一种精密零件定位装配装置的制作方法
1.本发明属于机械装配领域,具体涉及一种精密零件定位装配装置。
背景技术:
2.在工业生产中需要精密器件、机器零件都会面临零件的精密装配问题,现有的装配装置是将定位支座和定位支承部件合并到一起整个分半,用两个圆柱销将两半定位,并且用上下两个固定套将两半固定,这种结构加工制造比较困难,产品零件装卸比较麻烦。
技术实现要素:
3.本发明的目的是提供一种精密零件定位装配装置,该装置定位正确、可靠,操作方便,还具有一套工装装配多个产品零件的功能。
4.本发明技术方案如下:
5.本发明提供一种精密零件定位装配装置,该装置包括:
6.定位支座,所述的定位支座是由三个圆柱体连接组成,上下两个圆柱体直径相同,中间圆柱体的直径比上下两个圆柱体的直径大,所述的上圆柱体端面开有阶梯槽,阶梯槽包括上槽和下槽,所述的上槽的内径比下槽大;所述的上槽的两边分别设有扁凸台,扁凸台的中间开有加工槽,在圆柱体下端中间开有通孔,与阶梯槽相通,在中间圆柱体一侧开有一个方孔,方孔与阶梯槽垂直,并且与加工槽对称,方孔深度大于中间圆柱体的半径,在中间圆柱体与方孔对应的另一侧开有圆孔,圆孔与方孔相通,圆孔的直径比方孔大;
7.定位插销,所述定位插销的一端开有第一槽,第一槽下方开有第二槽;
8.固定套,用于定位支座和分半定位支承部件;
9.压头,所述的压头的一端开有压头孔,压头的两个端面用于压产品零件;
10.定位引导轴,用于引导零件定位;
11.分半定位支承部件,所述分半定位支承部件是由圆柱体和凸台组成,所述的凸台上表面的中间设有圆柱体,圆柱体的中间开有加工孔,凸台两侧的延伸部与定位支座的下槽配合,凸台下表面开有凸台槽,凸台槽的中间开有凸台孔,凸台孔与加工孔相通,所述的分半定位支承部件沿两个延伸部方向分为两半。
12.优选的是,所述的定位插销是由长的长方体、短的长方体和一个圆柱体连接组成,所述的圆柱体在长的长方体和短的长方体中间。
13.优选的是,所述的在长的长方体端头开有第一槽。
14.优选的是,所述固定套为一个圆柱体,圆柱体的中间开有孔。
15.优选的是,所述的固定套的外圆为滚花。
16.优选的是,所述压头是由三个圆柱体连接组成,中间圆柱体直径比两端圆柱体直径大,两端圆柱体的直径相同。
17.优选的是,所述定位引导轴是由大圆柱体和小圆柱体组成。
18.优选的是,所述的大圆柱体端头为锥面。
19.本发明的有益效果
20.本发明提供一种精密零件定位装配装置,和现有技术相对比,本发明的装置结构简单,装置定位正确、可靠,操作方便,还具有一套工装装配多个产品零件的功能。
附图说明
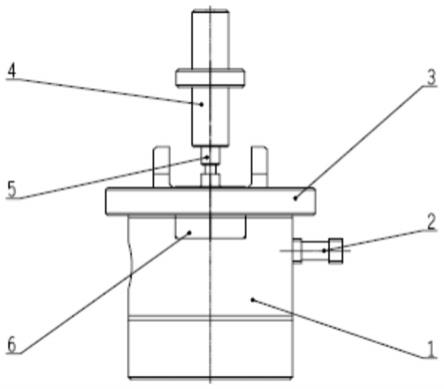
21.图1为本发明一种精密零件定位装配装置的结构示意图;
22.图2为本发明一种精密零件定位装配装置的剖面图;
23.图3为本发明一种精密零件定位装配装置装配第一产品零件和第二产品零件的剖面图;
24.图4为本发明一种精密零件定位装配装置装配第一产品零件、第二产品零件和第三产品零件的剖面图;
25.图5为本发明一种精密零件定位装配装置中定位支座的剖视图;
26.图6为本发明一种精密零件定位装配装置中定位支座的主视图;
27.图7为本发明一种精密零件定位装配装置中定位支座的立体图;
28.图8为本发明一种精密零件定位装配装置中分半定位支承部件的剖视图;
29.图9为本发明一种精密零件定位装配装置中分半定位支承部件的主视图;
30.图10为本发明一种精密零件定位装配装置中分半定位支承部件的立体图。
31.其中,1、定位支座,1
‑
1、上槽,1
‑
2、下槽,1
‑
3、扁凸台,1
‑
4、加工槽,1
‑
5、通孔,1
‑
6、方孔,2、定位插销,3、固定套,4、压头,5、定位引导轴,6、分半定位支承部件,6
‑
1、圆柱体,6
‑
2、凸台,6
‑
3、加工孔,6
‑
4、凸台槽,7、第一产品零件,8、第二产品零件,9、第三产品零件。
具体实施方式
32.本发明提供一种精密零件定位装配装置,如图1
‑
4所示,该装置包括:
33.定位支座1,如图5
‑
7所示,所述的定位支座1是由三个圆柱体连接组成,上下两个圆柱体直径相同,中间圆柱体的直径比上下两个圆柱体的直径大,所述的上圆柱体端面开有阶梯槽,阶梯槽包括上槽1
‑
1和下槽1
‑
2,所述的上槽1
‑
1的内径比下槽1
‑
2大;下槽1
‑
2与下圆柱体底面垂直并与上圆柱体外圆对称,下槽1
‑
2底面与下圆柱体底面平行,下槽1
‑
2用于定位第一产品零件7,所述的上槽1
‑
1的两边分别设有扁凸台1
‑
3,扁凸台1
‑
3与上槽1
‑
1平行且扁凸台1
‑
3的高度和上槽1
‑
1的深度相同,扁凸台1
‑
3的中间开有加工槽1
‑
4,加工槽1
‑
4与下槽1
‑
2垂直,加工槽1
‑
4用于第二产品零件8的角向定位,在圆柱体下端中间开有通孔1
‑
5,用于穿过第三产品零件9,该通孔1
‑
5与阶梯槽相通,在中间圆柱体一侧开有一个方孔1
‑
6,方孔1
‑
6与阶梯槽垂直,并且与加工槽1
‑
4对称,方孔1
‑
6深度大于中间圆柱体的半径,在中间圆柱体与方孔1
‑
6对应的另一侧开有圆孔,圆孔与方孔1
‑
6相通,圆孔的直径比方孔大,用于观察第三产品零件9的位置;
34.定位插销2,所述的定位插销2是由长的长方体、短的长方体和一个圆柱体连接组成,所述的圆柱体在长的长方体和短的长方体中间,在长的长方体端头开有第一槽,第一槽与第三产品零件9相配合并定位,第一槽的下方开有第二槽,用于让开第三产品零件9,中间圆柱体用于手持插拔;
35.固定套3,所述固定套3为一个圆柱体,圆柱体的中间开有孔,用于定位支座1和分
半定位支承部件6的定位和固定,固定套3的外圆为滚花,方便手持装配;
36.压头4,所述压头4由三个圆柱体连接组成,中间圆柱体直径比两端圆柱体直径大,两端圆柱体的直径相同,其中一端的圆柱体开有压头孔,两端圆柱体的端面用于压第二产品零件8和第三产品零件9;
37.定位引导轴5,所述定位引导轴5由大圆柱体和小圆柱体组成,小圆柱体于第一产品零件7相配合,大圆柱体端头为锥面,用于引导第二产品零件8装配到第一产品零件7上;
38.分半定位支承部件6,如8
‑
10所示,所述分半定位支承部件6是由圆柱体6
‑
1和凸台6
‑
2组成,所述的凸台6
‑
2上表面的中间设有圆柱体6
‑
1,凸台6
‑
2的上表面与固定套3为无间隙配合,圆柱体6
‑
1的中间开有加工孔6
‑
3,凸台6
‑
2两侧的延伸部与定位支座1的下槽1
‑
2为无间隙滑合,凸台6
‑
2下表面开有凸台槽6
‑
4,凸台槽6
‑
4的中间开有凸台孔,凸台槽6
‑
4和凸台孔是为了让开第一产品零件7的下端,圆柱体6
‑
1的外圆尺寸比第一产品零件7的上端直径小,凸台孔与加工孔6
‑
3相通,加工孔6
‑
3比第一产品零件7的直径大,避免与第一产品零件7相碰,所述的分半定位支承部件6沿两个延伸部方向分为两半。
39.本发明提供一种精密零件定位装配装置,具体装配方法如下:
40.将分半定位支承部件6的两半分开,第一产品零件7放到中间,然后合上分半定位支承部件6的两半,将组合后的分半定位支承部件6和第一产品零件7,放入定位支座1的阶梯槽的下槽1
‑
2中,使下槽1
‑
2同时定位和夹住分半定位支承部件6和第一产品零件7;
41.将固定套3装配到定位支座1的上端圆柱体圆面上,同时定位并夹住分半定位支承部件6和第一产品零件7,然后将定位引导轴5的小圆柱插入第一产品零件7上端孔中,用于引导第二产品零件8的装配。
42.将第二产品零件8的孔对准定位引导轴5的大圆柱体上的锥面,同时用定位支座1上的加工槽1
‑
4定位第二产品零件8两端,保证第二产品零件8的角度要求,然后用压头4的有孔一端将第二产品零件8压入第一产品零件7中,直至第二产品零件8压入第一产品零件7的1/3左右,取下引导轴5,在用压头4的无孔端将第二产品零件8压到与第一产品零件7上端面一平,完成第一产品零件7和第二产品零件8的装配。
43.将第三产品零件9插入装配好的第一产品零件7的上面孔中,将定位插销2插入定位支座1的方孔中,从定位支座1的方孔1
‑
6对面的圆孔,确定定位插销2前端的第一槽对准第三产品零件9,然后插入定位插销2,定位好第三产品零件9,保证第三产品零件9与第一产品零件7的两孔连线垂直度要求。定位好第三产品零件9后,在用压头4的无孔一端端面压第三产品零件9上端,将第三产品零件9向下压到与第一产品零件7的上端面一平,完成第三产品零件9的装配。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1