用于生产筛网主体的方法和筛网与流程
1.本发明涉及一种用于生产筛网主体的方法,所述筛网主体在筛网表面上包括一个或更多个开口,特别是用于在螺旋压力机中使用的筛网的筛网主体。
2.本发明进一步涉及一种具有在筛网表面上包括一个或更多个开口的筛网主体的筛网,特别是用于螺旋压力机的筛网。
背景技术:
3.螺旋压力机从现有技术是众所周知的。这种类型的螺旋压力机被用来从例如传输材料分离出液体,并且包括被成螺旋形地布置在被驱动的蜗杆轴上的螺旋输送机、以及围绕所述输送机的外壳壳体,其中用于正被输送的传输材料的传输通道被实施在蜗杆轴和外壳壳体之间,并且部分地被螺旋输送机界定,以便在蜗杆轴旋转期间,借助于螺旋输送机,将传输材料沿着螺旋压力机的纵向轴线输送通过传输通道。外壳壳体从而通常包括开口,以使得经由在传输材料传输期间施加于其上的压力,液体被从传输材料分离出来,并且通过开口被输送出传输通道,以便使传输材料在沿着纵向轴线移动通过螺旋压力机期间干燥。开口从而通常被引入到充当筛网的金属片材中,所述金属片材是外壳壳体的一部分。该筛网是根据现有技术形成的,其中钻孔被引入到金属片材中。因为金属片材具有圆柱形轮廓,所以这需要巨大的努力。
4.螺旋压力机的正常运行从而一方面取决于传输材料和蜗杆轴或被布置在蜗杆轴上的螺旋输送机之间的摩擦,并且另一方面取决于传输材料和外壳壳体的内表面之间的摩擦,外壳壳体的内表面通常是被实施为金属片材的筛网,相对于筛网,蜗杆轴在操作期间被旋转地驱动。如果传输材料和外壳壳体的内部之间的摩擦降至低于限定的阈值,则传输材料在蜗杆轴旋转期间不被沿着蜗杆轴的纵向方向输送,而是相反仅与蜗杆轴和螺旋输送机一起绕纵向轴线且相对于外壳旋转地移动,以使得传输材料的干燥不发生,并且对应的过程停止。
5.根据现有技术,外壳壳体一般来说包括当被安装在新的条件中时具有限定的最小粗糙度的金属筛网,以便确保传输材料和外壳壳体之间的对应的摩擦。然而,已经表明在操作期间,可以由例如浆状物构成的传输材料沿着金属筛网的连续滑动导致筛网磨损,这继而使所述金属筛网的粗糙度降低。因此,由于金属筛网的表面磨损,螺旋压力机在较长的时间段的操作导致由摩擦不足引起螺旋压力机运行不当。
技术实现要素:
6.这通过本发明来解决。本发明的目的是详细说明开头所述类型的用于生产筛网主体的方法,筛网主体在被用于螺旋压力机的外壳壳体中时,允许螺旋压力机在特别长的时间段内正常运行,并且同时易于生产。
7.此外,开头所述类型的筛网应被详细说明,筛网在被用于螺旋压力机的外壳壳体中时,使得螺旋压力机能够操作特别长的时间段。
8.根据本发明,第一个目的利用开头所述类型的方法来实现,其中筛网主体通过烧结工艺和/或增材制造工艺、特别是3d打印工艺来形成。
9.在本发明的过程中,发现通过烧结工艺和/或增材制造工艺(特别是如3d打印工艺)形成的材料表现出恒定的表面粗糙度,也就是,即使是当表面的一部分被移除(例如由于磨料磨损)时。已发现该效果由于制造工艺而发生,并且不限于特定材料。换句话说:与用常规方法形成的筛网(所述筛网可以被实施为例如金属片材)相反,就根据本发明生产的筛网主体而言,在操作期间不再可能例如通过以粗糙度降至正常运行所必需的值的表层磨损这样的方式使表面抛光。
10.另外,对应的制造工艺是有利的,尤其是因为大不相同的几何形状可以以简单的方式被生产,而来自现有技术的筛网的几何形状通常由生产所述筛网的工具预先限定,并且不可能没有困难地被改变。结果,特别适合的筛网可以容易形成,例如,对于螺旋压力机的各种操作条件,诸如,举例来说,待干燥的传输材料的不同成分,由此这种类型的干燥工艺可以被特别高效地实现。另外,对于螺旋压力机上的不同位置具有不同的孔几何形状的筛网也可以容易生产,例如,以便使筛网的开口表面适应正被干燥的传输材料的干含量,所述干含量在螺旋压力机的长度上变化。
11.通常,对应的材料具有预定的孔隙度,以使得即使表面上的材料被移除也仍导致新的表面的粗糙度。
12.另外,利用这种类型的方法,形成包含更硬的和更软的粒子的材料也很容易,经由包含更硬的和更软的粒子的材料,即使在磨损的情况下,限定的粗糙度也可以再次被获得。这可以在3d打印工艺期间例如经由不同的边界条件(特别是不同的温度、和/或在制作期间使用的不同的起始材料)来实现。
13.如果筛网主体由塑料、金属或陶瓷材料形成,则是有益的。这种类型的材料已经证明对于在为了形成对应的主体的烧结工艺或增材制造工艺中使用是尤其有益的。在这种情况下,经由材料成分和制造工艺的参数,材料的限定的孔隙度、或者即使当表面被移除时也获得的粗糙度也可以容易确保,如果必要的话。
14.轻量级材料(诸如,举例来说,塑料)的使用还具有螺旋压力机中的对应的筛网的更换比沉重的金属零件容易得多的特别优点。另外,塑料通常表现出比金属低的热膨胀系数,以使得由于螺旋压力机的通常高的操作温度(例如,90℃)而导致在停止和操作之间发生的热膨胀或热应力也减小。
15.如果塑料被使用,则如果为了获得被用于螺旋压力机中时的特别长的使用寿命,使用具有根据肖式硬度d测量的大于50、特别是大约75的肖式硬度的塑料,则是特别有益的。
16.为了获得高强度和高刚性,可以规定当筛网主体正被形成时,纤维被结合到筛网主体中和/或被形成在筛网主体中。例如玻璃纤维或碳纤维因此可以被结合到筛网主体中。
17.为了获得筛网主体的特别有益的机械性质、同时获得筛网主体的有益的粗糙度,可以规定筛网主体在厚度上由不同的材料形成。不同的材料性质因此可以在厚度上(即,沿着垂直于筛网表面的方向)容易获得。例如,在与筛网表面间隔开的区域上,具有比筛网表面上更高的强度和/或更高的刚性的材料因此可以被使用,例如用来即使在螺旋压力机中普遍的例如1巴到10巴的压力和例如90℃的温度下也实现仅轻微的变形、并且同时确保筛
网表面上的期望的粗糙度。
18.在这种情况下,如果筛网主体由构成筛网表面的第一材料和构成筛网主体的与筛网表面间隔开的区域的第二材料形成,则是特别有益的,其中第二材料具有比第一材料高的刚性。
19.另外,优选地规定筛网主体至少部分地由在至少45℃的温度、特别是在至少90℃的温度和1.5n/mm2的压力负载下尺寸稳定的材料形成。
20.优选地,具有至少800n/mm2的拉伸模量和/或至少20n/mm2的拉伸强度的材料被使用。
21.为了实现特别低的热应力和热膨胀,如果具有小于0.0005、特别是小于0.0002的纵向膨胀系数的材料被使用,则是有益的。
22.通常,筛网主体由适用于在具有6到9的ph的潮湿环境中使用的材料形成,以便当被用于螺旋压力机中时获得特别长的使用寿命。
23.另外,如果筛网主体由适用于螺旋压力机中输送的材料的3%到40%的干含量的材料形成,则筛网主体在其中浆状物、食品和/或污泥被干燥的螺旋压力机中的使用是特别有益的。
24.原则上,为了形成对应的筛网主体,大不相同的金属、塑料和陶瓷材料可以被使用。如果来自奥地利rastenfeld的asetec gmbh的、商品名为asetk49的、截至申请日期可获得的塑料被使用,则是特别优选的,尤其是因为该塑料表现出用于螺旋压力机中的有益的机械性能。
25.已表明材料asetk49特别适用于对应的筛网主体,尤其是因为该材料具有大约1650n/mm2的拉伸模量、大约15%的极限伸长率、1.5n/mm2和90℃以及0.4n/mm2和150℃下的抗变形性、大约40n/mm2的拉伸强度、以及大约65n/mm2的压缩强度,并且同时,形成即使在磨损的情况下也确保基本上恒定的粗糙度的结构。此外,该材料适用于在普遍存在的ph值水平下的对应地潮湿的条件下在螺旋压力机中使用。
26.已经证明有效的是一个或更多个开口在烧结工艺和/或增材制造工艺期间被形成。这导致即使与对应的筛网的常规生产相比、也特别简单的方法,在常规生产中,多个孔通常被钻到金属片材中以便形成筛网。作为增材制造工艺或烧结工艺的一部分,于是也容易实施孔几何形状,其中孔或开口的截面从内部到外部增大,以便避免开口的堵塞。另外,即使是非完美圆形的开口,原则上,也可以容易形成,以使得在这方面也没有限制,不过具有圆形截面的开口是优选的。
27.根据本发明,可以被用于例如螺旋压力机中的筛网通常使用根据本发明实施的筛网主体来形成。筛网通常包括紧固装置,利用紧固装置,筛网可以被连接到例如框架、筛网篮架等,以便将筛网可拆卸地布置在例如螺旋压力机的外壳壳体中。筛网原则上可以仅由筛网主体形成,或者还可以包含作为单独的主体的筛网主体、连同例如可以被用来将筛网主体紧固在螺旋压力机中的附加部件。
28.根据本发明,另一个目的利用开头所述类型的筛网来实现,在筛网中,筛网主体由用烧结工艺和/或增材制造工艺(特别是3d打印工艺)形成的材料组成,其中筛网特别是用根据本发明的方法生产的。
29.利用对应的筛网,螺旋压力机或其中筛网的表面的一致的摩擦值、或者筛网的表
面的一致的粗糙度是有利的其他设备的特别长的操作可以容易地确保,尤其是因为即使在表面的部分磨损的情况下,对应的粗糙度也仍被确保。根据本发明,至少筛网的筛网主体(即,筛网的包括具有开口的筛网表面的部分)被相应地实施。当然,原则上还可以规定筛网完全通过对应的方法来形成,并且与筛网主体实施为一件式。
30.如果筛网主体具有基本上恒定的直至限定的深度(特别是至少1mm的深度)的限定的孔隙度,则是有益的。这确保即使在对应的磨损水平的情况下、期望的粗糙度也总是存在于表面上。从超过限定的深度(即,超过离筛网表面限定的距离)的磨损水平开始,筛网或筛网主体的更换通常无论如何都必须发生,因为螺旋输送机和外壳壳体之间的距离否则变得太大。
31.优选地规定筛网被实施为基本上旋转对称的主体的一部分,特别是圆柱体或圆锥体的壳体的一部分,以使得多个相同的筛网可以被组合来形成基本上旋转对称的主体。以这种方式,筛网可以被实施为例如圆柱形外壳壳体的内表面的瓦片,以使得非常大的螺旋压力机的外壳壳体也可以由对应地生产的筛网形成。另外,有缺陷的筛网于是也可以以非常简单的方式更换。筛网通常被实施为薄壁的。
32.除了筛网主体之外,筛网通常还包括用于被连接到框架等(优选地以可拆卸的方式)的装置。装置可以例如被实施为开口,通过开口,筛网可以借助于螺丝钉被连接到框架。
33.优选地规定在至少一个侧向边缘上,凹部被提供,特别是折叠缝或倒角,以便使得筛网能够形状配合地固定在适当的位置上,特别是垂直于筛网表面的方向上。这使得筛网能够特别简单地固定在螺旋压力机的框架或支撑篮架中的适当的位置上。例如,t形连接导轨可以被提供,t形连接导轨对应于被布置在筛网的边缘上的折叠缝,以便通过将t形紧固装置拧紧来形状配合地将筛网连接到框架或支撑篮架。
34.如果在优选地被大致垂直于筛网表面地布置的第一侧表面上,凹槽被提供,则是有益的。筛网于是可以经由侧表面容易地被耦合到另一个筛网或框架。
35.已经证明有效的是在优选地大致平行于第一侧表面的第二侧表面上,对应于凹槽的突起部被布置,以使得两个对应地实施的筛网可以借助于突起部和凹槽,经由第一侧表面和第二侧表面,被形状配合和/或压入配合地连接,特别是借助于卡扣连接。为了这个目的,可以规定突起部被实施有凹痕,以使得突起部可以啮合在对应地实施的凹槽中。
36.为了用于螺旋压力机中,对应的筛网通常被实施为平面的,优选地圆柱体或圆锥体的壳体表面的一部分,以使得螺旋压力机的对应的外壳壳体(外壳壳体充当筛网)可以由彼此连接的多个筛网形成。如果所述筛网可以被形状配合或压入配合地彼此连接,特别是借助于卡扣连接,则对应的筛网的安装和移除是特别简单的。
37.在用于从传输材料分离出液体的螺旋压力机中,具有蜗杆轴连同螺旋输送机、以及围绕所述输送机的外壳壳体,螺旋输送机被成螺旋形地布置在蜗杆轴上,其中用于正被输送的传输材料的传输通道被实施在蜗杆轴和外壳壳体之间,其中外壳壳体包括至少一个筛网,以使得从传输材料分离出的液体可以被输送通过外壳壳体,如果筛网是根据本发明实施的,则是有益的。
38.结果,螺旋压力机的操作寿命特别长、而螺旋压力机没有功能损伤是可能的,尤其是因为即使在筛网主体表层磨损的情况下,正常的运行仍可以被确保。
39.有利地规定筛网仅在外壳壳体的圆周的一部分上延伸,外壳壳体被实施为基本上
旋转对称的,特别是圆柱形的或截锥的形状。这一方面使筛网的生产简化。另一方面,有缺陷的筛网于是也可以容易更换,而不更换整个外壳壳体。
40.优选地规定多个相同的筛网被提供,多个相同的筛网被形状配合和/或压入配合地彼此连接,特别是借助于卡扣连接。外壳壳体因此基本上由多个单个的筛网形成,多个单个的筛网被实施为例如瓦片形状,并且因此易于更换。以这种方式,还可以用例如3d打印工艺中形成的筛网主体或筛网来形成非常大的螺旋压力机的外壳壳体。
41.因为根据本发明实施的筛网可以容易被实施为具有大不相同的几何形状,所以还可以规定具有不同的孔几何形状和/或不同的开口表面的筛网被用于螺旋压力机的长度上。结果,筛网的几何形状可以被改动,例如,以适应螺旋压力机中的相应位置处的普遍的操作条件,特别是适应正在相应位置处被干燥的传输材料的干含量,以使得更高效的工艺可以被实现。
42.原则上,筛网可以以大不相同的方式被布置在外壳壳体中。如果筛网通过使用紧固装置(优选地借助于螺纹连接)被固定在外壳壳体中的适当的位置上,则是有益的。紧固装置可以被实施为例如紧固导轨。
43.已经证明有效的是外壳壳体包括支撑结构,特别是支撑篮架,筛网被形状配合和/或压入配合地连接到支撑结构,特别是借助于螺纹连接。用其实现外壳壳体的筛选效果的筛网或多个筛网于是可以容易更换。
44.支撑结构通常被实施为支撑篮架。为了能够以特别简单的方式、用根据本发明的筛网来改造现有的螺旋压力机,优选地规定支撑篮架由金属组成。这种类型的支撑篮架于是可以既容纳常规制作的金属片材筛网,又可以容纳根据本发明实施的筛网,以使得现有的螺旋压力机可以容易被配备根据本发明实施的筛网。
45.优选地规定筛网通过使用紧固装置被形状配合地连接到支撑结构。紧固装置可以例如被实施为具有t形截面的紧固导轨,并且可以被定位在两个筛网之间,以使得每一个筛网通过被布置在所述筛网的侧向边缘上的两个紧固导轨被连接到支撑结构。
46.另外,可以规定紧固装置由与筛网主体相同的材料组成。于是确保紧固装置以与筛网主体本身相同的方式受到磨料磨损的影响,以使得一致的表面移除发生,从而即使在磨损的情况下,基本上均匀的表面也保持不变。
47.通常,筛网由单个部件组成,单个部件由用烧结工艺和/或增材制造工艺(特别是3d打印工艺)形成的主体构成。筛网的用于紧固的特征(诸如折叠缝、凹槽、突起部等)因此在例如增材制造的过程中可以容易形成。
附图说明
48.本发明的另外的特征、优点和效果从下面描述的示例性实施方案得出。在从而被参照的附图中:
49.图1示出螺旋压力机;
50.图2示出外壳壳体的一部分;
51.图3和图4示出筛网;
52.图5示出与支撑篮架和紧固装置一起的筛网;
53.图6示出筛网的截面图;
54.图7至图9示出图6的详细视图。
具体实施方式
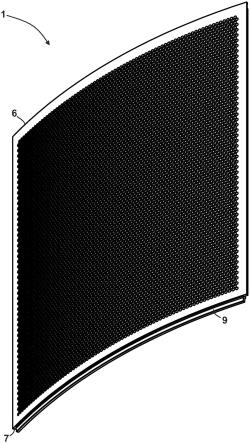
55.图1在部分剖视图中示出根据本发明的螺旋压力机10。螺旋压力机10被设计用于从传输材料、特别是从浆状物分离出液体,并且包括蜗杆轴11,蜗杆轴11被布置在固定的外壳壳体13中,以使得它可以借助于驱动器绕纵向轴线15旋转,其中螺旋输送机12被布置在蜗杆轴11上,以使得用于正被输送的传输材料的传输通道被形成在蜗杆轴11、外壳壳体13和螺旋输送机12之间。在蜗杆轴11绕纵向轴线15的旋转中,传输材料因此还在传输通道中被沿着纵向轴线15输送,其中压力被施加于传输材料以便分离位于传输材料中的液体。分离的液体从而通过外壳壳体13被运送出螺旋压力机10的内部,其中外壳壳体13充当筛网。
56.在所描述的示例性实施方案中,螺旋压力机10的外壳壳体13由在内部基本上半圆柱形的外壳元件16形成,其中一个外壳元件16在图2中被图示说明。外壳元件16包括筛网1,筛网1被紧固在支撑篮架14(在这种情况下由金属组成)上,并且具有图2中未图示的开口18,以便在螺旋压力机14的操作期间将固体与液体分离。
57.可以看出,单个的筛网1从而被实施为瓦片,也就是说,被实施为圆柱体的壳体表面的部分,并且在支撑篮架14上受到径向向外的支撑。结果,例如1巴到10巴的内部压力可以在螺旋压力机10的操作期间被施加于外壳壳体13,这不可能引起筛网1的显著的变形。瓦片形状的筛网1经由被实施为紧固导轨19的紧固装置被形状配合地连接到支撑篮架14,紧固导轨19被实施为截面为t形,并且经由螺纹连接被连接到支撑篮架14。
58.螺旋压力机10的正常的运行根本上取决于确保传输材料和筛网表面5之间的限定的摩擦,因为一旦摩擦降至限定的最小值以下,则传输材料不被沿着纵向轴线15输送,而是相反与蜗杆轴11一起绕旋转轴旋转。
59.根据本发明,筛网主体(即,筛网1的包括具有开口18的筛网表面5的部分)通过烧结工艺和/或增材制造工艺来形成,以使得即使表面或筛网表面5的一部分被移除(例如通过磨料磨损),当传输材料滑过筛网表面5时,具有预定的最小粗糙度的筛网表面5仍被产生,因此不可能实现筛网主体的完全平滑的表面,利用所述表面,正常的运行将不再被确保。
60.在示例性实施方案中,筛网1完全由筛网主体形成,即使以下实施方案当然也是可想到的,在所述实施方案中,通过对应的方法形成的筛网主体例如被可拆卸地布置在筛网1的由多个部件形成的框架中,所述框架也可以由与筛网主体不同的材料组成。
61.在这种情况下实施为具有t形截面的紧固导轨19的紧固装置由对应于筛网主体并且可以同样地用3d打印工艺生产的材料形成,以使得紧固导轨19的磨损对应于筛网主体的磨损,并且即使在磨损的情况下或者在螺旋压力机10长时间操作之后,外壳壳体13的在内部基本上圆柱形的且均匀的表面被确保。
62.图3至图9在详细视图中示出对应的筛网1,其中图3在等距视图中示出筛网1,图4示出筛网1的顶视图,图5示出与支撑篮架14和紧固导轨19的一部分一起的、图3和图4中所示的筛网1的侧视图,并且图6示出沿着图4中的线vi-vi的截面。图7示出图6的详细视图vii,图8示出图6的详细视图viii,图9示出图6的详细视图ix。
63.可以看出,筛网1基本上被实施为圆柱体外壳的形状,其中在筛网1的内部筛网表
面5上,在径向方向上延伸通过筛网1的多个开口18被提供。在图6和图7中可以看出,开口18的截面从内部到外部增大,或者随着离筛网表面5的距离增大而增大。因此,容易防止开口18堵塞,并且同时,确保只有具有直径17小于开口18的最小直径17的固体被运送出内部,在图示的实施方案中,所述直径17可以是例如1.5mm。开口18还可以,如特别是在图17中可见的,被实施为具有开口角度α,开口角度α可以是例如10
°
至30
°
。
64.为了能够以简单的方式、在螺旋压力机10的纵向轴线15的方向上连接单个的筛网1,凹槽8被提供在筛网1或筛网主体的第一侧表面6上,并且对应于凹槽8的突起部9被提供在与第一侧表面6相对的第二侧表面7上,如在图6、图7和图8中可以看出。第一侧表面6和第二侧表面7、以及凹槽8和突起部9在示例性实施方案中描述的筛网1中、在圆周方向上延伸。
65.突起部9在图8中被详细地图示。可以看出,突起部9包括凹痕2,以使得在图9中详细地图示的、突起部9在凹槽8中的啮合是可能的。以这种方式,用于多个筛网1沿着纵向轴线15的简单连接的卡扣机构容易实现。
66.筛网1在支撑篮架14中的紧固可以如图2所示,经由沿着筛网1布置的两个紧固导轨19发生。为了这个目的,在筛网主体的在被安装的状态下大致平行于纵向轴线15延伸的侧向边缘上,与紧固导轨19的截面相对应的每一个折叠缝3被实施,以使得当如在图5中可以看出的、紧固导轨19被布置在两个筛网1之间时,得到外壳壳体13的基本上圆柱形的内部。
67.在图5中,被布置在螺旋压力机10中的筛网1的后面的支撑篮架14和紧固导轨19也被示意性地图示。可以看出,在这种情况下被实施为具有大致t形截面的紧固导轨19借助于螺丝钉4被连接到支撑篮架14,以便将筛网1形状配合地固定在支撑篮架14上的适当的位置上。
68.可替代地,钻孔也可以被提供在筛网1中,以便将筛网1直接拧到支撑篮架14。
69.在示例性实施方案中,筛网主体和筛网1在3d打印工艺中用塑料被形成为一件式,其中开口18也是在3d打印工艺期间形成的。表现出即使在筛网表面5上存在磨损、也表现出恒定的粗糙度的材料因此被获得,以使得即使在筛网主体磨损的情况下、螺旋压力机10的正常的运行也被确保。
70.不同的材料也可以被用于形成筛网1,以便在例如离筛网表面5增大的距离处实现更高的刚性和更低的孔隙度,以使得高刚性被实现,尽管摩擦学性质是有益的。另外,纤维也可以被结合到筛网1中,或者被形成在筛网主体中,以便获得有益的机械性能。
71.因此,利用根据本发明实施的筛网1,螺旋压力机10在特别长的时间段的、没有摩擦损伤的操作是可能的,尤其是因为筛网主体上的磨损也不会引起传输材料和筛网1之间的摩擦的减小。此外,具有大不相同的几何形状的筛网1可以容易形成,以便能够对于例如可以发生的各种操作条件提供例如取决于正被干燥的传输材料以及螺旋压力机上的位置的具有不同的孔几何形状和/或不同的开口表面的不同的筛网1。结果,对应的干燥工艺可以以特定的效率实现。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1