一种零部件内孔修理工具的制作方法
1.本实用新型涉及零部件压力加工技术领域,尤其涉及一种零部件内孔修理工具。
背景技术:
2.现代机械实现的功能及运行效率伴随技术的发展不断提高,同时对机械内各个零部件装配精密度的要求也不断提高,因此需要零部件机加工生产技术也不断进步。
3.在零部件日常的生产过程中,有时因为模具磨损或者操作问题,导致生产出来的产品尺寸出现超差的现象,如果进行报废处理,确实会造成较大的经济损失。特别是在大批量生产的过程中,由于冷镦模具的磨损,导致零部件部分内孔的尺寸略小,而操作人员没有及时发现这一问题,致使问题产品较大批量生产,如果报废,将会产生较大的经济损失,而且零部件其他尺寸均合格,报废也是很可惜的。因此如何低成本地对此类零部件进行修理,是个比较现实的课题。
4.使用冷镦方法加工的零部件内孔经常会涉及不规则形状,很难使用车床进行车削修理;同时加工尺寸虽然超差,但大多情况下孔径也知识略小于图纸要求,如果采用机加工的方法去修理,对于如此小的加工余量,也是机加工的难题。
5.一种有效的解决办法是采用压力加工进行修理,通过在内孔中穿过一个过盈的尺寸稳定杆来扩张内孔尺寸。但是在使用时,由于零部件会产生弹性形变和塑性形变,如果尺寸稳定杆不能准确的以预定角度插入零部件内孔,则不能得到期望的修理效果,过盈的尺寸稳定杆在接触到内孔时受力情况复杂,穿入、穿出过程中容易出现工件轻微偏移,导致修理失败。
技术实现要素:
6.为解决现有技术的不足,本实用新型提出一种零部件内孔修理工具,使用固定工装和导向管的特定安装位置,确保尺寸稳定杆可以顺畅地穿过并能够以正确的角度穿入待修理的零部件内孔,不会在工作中移动或者倾斜。
7.为实现以上目的,本实用新型所采用的技术方案包括:
8.一种零部件内孔修理工具,其特征在于,包括底座、固定工装、导向管和尺寸稳定杆;
9.所述固定工装固定设置在所述底座上,所述固定工装内设置有零部件槽,所述零部件槽具有匹配待修理的零部件外轮廓并使待修理的零部件稳定无位移放置在其中的尺寸和形状;
10.所述尺寸稳定杆的一端包括依次平滑连接的导向段、工作段和退出段,所述工作段尺寸、形状匹配待修理零部件的内孔设计尺寸、形状,所述导向段和退出段尺寸不大于所述工作段;
11.所述导向管设置在所述固定工装上表面,且所述导向管的中空通孔内径匹配所述尺寸稳定杆的工作段尺寸,所述中空通孔与待修理零部件的内孔对齐。
12.进一步地,所述尺寸稳定杆的导向段、工作段和退出段外表面覆盖有减粘降阻涂层。
13.进一步地,所述导向管的中空通孔的顶部与底部边缘包括倒角。
14.进一步地,所述尺寸稳定杆还包括设置在另一端的承压段,所述尺寸稳定杆通过承压段安装在液压机的压力头上。
15.本实用新型的有益效果为:
16.采用本实用新型所述零部件内孔修理工具能够确保尺寸稳定杆可以顺畅地穿过并能够以正确的角度穿入待修理的零部件内孔,不会在工作中移动或者倾斜,可以以较低的成本来修理零件,简单快捷,避免了报废大批的产品,大大降低了生产成本,并且修理效果良好,修理后的产品完全符合图纸要求,同时操作也比较简单易行,给生产现场解决了一个难题。
附图说明
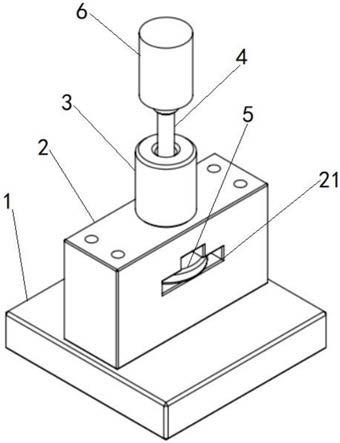
17.图1为本实用新型零部件内孔修理工具优选实施例三维示意图。
18.图2为本实用新型零部件内孔修理工具优选实施例正视示意图。
19.图3为本实用新型零部件内孔修理工具优选实施例剖面示意图。
20.图4为本实用新型优选实施例尺寸稳定杆三维示意图。
21.图5为本实用新型优选实施例尺寸稳定杆俯视示意图。
22.图6为本实用新型优选实施例导向管三维示意图。
23.图7为本实用新型优选实施例导向管剖面示意图。
24.附图编号说明:1
‑
底座、2
‑
固定工装、21
‑
零部件槽、3
‑
导向管、31
‑
中空通孔、4
‑
尺寸稳定杆、41
‑
导向段、42
‑
工作段、43
‑
退出段、44
‑
承压段、5
‑
零部件、6
‑
压力头。
具体实施方式
25.为了更清楚的理解本实用新型的内容,将结合附图和实施例详细说明。
26.图1至图3为本实用新型零部件内孔修理工具的一种优选实施例,包括底座1、固定工装2、导向管3和尺寸稳定杆4,以及接触尺寸稳定杆4顶部承压段44的压力头6(所连接的液压机未在图中示出)。底座1通过任意合适的连接方式固定,或者具备较大质量以保证零部件5压力修理过程中修理工具的稳定性。零部件5稳定的置于固定工装2的零部件槽21中,使待修理的内孔位置确定,且通过固定工装2的限位作用使零部件5在受到外力(修理采用的压力)时不会出现偏移、旋转等不希望的位移,尺寸稳定杆4可以经固定工装2上表面的开孔准确对应零部件5待修理内孔并对其施加压力,优选的,固定工装2下部具有通透或非通透的挖空,可以容纳向下位移的尺寸稳定杆4。导向管3固定的设置在固定工装2上表面,且所述导向管3的中空通孔31内径匹配所述尺寸稳定杆4的工作段尺寸并与零部件5的待修理内孔对齐,能够在尺寸稳定杆4向下位移时辅助保持其方向稳定;优选的,如图6和图7所示,导向管3的中空通孔31上下边缘采用倒角处理,能够帮助更顺畅的穿入尺寸稳定杆4。
27.如图4和图5所示为优选实施例中所采用的尺寸稳定杆4,对应一个具有单面切边的不规则形状内孔的修理。类似于此类不规则内孔,经常会由于冷镦模具的磨损导致加工尺寸略小于设计值,直接报废会产生巨大浪费。为了能够简便的使用压力加工修理这类超
差零件,本实用新型除了采用上述结构确保修理过程中零部件5相对位置固定,还在尺寸稳定杆4的压力加工部分依次设置了导向段41、工作段42和退出段43,其中导向段41和退出段43的尺寸小于工作段42,在实际穿入零部件5内孔过程中并不直接接触内孔(理想情况下)或仅接触但不对内孔施加扩张压力,通过添加导向段41和退出段43能够提高尺寸稳定杆4工作流畅度,特别是避免极端情况下工作段42直接对内孔施加错误的压力导致零部件5报废。导向段41、工作段42和退出段43之间采用平滑连接,例如斜面连接,且优选的在导向段41、工作段42和退出段43的表面覆盖有减粘降阻涂层防止粘料。
28.使用本实用新型所述修理工具时,将待修理的零部件5放入固定工装2内卡入零部件槽21内固定。开动液压机,压力头6带动尺寸稳定杆4向下位移,经导向管3稳定方向后穿入零部件5,将内孔尺寸撑大之后退出,在此过程中需要对尺寸稳定杆4和零部件5持续喷润滑油来进行润滑和降温。
29.以上所述仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换等都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求书的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1