电子束焊接装置的制作方法
1.本发明涉及一种电子束焊接装置。本发明还涉及一种包括这种焊接装置的焊接设备。本发明还涉及一种用于通过这种焊接装置或通过这种焊接设备焊接具有中心孔的两个零件的方法。
背景技术:
2.当今有多种技术可用于通过焊接组装两个零件。在这些技术中,电子束焊接是一种使用电子束与待组装零件之间的相互作用的焊接方法。高速发射到真空中的电子在它们的接口处冲击两个零件。电子的大动能然后在撞击的瞬间转化为热量,从而促使材料熔化然后焊接。将电子束集中在狭窄区域的可能性使得可以获得表现出相对小的变形量并且其中受热影响的区域有限的组装。因此,该技术适用于需要高精度和高质量的组装。
3.特别地,通过焊接组装构成粒子加速器腔的铌单元格(cell)时必须非常小心,以避免单元格内表面出现任何缺陷。具体而言,此类缺陷可能显著降低粒子加速器的性能。
4.构成粒子加速器腔的单元格是中心孔穿过单元格的轴对称零件。为了对于粒子加速器腔的两个单元格的组装获得尽可能好的表面状态,焊接应优选地从内部进行,也就是说焊接线应优选地沿着待组装的单元格的内周长设立。因此,该操作所需的焊接装置应该能够通过中心孔插入到待焊接的单元格内部。为此,已知使用包括旨在插入到单元格内部的臂的焊接装置。臂平行于待焊接的单元格的旋转轴线延伸,并以允许将电子束平行于单元格的半径之一定向的肘部结束。
5.现有技术中已知的焊接装置在输出端产生控制不佳的电子束。特别地,焊接装置输出端处的电子束的密度分布可能控制不佳,从而导致在待焊接的两个零件之间的接口处加热过宽或过窄的区域。因此,金属达到的温度也可能控制不佳。焊道可能在形状或结构方面出现出缺陷。金属也可能在焊接期间突出。然后这些突起可能会重新沉积在待焊接的两个零件上,从而使它们损坏。
6.此外,电子束的轴线可能受到大量操作参数的影响。束的轴线然后可能相对于待焊接的两个单元格之间的接口偏移,从而也导致焊接缺陷。
7.此外,装配在现有焊接装置上的臂通常笨重。因此,它们不能被插入到具有小直径中心孔的零件中。臂也可能不够长以沿着它们的旋转轴线组装多个单元格。小直径与大臂长度相结合会导致臂刚度降低,并且通常会恶化电子束的引导。因此,减小臂的直径并增加其长度似乎与电子束的精度不相容。
8.最后,为了调整电子束,通常需要大量的操纵。特别地,为了检查零件或进行调整,经常需要打开其中放置焊接装置的真空外壳。打开外壳会损害在那里建立的真空。然后必须再次获得真空,以便能够进行焊接操作。因此,这些干预是乏味的并且与焊接设备的工业使用不相容。
技术实现要素:
9.本发明的目的是提供一种克服上述缺点并改进本领域已知的焊接装置的焊接装置。
10.更准确地说,本发明的第一目标是一种能够产生具有变化且被良好控制的密度分布的电子束的电子束焊接装置。
11.本发明的第二目标是一种能够产生完美定位的电子束的电子束焊接装置。
12.本发明的第三目标是一种配置简单并且不需要打开装置所在的外壳来进行调整的电子束焊接装置。
13.本发明的第四目标是一种特别紧凑的电子束焊接装置,其使得能够从内部焊接包括小直径中心孔的两个零件,这两个零件还具有大长度。
14.发明摘要
15.本发明涉及一种电子束焊接装置,包括:
[0016]-能够生成电子束的电子枪,
[0017]-能够使电子束沿着第一轴线定向的聚焦部件,
[0018]-平行于第一轴线延伸的臂,所述臂包括:
[0019]-在垂直于第一轴线的平面中变换电子束的密度分布的变换部件,以及
[0020]-沿着基本上垂直于第一轴线的第二轴线偏转电子束的偏转部件。
[0021]
变换部件可以包括至少两个线圈,优选地至少四个线圈,特别地至少六个线圈,所述至少两个线圈形成基本上垂直于所述第一轴线的磁轴线,所述至少两个线圈围绕所述第一轴线分布以产生北磁极和南磁极的交替。
[0022]
电子枪、聚焦部件、变换部件和偏转部件可以沿着电子束的路径以这个顺序布置,聚焦部件包括可变焦距,聚焦部件能够将电子束聚焦在位于变换部件的上游的焦点处,并且聚焦部件能够将电子束聚焦在位于变换部件的下游的焦点处。
[0023]
偏转部件可以包括线圈,当电流流过所述线圈时,所述线圈能够产生基本上垂直于所述第一轴线定向的磁场,所述线圈基本上定位在第一轴线的延伸线上,在所述第二轴线后面。
[0024]
偏转部件可以包括布置在所述线圈内部的磁芯、通过第一极侧翼连接到磁芯的第一金属板、通过第二极侧翼连接到磁芯的第二金属板,第一板和第二板对称地布置在所述第一轴线的任一侧,第一板和第二板各自包括入口面和出口面,入口面与所述第二轴线形成包括在15
°
和40
°
之间的角度,包括15
°
和40
°
,出口面与所述第一轴线形成包括在0
°
和15
°
之间的角度,包括0
°
和15
°
。
[0025]
焊接装置可以包括用于观察电子束的冲击的视频管道镜,视频管道镜基本上沿着平行于所述第一轴线的轴线延伸,视频管道镜定位在偏转部件后面,在由偏转部件沿着所述第一轴线的投影限定的体积内。
[0026]
视频管道镜可以能够平行于第一轴线缩回,并且视频管道镜可以能够在第一板和第二板之间延伸。
[0027]
焊接装置可以包括保护膜片,用于在电子束意外偏转的情况下保护所述焊接装置的元件免受电子束的影响,
[0028]
和/或,
[0029]
焊接装置可以包括置于变换部件和偏转部件之间的磁场阻挡元件,
[0030]
和/或,
[0031]
焊接装置可以包括隔热屏,特别是由冷却系统冷却的隔热屏,
[0032]
和/或,
[0033]
焊接装置可以包括保护罩,所述保护罩定位成保护待焊接的零件和/或保护所述焊接装置的元件免受来自待焊接的零件的金属喷溅的影响。
[0034]
臂可以包括圆柱体的整体形状,所述圆柱体包括相对于所述第一轴线偏移非零值的旋转轴线,
[0035]
和/或
[0036]
所述圆柱体可以包括小于或等于80mm,特别地小于或等于70mm,优选地小于或等于60mm的直径,
[0037]
和/或
[0038]
所述圆柱体可以包括沿着所述第一轴线的大于或等于200mm,特别地大于或等于400mm,优选地大于或等于600mm的长度。
[0039]
焊接装置可以包括:
[0040]-使电子束偏向的偏向部件,以及
[0041]-检测电子束的位置的检测部件,所述检测部件包括布置在第一轴线的任一侧的两个电极,每个电极能够检测与电子束的接触。
[0042]
焊接装置可以包括:
[0043]-使电子束偏向的偏向部件,以及
[0044]-检测电子束的位置的检测部件,所述检测部件包括围绕第一轴线布置在正方形的四个边上的四个电极,每个电极能够检测与电子束的接触。
[0045]
本发明还涉及一种焊接设备,所述焊接设备包括用于搁置在地上的框架和如前述的焊接装置,所述焊接装置能够相对于框架围绕所述第一轴线旋转移动。
[0046]
本发明还涉及一种通过由如上定义的焊接装置或由如上定义的焊接设备生成的电子束焊接包括中心孔的两个零件的焊接方法,所述焊接方法包括:
[0047]-将要彼此焊接的两个零件围绕焊接装置的臂定位的定位步骤,
[0048]-校准变换部件以在焊接装置的输出端处产生包括预定义密度分布的电子束的校准步骤,
[0049]-将电子束投射到两个零件之间形成的接口上的投射步骤。
[0050]
校准步骤可以被定义为产生电子束,所述电子束的密度以如下方式分布:或者平行于两个零件之间形成的接口或者垂直于两个零件之间形成的接口、或者以圆形且均匀的方式、或者以平行于所述接口的分布与圆形且均匀分布之间的任何中间形式、或者以垂直于所述接口的分布与圆形且均匀分布之间的任何中间形式,并且投射步骤可以是焊接两个零件,特别是匙孔型焊缝的步骤、或平滑焊缝的步骤、或局部修复焊缝的步骤,特别是处理焊缝的焊道端部的步骤。
[0051]
校准步骤可以被定义为产生其密度垂直于形成在两个零件之间的接口分布的电子束,并且投射步骤是平滑在两个零件之间预先形成的焊缝的步骤。
[0052]
校准步骤可以被定义为产生其密度以圆形且均匀方式分布的电子束,并且投射步
骤可以是局部修复焊缝的步骤或处理焊缝的焊道端部的步骤,电子束的功率特别地逐渐减小直到在电子束到达焊道端部时为零。
[0053]
电子枪可以包括阳极和阴极,在投射步骤期间阳极和阴极之间的电压小于或等于60kv,特别是小于或等于45kv。
[0054]
本发明还涉及一种调整如上定义的焊接装置的调整方法,所述调整方法包括:
[0055]-使电子束振荡偏向的步骤,电子束在检测部件的第一电极和第二电极之间限定的第一平面中振荡,第二电极相对于电子束与第一电极相对,振荡的振幅随时间增加,然后
[0056]-检测电子束在第一电极和第二电极中的一个电极上的接触的步骤,然后
[0057]-使电子束振荡偏向的步骤,电子束在第一平面中振荡,正弦振幅保持在电子束接触所述电极时达到的值,将随时间增加的第一偏移施加到电子束,以便逐渐使电子束向第一电极和第二电极中的另一个电极偏移,然后
[0058]-检测电子束在所述另一个电极上的接触的步骤,然后
[0059]-使电子束居中的步骤,所述步骤是通过使电子束向所述另一个电极偏移等于在电子束与所述另一个电极接触时施加到电子束的第一偏移除以二的值进行的。
[0060]
调整过程还可以包括:
[0061]-使电子束振荡偏向的步骤,电子束在检测部件的第三电极和第四电极之间限定的第二平面中振荡,第四电极相对于电子束与第三电极相对,第二平面垂直于第一平面,振荡的振幅随时间增加,然后
[0062]-检测电子束在第三电极和第四电极中的一个电极上的接触的步骤,然后
[0063]-使电子束振荡偏向的步骤,电子束在第二平面中振荡,振荡的振幅保持在电子束接触所述电极时达到的值,将随时间增加的第二偏移施加到电子束,以便逐渐使电子束向第三电极和第四电极中的另一个电极偏移,然后
[0064]-检测电子束在所述另一个电极上的接触的步骤,然后
[0065]-使电子束居中的步骤,所述步骤是通过电子束向所述另一个电极偏移等于在电子束与所述另一个电极接触时施加到电子束的第二偏移除以二的值进行的。
附图说明
[0066]
本发明的这些目标、特征和优点将在以下参考附图非限制性地给出的具体实施例的描述中详细解释,其中:
[0067]
图1是根据本发明的一个实施例的焊接设备的俯视截面图。
[0068]
图2是焊接设备的示意俯视图。
[0069]
图3是根据本发明的一个实施例的焊接装置的第一部分的俯视截面图。
[0070]
图4是焊接装置的第二部分的俯视截面图。
[0071]
图5a是焊接装置的示意性前视图,来自焊接装置的电子束水平定向。
[0072]
图5b是焊接装置的示意性前视图,电子束相对于水平线略微向上倾斜。
[0073]
图5c是焊接装置的示意性前视图,电子束相对于水平线略微向下倾斜。
[0074]
图6是焊接装置的变换部件的前视截面图。
[0075]
图7是焊接装置的偏转部件的截面图。
[0076]
图8是焊接装置的臂的一部分的第一透视图。
[0077]
图9是偏转部件的第一透视图。
[0078]
图10是焊接装置的臂的所述部分的第二透视图。
[0079]
图11是偏转部件的第二透视图。
[0080]
图12是臂的端部的俯视截面图,臂包括处于展开位置的视频管道镜。
[0081]
图13是焊接装置的检测部件的示意性前视图。
[0082]
图14包括两个图,图示了用于使电子束居中的方法。
[0083]
图15是焊接操作期间焊接设备的示意图。
[0084]
图15a是电子束在待焊接的两个零件之间的接口上的第一投影的描绘。
[0085]
图15b是电子束在待焊接的两个零件之间的接口上的第二投影的描绘。
[0086]
图15c是电子束在待焊接的两个零件之间的接口上的第三投影的描绘。
[0087]
图16是焊接设备的第二截面图。
具体实施方式
[0088]
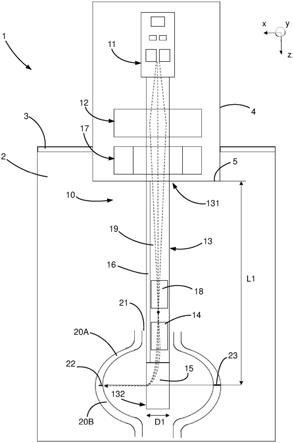
图1示意性地图示了配备有根据本发明的一个实施例的焊接装置10的焊接设备1。焊接设备1还包括包围焊接装置10的外壳2和框架3。焊接设备1可以安装在车间内并通过其框架3搁置在地上。
[0089]
焊接装置10是电子束焊接装置。这意味着它能够将电子束fe投射到待焊接的零件上,以便将其局部熔化。电子束是投射到待焊接的零件上的电子流。电子对待焊接的零件的冲击所耗散的能量会导致加热,从而导致材料局部熔化。焊接装置的功率特别适用于焊接金属零件,例如由铌、铜、铝或任何其它类型的金属制成的零件。焊接装置10特别适用于通过插入到零件20a、20b的中心孔21中来焊接具有中心孔21的两个零件20a、20b。两个零件20a、20b通过在它们的接口23处形成的焊道22而彼此焊接。接口23表示接头,或者换句话说,表示将两个零件20a、20b分开的连接线。当该接口23是圆形时,该接口对应于两个零件的内部周边。
[0090]
电子束焊接需要电子束在真空中传播。外壳2因此可以围绕待焊接的零件和焊接装置被气密地密封,然后真空泵可以在外壳中产生真空。外壳中达到的负压水平的数量级可以例如包括在10-2毫巴和10-6毫巴之间。
[0091]
两个零件20a、20b可以是任何种类。有利的是,两个零件可以是旨在形成粒子加速器腔的单元格、单元格半部或单元格元件的组件。它们可以由铌制成。焊接两个单元格半部使得可以获得如图1中示意性和作为示例示出的单元格。这种单元格可以串联组装以形成配备有粒子加速器的腔。在图1中,由两个单元格半部20a、20b形成的组件具有轴对称椭圆体的形状,并且焊道22被建立为与单元格的最大内周长齐平。作为变体,零件的形状可以不同,它们特别地可以是简单的管状。
[0092]
根据另一个变体,待焊接的两个零件可能不是轴对称零件,或者至少两个零件20a、20b之间的接口23可能不绘制圆。在这种情况下,电子束在冲击待焊接的两个零件之前行进的距离可以取决于待焊接的零件的朝向而变化。特别地,可以通过修改电子束的操作参数来焊接具有可变半径的零件。
[0093]
焊接装置10特别地包括电子枪11、聚焦部件12和臂13。该臂特别地包括变换电子束的变换部件14和偏转电子束的偏转部件15。如从图2中的焊接装置的示意图中可以看出,
电子枪11、聚焦部件12、变换部件14和偏转部件15沿着电子束fe的路径以此顺序布置。
[0094]
电子枪11是能够生成电子束fe的部件。它可以特别地包括阴极111、阳极112和可选地插入在阴极和阳极之间的wehnelt圆柱体114。阴极能够发射电子。例如,它可以是灯丝或实心或空心发射零件的形式。例如,可以从热的热发射或气态阴极提取电子。wehnelt圆柱体使得可以调节由阴极发射的电子数量。特别地,wehnelt圆柱体和阴极之间的电压差使得可以或者阻止电子并防止电子束的发射,或者允许由阴极发射的部分或全部电子流通过。阳极能够通过施加在阴极和阳极之间的电压u来吸引电子。阳极和阴极之间的电压u可以例如达到几十千伏数量级的值。因此,焊接设备包括能够连接到配电网的供电部件113。阳极、wehnelt圆柱体和阴极可以组装成沿着第一轴线z机械对准。因此可以在电子枪11的输出端处获得围绕轴线z具有最佳旋转对称性的电子束。有利的是,在焊接过程期间,电压小于或等于80kv,优选地小于或等于60kv,或者甚至小于或等于45kv。因此,与现有技术的其它电子束焊接装置相比,该焊接装置需要相对低的电压。使用较低的电压具有许多优点,包括生成较少的x射线,因此使用这种焊接设备1工作的操作员需要更简单的保护机制。此外,较低的电压使电子束更容易偏转,从而使得可以考虑使构成焊接装置10的元件小型化,特别是使变换部件14和偏转部件15小型化。作为变体,电子束可以以不同方式生成,例如通过等离子体阴极生成,其中从等离子体中提取电子。
[0095]
聚焦部件12在图3中清晰可见。它能够沿着第一轴线z聚焦来自电子枪11的电子束。更特别地,聚焦部件能够将在上游发散的电子束变换为在下游会聚的电子束,而同时维持束的旋转对称性。聚焦部件可以特别地包括围绕第一轴线z布置的线圈121。线圈是螺线管,或者换句话说,是能够被电流流过的一组圈。线圈121可以包括环形磁芯,其旋转轴线是轴线z。当电流在线圈中流动时,出现磁场。在线圈内部,场线可以基本上平行于线圈的轴线,也就是说轴线z定向。在洛伦兹力的作用下,线圈产生的磁场对电子施加修改其轨迹的力。由线圈121生成的磁场因此能够将电束朝聚焦部件下游的焦点pf聚焦。该焦点pf特别地在图2中示出。焦点定位在轴线z上。从焦点到线圈121的距离特别地取决于电压u和在线圈121中流动的电流。焦点pf因此可以被调整并且定位在变换部件14的上游或变换部件14的下游或在任何中间位置。
[0096]
电子枪11和聚焦部件12(连同将在后面介绍的偏向部件17)可以组合在与框架3一体的壳体4(或换句话说,箱体)中。该壳体4包括参考面5,该参考面5基本上垂直于轴线z并且臂13从该参考面5延伸。
[0097]
臂13从参考面5平行于第一轴线z延伸。因此它包括紧固到壳体4的第一端131和第二自由端132。按照惯例,“后”表示第一端侧,并且“前”表示第二端侧。臂13包括管状部分19,电子束在管状部分19内部传播。管状部分19将焊接装置分成两个零件。在臂13外部并在图3中示出的第一部分特别地包括电子枪11和聚焦部件12。集成到臂13中并在图4中示出的第二部分特别地包括变换部件14和偏转部件15。
[0098]
臂13包括圆柱体的整体形状。该圆柱体可以具有小于或等于80mm,特别地小于或等于70mm,优选地小于或等于55mm的直径(由图1中的d1表示)。
[0099]
可以定义由第一轴线z、第二轴线x和第三轴线y形成的正交参考系。因此轴线x、y和z彼此垂直。轴线x对应于电子沿着其投射到焊接装置的输出端处的轴线。因此,电子束经受90
°
偏转。该偏转由将在下面详述的偏转部件15执行。按照惯例,术语“上游”和“下游”在
本文件中沿着电子的传播方向定义,电子从上游向下游传播。
[0100]
可以将臂沿着轴线z的功能长度l1定义为参考面5和电子束沿着其被偏转部件15偏转的轴线x之间的距离。功能长度l1可以大于或等于200mm,特别地大于或等于400mm,优选地大于或等于600mm,或者甚至大于或等于700mm。臂13旨在插入由两个轴对称零件20a、20b形成的组件内部,以便在两个零件20a、20b之间的接口处沿着内部周边产生焊道22。
[0101]
可以选择焊接设备的朝向,使得轴线x是水平或基本水平的轴线。但是,如图5a、5b和5c中所示,焊接设备可以有利地包括在焊接装置和框架3之间绕轴线z旋转的旋转连接。这种旋转连接使得可以使电子束沿着其离开焊接装置的轴线x相对于水平线或多或少地倾斜。因此,电子束沿着其从焊接装置发射的轴线x可以与表示水平轴线的轴线h形成零角(如图5a中所示)、正角(如图5b中所示)或甚至负角(如图5c中所示)。因此,由于重力对熔融材料的影响,可以改善焊道的外观或质量。因此,这提供了附加的调整以防止或最小化在焊道表面上形成隆起。
[0102]
轴线z可以是水平的或垂直的。轴线z的水平定位使得可以限制焊接设备1的竖直体积,这在臂13很长或当寻求焊接一组特别长的轴对称零件时特别有用。
[0103]
变换电子束fe的变换部件14能够使电子束在垂直于第一轴线z的平面中的密度分布改变(或换句话说“修改”或“更改”)。特别地,变换部件14能够使电子束沿着第二轴线x和沿着第三轴线y的密度分布改变。利用变换部件14,能够根据需要修改束的密度分布。束可以是高强度(intense)的、或者可以是更分散的并且能量密度较低。束的每个部分可以沿着轴线x和/或沿着轴线y经历不同的角偏转,这可以导致电子束的密度增加或降低。因此,束的一部分可能变得会聚,而束的另一部分可能变得发散。
[0104]
作为变体,变换部件14可以仅沿着这两个轴线x或y中的一个,或者甚至沿着垂直于轴线z的不一定是轴线x或轴线y的任何轴线改变电子束的密度分布。变换部件14可以在不偏转其整体轨迹的情况下修改束的密度分布。因此,束总体上保持在变换部件14的下游平行于轴线z定向,如同在变换部件14的上游那样。变换部件14不是将阻挡电子束的一部分并且因此可能加热到很大程度的简单掩模。电子束的总功率在变换部件的上游和下游基本相同。
[0105]
电子束的密度分布不仅表示在垂直于轴线z的平面内束的横截面的形状,而且还表示电子在该形状内的分布。例如,变换部件14可以将呈圆形横截面且具有穿过圆形横截面的电子的均匀分布的电子束fe修改成呈卵形或延长的横截面并且也具有穿过卵形或延长的横截面的电子的均匀分布的电子束。根据另一个示例,变换部件14可以将呈圆形横截面且具有穿过圆形横截面的电子的均匀分布的电子束fe修改成同样呈圆形横截面但具有电子的非均匀分布的电子束(例如,穿过横截面的前半部分的电子比例大于穿过与前半部分互补的后半部分的电子比例)。变换部件可以同时修改形成电子束的电子的朝向、电子束横截面的形状以及电子在该横截面内的分布。
[0106]
变换部件14包括至少两个线圈,优选地至少四个线圈,特别地至少六个线圈,或者甚至任何偶数个线圈。线圈包括基本上垂直于轴线z的磁轴线并且围绕轴线z均匀分布以产生北磁极和南磁极的交替。不同线圈的磁轴线有利地包含在垂直于轴线z的同一平面内。因此,变换部件包括给定数量的线圈对。同一对中的两个线圈沿着垂直于轴线z的轴线彼此面对定位。因此,同一对中的两个线圈不沿着轴线z一个接一个定位。
[0107]
根据图6中所示的实施例,变换部件14是四极。它包括四个相同的线圈141a、141b、141c、141d,并且它们总体上以90
°
旋转对称性布置。两个线圈141a和141c的磁轴线沿着同一轴线am1重合。同样,两个线圈141b和141d的磁轴线沿着与轴线am1垂直的同一轴线am2重合。相同的电流相继流过线圈141a、141b、141c和141d。这四个线圈因此包括在这四个线圈中依次承载电流的单根电线。每个线圈的缠绕方向被定义为使得当电流在电线中流动时产生北极和南极的交替。两个北磁极(由线圈141a和141c获得)面对面,同样,两个南磁极(由线圈141b和141d获得)面对面。每个线圈141a、141b、141c、141d还包括磁芯142,其可以至少局部地具有圆弧或双曲线的形状。磁芯包括布置在每个线圈内部的例如圆柱形或流线形(profiled)形状的主体和朝变换部件内部定向的头部。可以绘制内切圆ci以穿过四个磁芯的每个头部的顶部。有利的是,磁芯的头部的曲率半径与内切圆ci的半径的比值可以包括在1和1.3之间,包括1和1.3。磁芯使得可以引导由四个线圈141a、141b、141c、141d产生的磁场线143。磁场线143也在图6中示出。它们采用曲线的形式,其中入射角垂直于磁芯的头部。场线从北极磁芯的两个头部去往南极磁芯的两个头部。应该注意的是,轴线am1或轴线am2可以平行于轴线x或平行于轴线y,或者如图6中所示,与轴线x和轴线y形成基本等于45
°
的角度。作为变体,两个轴线am1和am2可能不垂直。
[0108]
使用四极使得可以改变电子束沿着两个独立轴线的密度分布。作为变体,如果变换部件仅包括两个极,那么它仍然可以沿着垂直于轴线z的轴线改变密度分布。根据另一个变体,变换部件可以由其轴线将平行于轴线z的单个线圈形成,电子束穿过该单个线圈的中心。因此,该单个线圈将充当第二聚焦部件。因此,该第二聚焦部件将容纳在臂内部(与聚焦部件12不同)。这种单个线圈还可以使得改变电子束的密度分布。
[0109]
偏转部件15在图7中特别地示出,并且也在图8至11中部分可见。它能够将电子束fe从偏转部件上游平行于轴线z的朝向偏转至偏转部件下游平行于轴线x的朝向。因此,电子束在偏转部件的上游侧和下游之间经历基本等于90
°
的偏转。根据所呈现的实施例,它包括其磁轴线基本上平行于轴线y的单个线圈151。因此,线圈能够在电流流过它时产生至少局部平行于轴线y定向的磁场。偏转部件因此也可以看作是偶极子。线圈151基本上定位在臂13的自由端131处,在电子束的轨迹沿着轴线z的延长线上并且在轴线x后面。换句话说,线圈151在由垂直于轴线z的包含轴线x的平面限定的半空间中定位在轴线z的延长线上,该半空间包括臂13的自由端132。因此,电子束不穿过线圈151。流过线圈151的电流可以根据电压u进行调整,以产生等于或基本等于90
°
的偏转角。电子束的90
°
偏转使得可以将电子束按照垂直于待焊接的表面的方向定向。束的法向入射使得可以获得尽可能小的表面影响区域。但是,通过控制在线圈151中流动的电流,可以在90
°
角附近改变偏转角。因此可以在待焊接的两个零件之间的接口23的任一侧上生成电子束的振荡或振动。这种振荡有时可以用于搅拌焊池并使熔融部分更均匀,以及获得尽可能光滑的焊道表面状态。
[0110]
偏转部件15包括布置在线圈151内部的磁芯152、连接到磁芯152的第一金属板153和连接到磁芯的第二金属板154。两个板153、154经由两个极侧翼158连接到磁芯152。这些极侧翼158与磁芯152和板153、154两者接触。由线圈151产生的场线157在图7中特别地示出:它相继穿过磁芯152、第一极侧翼158、第一板153、间隙ef、第二板154和第二极侧翼158。第一板153和第二板154对称地布置在电子束fe的任一侧,也就是说轴线z的任一侧。它们都在平行于轴线x和z的平面中延伸并且由其中电子束通过的间隙ef间隔开。它们沿着轴线z
定位在线圈51的前面。两个板153、154具有弯曲的四分之一圆形状,这可以在图4、9和11中看到。更精确地说,这些板可以具有一段环的形状,但作为变体,它们可以具有不同的形状。两个板153、154各自具有入口面155和出口面156。入口面是两个板153、154的面向入射电子束的侧面。出口面是两个板153、164的面向从偏转部件15射出的电子束的侧面。入口面和出口面可以在两个板153、154的厚度中限定。两个板的入口面155与轴线x形成角度a1。优选地,角度a1可以在15
°
和40
°
之间,包括15
°
和40
°
,优选地在25
°
和35
°
之间,包括25
°
和35
°
,或者甚至在28
°
和33
°
之间,包括28
°
和33
°
。两个板的出口面156与轴线z形成角度a2。优选地,角度a2可以在0
°
和15
°
之间,包括0
°
和15
°
,优选地在5
°
和12
°
之间,包括5
°
和12
°
。角度a1和a2的值在由偏转部件15执行的电子束偏转的质量方面起重要作用。这些角度a1和a2值使得可以获得电子束fe基本上90
°
的偏转,而同时最小化其密度分布的修改。利用这样的角度a1和a2值,可以在一方面两个板153、154的足够大的有效表面和另一方面良好控制的与两个板153、154的边缘效应有关的聚焦磁场的效应之间获得良好的折衷。入口面155和出口面的维度足够大以使电子束沐浴在规则和均匀的磁场中。板153、154沿着电子束被偏转部件偏转时所遵循的曲率定位。这些板153、154使得可以沿着电子束所遵循的轨迹引导和集中由线圈151产生的磁场。通过偏转部件15的这种布置,由线圈151产生的磁场有效地集中在对偏转电子束有用的区域中。
[0111]
根据未示出的一个变体实施例,单个线圈151可以由两个单独的线圈代替,这两个线圈中的每一个横向耦合到两个板153、154。但是,这样的实施例可能导致磁场泄漏。
[0112]
参考图8至12,焊接装置还包括视频管道镜16或相机,用于观察电子束fe在待焊接的零件上的冲击部位。视频管道镜16使得可以特别地检查焊道的外观。它可以连接到定位在外壳2外部的观察屏幕。视频管道镜在臂13内部基本上沿着平行于轴线z的轴线延伸,也就是说,在它到达偏转部件15之前平行于电子流fe。它包括使得可以沿着平行于轴线x的方向捕获图像的光学单元格161和用于在可能的最佳照明条件下观察焊缝的照明部件162。
[0113]
视频管道镜能够平行于轴线z缩回,或者换句话说伸缩。当视频管道镜处于缩回位置时,它占据偏转部件的两个板153、154后面的位置。这个位置在图4中特别示出。视频管道镜因此位于由偏转部件15沿着轴线z的投影限定的体积内。具体而言,偏转部件15沿着轴线x的尺寸大于沿着相同的轴线装配在臂13上的其它元件14、18、31、32、33的尺寸。特别地,线圈151连同两个板153、154是臂13的体积最大的元件,并且它们限定了直径d1的值。通过沿着元件14、18、31、32、33以及在两个板153、154后面定位视频管道镜,它被集成到臂13中而不增加其直径。在图4中将注意的是,沿着臂13建立电子束fe的轴线相对于臂的圆柱形包络的旋转轴线z1偏移值d2。这种布置使得可以保持臂d1的小直径。因此,臂13可以插入到具有小内径的轴对称零件中。当视频管道镜处于缩回位置时,防止了在焊接过程期间释放的金属颗粒接触到它。当其处于展开位置时,光学单元格161与电子束能够通过其从焊接装置发射出去的孔重合。该孔尽可能小,使得焊接过程释放的金属污染物既不到达磁极也不到达视频管道镜。
[0114]
作为变体,视频管道镜可能无法缩回,并且在这种情况下,彼此焊接的零件可以被移动以位于光学单元格161的视野中。但是,这种变体需要盖子或百叶窗来在焊接期间保护视频管道镜。根据另一个变体,视频管道镜可以定位在臂的前端。当焊接设备用于焊接包括其直径比臂的直径略大的孔的单元格时,视频管道镜可以通过当电子束处于活动状态时定
位在该孔处或甚至超出该孔而受到保护。在这种配置中,不需要特定的移动盖来保护视频管道镜。
[0115]
当期望使用视频管道镜观察焊缝时,视频管道镜向前部署在第一板153和第二板154之间,如图12中可以看到的。然后中断电子束以免损坏视频管道镜。视频管道镜使得可以以与电子束相同的入射角,也就是说,以垂直于焊道的入射角并且在不必移动待焊接的零件的情况下来观察焊道22。视频管道镜的向前和向后平移移动可以例如使用致动器且以自动方式获得,而无需手动干预焊接装置,并且因此无需中断外壳2中的真空。特别地,视频管道镜的平移移动可受止动元件限制,从而确保视频管道镜的可再现定位,并因此确保焊接接口上的束的精确调整。
[0116]
此外,焊接装置包括用于使电子束居中的居中部件。居中部件使得可以特别地将电子束居中在偏转部件的两个板153、154之间。为此,居中部件包括使电子束偏向的偏向部件17和检测电子束的位置的检测部件18。偏向部件17直接定位在聚焦部件12的下游,而检测部件18定位在变换部件14的上游。在偏向部件和检测部件18之间是电子束穿过其中的管状部分19,其在图1中清晰可见。
[0117]
偏向部件17能够以相对于轴线z的小角度(例如,约一度或二度)并且以高精度(例如,约0.01
°
)偏转电子束,以确保电子束能够在距聚焦部件较远的距离处(例如,约600mm)穿过具有小直径(例如,具有10mm的直径)的通孔。根据所呈现的实施例,电子束可以沿着轴线x和沿着轴线y偏转。为此,偏向部件包括同心且围绕轴线z布置的两个线圈171、172。这两个线圈171、172特别地在图3中可见。第一线圈171被配置为沿着轴线x偏转电子束,并且第二线圈172被配置为沿着轴线y偏转电子束。第一线圈171被布置为产生平行于轴线y的磁场并且第二线圈172被布置为产生平行于轴线x的磁场。作为替代,这两个线圈可以不同地布置。特别地,第一线圈171可以被布置为产生平行于轴线x的磁场,并且第二线圈172可以被布置为产生平行于轴线y的磁场。通过控制流过第一线圈171的电流,调整电子束沿着轴线x的偏向,并且通过控制流过第二线圈172的电流,调整电子束沿着轴线y的偏向。
[0118]
图13中所示的检测部件18包括四个电极181、182、183、184,它们布置在电子束通过的通道周围的,也就是说围绕轴线z的正方形的四个边上。四个电极可以彼此基本相同。它们以直角旋转对称定位。第一电极181和第二电极182包括面对并平行于轴线y的边缘。同样,第三电极183和第四电极184包括面对并平行于轴线x的边缘。应当注意的是,电极的四个边缘的布置可以偏离正方形,例如而是遵循矩形的形状,同时保持在本发明的边界内。每个电极都能够检测与电子束的接触。特别地,每个电极可以通过电连接连接到电子控制单元185。当电子束的电子撞击其中一个电极时,电子控制单元185检测到信号。该电子控制单元185还连接到偏向部件17,并且可以实现将在下面详述的调整或居中电子束的方法。电极181、182、183、184可以具有基本上梯形的形状并且足够坚固以承受与电子束的接触,即使在全功率下,也不生成过大的热量。电极的质量使得可以最大程度地减少温度上升,并且因此使得可以保护这些电极。梯形形状使得可以在臂13的圆柱形包络限制内使用最大可用体积。有利的是,梯形形状的大底部甚至可以具有与臂的圆柱形包络相符的弯曲形状。在焊接过程期间,四个电极可以连接到地。
[0119]
作为变体,偏向部件17可以被简化并且仅能够沿着垂直于轴线z的单个轴线偏转电子束。因此检测部件可以仅包括被布置为检测电子束的偏向的两个电极。因此,已经可以
沿着垂直于轴线z的轴线,例如沿着轴线x或轴线y调整位置。
[0120]
根据另一个变体实施例,偏向部件17可以被由电子枪11和聚焦部件12形成的组件的(有利的机动)关节代替。这因此避免经由偏向部件17偏转电子束。因此,这避免由其偏向引起的电子束的像差或变形。因此,这样的设置可以允许进一步提高电子束的精度,但居中过程将更慢。这种关节可以是沿着轴线x和/或沿着轴线y滑动连接地安装的转台的形式,这种转台允许电子束平行于轴线x和/或轴线y平移。
[0121]
聚焦部件12、偏向部件17、检测部件18、变换部件14和偏转部件15是彼此分离的部件。它们按照提到的顺序沿着电子束的路径布置。这些部件相对于彼此机械地居中,也就是说,这些不同元件或部件的中心对齐并与轴线z重合。作为变体,一些位置可以转换。例如,偏向部件17可以定位在聚焦部件12的上游。作为另一个替代,变换部件14可以定位在检测部件18的上游。
[0122]
如图4中所示,焊接装置还可以包括置于部件12、14、15、17和18之间的各种元件或设备。在这些元件或设备中,焊接装置包括保护膜片31。保护膜片是实心环,其包括中心孔,当电子束居中足够好时,该孔允许电子束通过。在电子束意外偏转的情况下,例如在不正确的操纵后,电子束撞击被设计为承受高能冲击的保护膜片的实心部分。这因此防止电子束撞击焊接装置的更敏感元件。有利的是,保护膜片31定位在检测部件18的前面,正好在管状部分19之后。
[0123]
焊接装置还包括置于变换部件14和偏转部件15之间的磁场阻挡元件32。磁场阻挡元件也呈实心环的形式,该实心环具有电子束穿过的中心孔。这些元件32的尺寸被定义为将变换部件14与偏转部件15磁性隔离。因此,由变换部件的线圈生成的磁场不影响偏转部件的操作,反之亦然。磁场阻挡元件32被铝体33包围,该铝体由包括管道的冷却系统冷却。作为选项,这种磁场阻挡元件可以位于焊接装置的任何两个其它部件之间,例如在聚焦部件12和偏向部件17之间,或者甚至不被使用以简化焊接装置。
[0124]
焊接装置还包括由冷却系统冷却的隔热屏;该隔热屏定位在偏转部件15的线圈151的前面。因此,如果电子束的一部分电子没有被偏转部件偏转90
°
,那么该部分撞击隔热屏而不是撞击定位在隔热屏后面的线圈151。
[0125]
焊接装置还包括保护罩(未示出)。保护罩被定位成收集来自待焊接的零件的金属喷溅。实际上,在电子束的冲击下,来自待焊接的零件的金属颗粒可能蒸发,然后附着到焊接装置或待焊接的零件的其它部分。因此,保护罩用于防止这些喷溅损坏偏转部件15或待焊接的零件。当它磨损时,可以容易地更换保护罩而无需更改偏转部件。有利的是,保护罩被集成到臂的圆柱形轮廓中,沿着轴线x与两个板153、154齐平。因此保护罩的集成不会增加臂的直径。
[0126]
现在将描述根据本发明的一个实施例的焊接两个轴对称零件的方法。
[0127]
预先,将两个零件20a、20b定位在焊接设备中,使得这两个零件之间的接口23面向电子束的出口。该接口23对应于由待焊接的两个零件形成的组件的内部周边。旨在彼此焊接的两个轴对称零件的组件围绕焊接装置的臂13插入。待焊接的两个零件可以由夹持设备保持。夹持设备包括旋转连接部件,用于在焊接过程期间旋转待焊接的两个零件的组件。获得的设置在图15中示意性地示出。
[0128]
然后封闭外壳并在外壳中产生真空。焊接装置可以通电以获得电子束fe。在这个
阶段,电子束不一定居中,也就是说电子束的中心可能不穿过变换部件14的中心。
[0129]
在实际焊接操作之前,可以使电子束居中。该操作包括确定电子束边缘的位置并通过以下多个步骤推导出电子束的偏移值。
[0130]
在第一步骤中,偏向部件17被控制以便获得电子束沿轴线x的振幅增加的振荡偏向,例如正弦偏向的步骤。为此,振幅增加的正弦电流可以在第一线圈171中流动。然后,电子束在平行于轴线x和z的第一平面中围绕其原始位置fe0振荡。该第一平面在任一侧由第一电极181和第二电极182定界。
[0131]
由于偏转振幅随时间增加,因此电子束最终接触两个电极181、182中的一个,例如第一电极181。在第二步骤中,电子束在电极181上的接触由电子控制部件185检测。然后将偏向振幅设置为当电子束接触第一电极181时达到的值。
[0132]
在第三步骤中,电子束沿着轴线x的正弦偏向继续,但同时仍维持恒定的偏向振幅,即在前一步骤中设置的偏向振幅。电子束总是在第一平面中振荡。然后将随时间增加的第一偏移施加到电子束,以使其逐渐向与电子束已经接触的电极相对的电极,也就是说在这个示例中的第二电极182偏移。
[0133]
由于电子束逐渐向第二电极182偏移,因此电子束最终以与在第一电极181上的接触时相同的振幅接触该第二电极182。在第四步骤中,电子束在电极182上的接触由电子控制部件185检测。然后记录施加到电子束的偏移of1的值。
[0134]
在第五步骤中,使电子束恰当地居中。从束fe0的初始位置开始,向电子束施加与先前记录的偏移of1的值除以2对应的偏移。因此,获得了在两个电极181和182之间沿着轴线x居中的电子束。
[0135]
图14还使得可以清楚地看到居中过程。在图14中的上图,观察到作为时间函数的电子束fe相对于轴线x的位置。两个电极181和182由图顶部和底部的暗带示意性地示出。在这个示例中,可以观察到电子束的初始位置fe0略微向电极181移动。曲线femoy表示电子束的相对于轴线x的围绕其施加正弦偏向的平均位置。of1表示在第四步骤期间记录的偏移的值。x0表示沿着轴线x的偏移,该偏移将施加到电子束上,以便将电子束居中于两个电极181和182之间。因此,给出x0=of1/2。实际上,可以通过在第一线圈171中引导恒定值的电流来获得该偏移。在图14中,下图示出了当束与电极181接触然后与电极182接触时由电子控制部件185检测到的信号s1和s2。
[0136]
然后采用相同的方法使束相对于轴线y居中,然后电子束在电极183和184之间振荡。特别是在偏向部件的线圈171、172夹角的情况下,电子束沿着轴线y的居中可能影响先前执行的沿着轴线x的居中。有利的是,沿着轴线x和沿着轴线y的居中可以重复第两次,或甚至更多次,以便通过相继迭代使电子束居中。这种居中过程是完全自动的,并且不需要人工干预焊接装置或中断外壳2中的真空。它甚至可以在焊接步骤结束时重复,以确保束没有偏离中心。电子束居中的操作可以在低功率下进行,使得不存在电子束损坏或标记待焊接的两个零件的风险。可选地,在刚刚描述的居中过程期间,可以使用盖来防止电子束到达待焊接的零件。作为变体,电子束的偏向振幅可以不是以正弦形状而是以三角形、锯齿形或产生对称图案的任何其它交替形状振荡。可选地,也可以使用烈士(martyr)靶代替待焊接的零件来进行居中。应当注意的是,也可以施加有意的偏移或偏心以有意地使电子束偏移,但是以受控和可再现的方式。
[0137]
一旦电子束已被居中,就执行对变换部件的校准步骤以在焊接装置的输出端处产生包括预定义密度分布的电子束。实际上,可能期望特定密度分布以进行不同的焊接步骤。能够通过变换部件14以及聚焦部件12来调整密度分布。通过调整流过这两个部件12、14的相应线圈的电流,可以修改束的密度分布。当焦点pf位于变换部件的上游时,入射在变换部件14中的电子束发散,通过线圈141a、141b、141c和141d的电流的变化产生电子束的密度分布的第一几何修改。当焦点pf位于变换部件的下游时,入射在变换部件14中的电子束会聚,通过线圈141a、141b、141c和141d的电流的变化产生电子束的密度分布的与第一几何修改不同的第二几何修改。因此,流过线圈121的电流和流过四个线圈141a、141b、141c和141d的电流构成了操作者可以用来实现变化的密度分布的两个调整参数。获得的密度分布可以具有旋转对称性或者平行于接口23或垂直于接口23或多或少伸长。
[0138]
在变换部件14的下游,密度分布因此可以具有圆形形状,但也可以具有沿着轴线z伸长或沿着轴线y伸长或沿着垂直于轴线x的任何轴线伸长的卵形形状。但是,偏转部件15干涉直接在变换部件14的输出端处获得的电子束的密度分布。实际上,偏转部件对电子束的90
°
偏转不可避免地导致电子束的密度分布的修改。因此,在变换部件14处,有必要预测由偏转部件15产生的变形,以便能够在焊接装置的输出端处获得预定义的密度分布。
[0139]
图15a、15b和15c图示了电子束投射到待焊接的两个零件上的各种形式。这些描绘取自焊接装置10的测试结果。它们特别地可以使用电子束分析仪获得。
[0140]
如图15a中所示,校准步骤可以被定义为产生其密度平行于两个轴对称零件之间的接口分布的电子束。这种形状特别适合进行实际焊接操作。实际上,过高的能量密度会导致焊接出现材料突出,这对成品零件的质量是不利的。通过产生沿着待焊接的两个零件之间的连接线的更分散的束,可以在不扩大热影响区域的情况下降低能量密度。然后电子束可以熔化两个轴对称零件之间的连接线任一侧的金属,在这种情况下是铌。如此获得的焊道的宽度可能非常小。由匙孔效应进行焊接。也就是说,传递的功率使得材料在待焊接的两个零件之间的接口处蒸发,并产生期望深度的孔。该孔(匙孔)然后通过由待焊接的两个零件形成的组件的旋转在零件上移动(或换句话说“拉动”)。在孔处,形成待焊接的两个零件的材料熔化,从而形成液浴。当电子束远离该区域时,该浴会凝固,这就是该浴具有大致匙孔形状的原因。为了形成焊道的端部,降低功率和/或修改电子束的聚焦允许使洞上升到焊接到彼此的两个零件的表面(也就是说使得可以逐渐减小洞的深度),并且使得可以获得光滑的焊道。
[0141]
电子束可以将金属熔化到例如约2mm到3mm的深度,或者甚至到更大的深度。按照焊接装置的第一种可能设置,金属可以在待焊接的两个零件的整个厚度上熔化。在焊接装置的另一种设置中,电子束不完全穿过待焊接的两个零件的厚度。因此金属不会在待焊接的两个零件的整个厚度上熔化。通过使传输到形成待焊接的零件的材料中的能量的量最小化,可以限制熔化区域或热影响区域的大小和残余应力。这因此使焊道的变形最小化。随后,在待焊接的两个零件之间的接口的外侧上的平滑操作(例如,通过投射电子束)可以允许在焊道内侧和焊道外侧之间平衡焊道内的应力。
[0142]
为了将两个轴对称零件焊接在一起,使该零件围绕轴线z自身旋转。为此,焊接设备可以有利地包括连接到夹持待焊接的零件的夹持部件(诸如例如心轴)的马达。焊接装置在焊接期间保持静止。由待焊接的两个零件形成的组件的旋转速度可以特别地根据电子束
的功率和待焊接的零件的性质来调整。
[0143]
应该注意的是,可以调整焦点pf的位置,以获得偏向后的电子束或多或少的远距聚焦。这对于焊接其接口不是以轴线z为中心的圆的两个零件特别有用,而不必相对于焊接设备移动待焊接的两个零件。
[0144]
参考图15b,还可以定义校准步骤以产生其密度垂直于在两个轴对称零件之间形成的接口分布的电子束。这种形式的束特别有利于平滑在两个零件之间预先形成的焊道。
[0145]
参考图15c,还可以定义校准步骤以产生其密度以圆形且均匀的方式分布的电子束。特别是可以获得极其集中的电子束,从而使得可以实现每单位面积的极高功率。例如,在阳极和阴极之间的电压u等于55kv并且从阳极流向阴极的电流等于50ma的情况下,通过本发明,可以获得高达4100w/mm2的电子束。圆形或点形密度分布对于执行零件的局部处理可能特别有用,诸如例如修复诸如孔、材料缺乏或表面不规则之类的缺陷。然后在需要时可以降低电子束的功率以避免材料突出。一般而言,使电子束的密度分布适应于产生焊道所期望的效果。
[0146]
如图16中所示,臂13的大长度l1允许考虑将单元格彼此焊接的组件,同时限制操纵次数并且同时避免中断外壳中的真空。为此目的,单元格可以被预先彼此靠在一起定位并通过特定工具保持就位。焊接装置然后可以相继焊接两个相邻单元格之间的各接口。单元格组件在每次焊接操作之间沿着轴线z平移,以便焊接单元格之间的所有接口。有利的是,容纳在外壳内部的滑动托架使得可以自动移动单元格的组件。由于臂13能够从待焊接的单元格的组件的一侧或另一侧插入,因此可以焊接其总长度达到臂13的长度乘以2的单元格组件。焊接站还可以配备有能够将单元格组件枢转180
°
的转动设备,以便将臂13相继插入通过单元格组件的两个相对孔。作为变体,如果焊接站没有转动设备,单元格组件的180
°
枢转可以通过中断外壳中的真空手动进行。因此只需要中断外壳中的真空来焊接所有的腔。因此,使用根据本发明的焊接设备使得可以避免外壳中的真空过度频繁的中断。特别地,对于焊接每个单元格或单元格的子组件,中断是不需要的。
[0147]
由于电子束在臂内部被精确地引导到偏转部件,因此可以考虑比现有技术的焊接装置更长的臂。该更大的长度使得可以围绕臂13定位四个单元格甚至多于四个单元格以及与单元格相关联的管元件和/或凸缘。组装过程因此变得容易。此外,使用如此长的臂13,可以利用电子束到达由已经组装的多个单元格的组件形成的空腔内的任何点。例如,可以到达已经彼此组装在一起的九个单元格的组件的任何点。这对于修复在组装单元格后检测到的缺陷特别有用。
[0148]
通过本发明,因此可以焊接长度为1200mm,或者甚至1300mm,或者甚至更长的单元格组件,并且操纵的次数最少并且焊道的质量水平非常高。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1