钛复合板反应釜焊接保护装置的制作方法
1.本实用新型涉及焊接装置技术领域,具体而言,涉及一种钛复合板反应釜焊接保护装置。
背景技术:
2.钛合金是以钛元素为基础加入其他元素组成的合金。焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。在钛合金进行焊接时,容易吸氢、吸氧发生氢脆,使其疲劳强度减弱,因此需要使用惰性气体进行保护,目前市面上缺少相关的配套保护装置。
技术实现要素:
3.本实用新型提供了一种钛复合板反应釜焊接保护装置,有效避免了焊接部位发生氢脆造成疲劳强度减弱。
4.本实用新型的实施例通过以下技术方案实现:
5.一种钛复合板反应釜焊接保护装置,包括呈长方体状的外壳,所述外壳包括一个顶面和四个侧面,在所述外壳的顶面上分别设有进气管和观察窗,在所述外壳的四个侧面上均分别设有焊接窗和若干出气口,在所述外壳的底部边沿处安装有若干万向轮,在所述万向轮的外部设有软质层,所述软质层与所述外壳的侧面固定连接,所述软质层的宽度大于所述万向轮的直径。
6.进一步地,在所述进气管上安装有第一球阀。
7.第一球阀的目的在于方便调控氩气的进气流量。
8.进一步地,在所述进气管与所述外壳的连接处安装有密封圈。
9.密封圈的设置保证了进气管处的密封性。
10.进一步地,在所述观察窗处安装有深色玻璃。
11.深色玻璃一方面保证了观察窗处于密闭状态,外界空气不会经过其进入到外壳内部,另一方面操作人员透过深色玻璃观察焊接过程时不容易伤眼。
12.进一步地,在所述焊接窗处安装有封隔门。
13.由于外壳的四个侧面上均设有焊接窗,操作人员根据方便选择其中一个焊接窗后,其他焊接窗需要关闭起来,以确保空气不会从焊接窗进入到外壳的内部。
14.进一步地,在所述焊接窗处设有弹性套,所述弹性套的开口的直径小于所述焊接窗的直径。
15.当操作人员将焊枪通过焊接窗伸入到外壳内部后,由于弹性套的开口较小且具有弹性,保证了焊枪与弹性套之间具有一定的密封性,防止了外界空气顺着焊枪进入到外壳的内部。
16.进一步地,在所述出气口处安装有栅格网。
17.设置栅格网的目的在于防止空气在的灰尘从出气口处飘入到外壳的内部,对焊接
造成影响。
18.进一步地,在所述出气口处安装有出气管。
19.进一步地,在所述出气管上安装有第二球阀。
20.如此设置能够有效控制气体的排出流量。
21.进一步地,所述软质层上涂覆有石棉层。
22.石棉层的主要作用在于隔温,增加软质层的使用寿命,由于焊接处的温度比较高,容易对软质层的使用寿命造成影响,使用石棉层将软质层包覆住,能够有效减少软质层受到的热辐射。
23.本实用新型实施例的技术方案至少具有如下优点和有益效果:
24.本实用新型所提供的钛复合板反应釜焊接保护装置,通过带进出气口的外壳与软质层相互配合,外壳形成封闭空间,软质层与工件表面相接处,并且通过挤压变形使其与工件表面紧密接触贴合,给工件的焊接部位提供了一个惰性气体环境,有效避免了焊接部位发生氢脆造成疲劳强度减弱,并且,万向轮的设置使得本装置可以在工件表面任意移动,由于软质层的宽度大于万向轮的直径,因此在装置移动的过程中软质层仍然与工件表面处于紧密接触贴合状态,其内部仍然保持惰性气体环境。
附图说明
25.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本实用新型的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
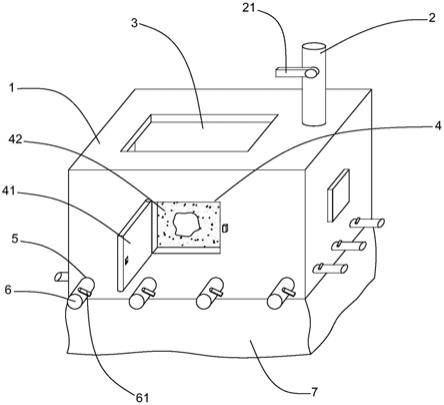
26.图1为本实用新型实施例所提供的钛复合板反应釜焊接保护装置的结构示意图。
27.图标:1
‑
外壳,2
‑
进气管,21
‑
第一球阀,3
‑
观察窗,4
‑
焊接窗,41
‑
封隔门,42
‑
弹性套,5
‑
出气口,6
‑
出气管,61
‑
第二球阀,7
‑
软质层。
具体实施方式
28.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本实用新型实施例的组件可以以各种不同的配置来布置和设计。
29.因此,以下对在附图中提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
31.在本实用新型的描述中,需要说明的是,若出现术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实
用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
32.在本实用新型的描述中,还需要说明的是,除非另有明确的规定和限定,若出现术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
33.实施例1
34.如图1所示,一种钛复合板反应釜焊接保护装置,包括呈长方体状的外壳1,外壳1包括一个顶面和四个侧面,在外壳1的顶面上分别设有进气管2和观察窗3,在进气管2上安装有第一球阀21,在进气管2与外壳1的连接处安装有密封圈,在观察窗3处安装有深色玻璃,在外壳1的四个侧面上均分别设有焊接窗4和若干出气口5,在焊接窗4处安装有封隔门41,封隔门41的一端铰接于焊接窗4一侧的外壳表面上,另一端安装有公扣,在焊接窗4另一侧的外壳1表面上安装有与公扣相匹配的母扣,在焊接窗4处还设有弹性套42,弹性套42的开口的直径小于焊接窗4的直径,该弹性套42的材料为橡胶,在出气口5处安装有栅格网,在出气口5处还安装有出气管6,在出气管6上安装有第二球阀61,在外壳1的底部边沿处安装有若干万向轮(图中未示出),在万向轮的外部设有软质层7,该软质层7的材料为牛皮,在软质层7的表面涂覆有石棉层,软质层7与外壳1的侧面固定连接,软质层7的宽度大于万向轮的直径。
35.本实施例所提供的钛复合板反应釜焊接保护装置的使用方法如下:
36.本装置需要两名操作人员配合,一名操作人员将装置放置到待焊接的工件上并朝向工件挤压,使得软质层7变形并与工件表面紧贴,随后将氩气瓶连接到装置的进气管2,向装置的内部持续通入氩气,另一操作人员根据焊接点的位置以及操作的方便性选择一个焊接窗4将焊枪伸入进去,并将其余三个焊接窗4的封隔门41关闭,调整第一球阀21和第二球阀61使得外壳1内部空间的氩气流量稳定,持续通入氩气3分钟以完全排出外壳1内部空间的空气,随后开启焊枪进行焊接作业,当需要更换焊接点时,只需在保持挤压的状态下推动外壳1即可,万向轮将会带动装置移动,并且由于软质层7的宽度大于万向轮的直径,在装置移动的过程中,软质层7将会一直与工件的表面保持紧密贴合的状态,当焊接完成后,将焊枪取出,随后关闭封隔门41,带焊接点的温度下降后移开装置即可。
37.以上仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1