21内,并通过第一卡槽21侧壁上的多个安装槽22内的滚轴座35以及滚轴座35上的导向滚轴36对第一卡块33进行辅助靠压,并在第一卡块33卡入第一卡槽21后,侧边卡槽23内的各个侧边卡块25通过压簧24的持续施压将第一卡块33压紧在第一卡槽21内,需要进行更换时,仅需将各个侧边卡块25推开,然后将上压块3取出即可,上压块3固定在模柄2后通过冲床的冲压、拉簧的转动以及导向柱31和导向孔41的配合对拉簧的一端进行冲压成型。
26.以上所述的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1