一种钢桩台车路轨的焊接方法与流程
1.本发明涉及技术领域,尤其涉及一种钢桩台车路轨的焊接方法。
背景技术:
2.绞吸挖泥船的钢桩台车路轨,即是供挖泥船钢桩台车行走的轨道,用于支撑和限制钢桩台车移动的车轮。钢桩台车路轨的材质一般为调质耐磨钢,碳、锰含量较高,焊接性较差,焊接容易出现裂纹缺陷;另路轨厚度达100mm,路轨安装后只能从单面焊接,焊后的角变形严重,且焊缝的收缩应力大。而且路轨与船体结构钢成分差异较大,路轨在安装焊接前需提前焊接隔离层,即先用一种过渡材料熔敷于路轨表面,再焊接到船体结构上。隔离层位于路轨的四周下边缘及对接缝的整个坡口面,规格:5mm
×
20mm。由于设计的路轨较长,需分多节上船拼装,焊接工作量大,若焊接工艺选择不合理,容易导致焊缝产生裂纹缺陷及焊后精度超差而无法使用。
3.现有技术是在地面阶段路轨使用埋弧自动焊进行隔离层的焊接并进行去应力退火处理,然后再对路轨进行长度方向拼接焊,最后整条路轨吊上船安装,船上焊接路轨周界角焊缝,这种方式的缺点是:
4.1、台车路轨角焊缝的隔离层采用埋弧自动焊进行焊接,埋弧自动焊焊接热输入大,焊接变形大;
5.2、路轨较长,隔离层焊接后的去应力退火工序繁琐;
6.3、路轨长度方向在地面拼接的刚性约束小,焊接变形控制难度大,容易导致路轨拼接后平面度的误差超出技术要求,同时路轨过长,难以吊运、装焊。
7.因此,需要一种钢桩台车路轨的焊接方法来解决上述技术问题。
技术实现要素:
8.本发明的目的在于提供一种钢桩台车路轨的焊接方法,无需对焊接隔离层的路轨进行退火处理,而且路轨便于拼装焊接。
9.为达此目的,本发明采用以下技术方案:
10.一种钢桩台车路轨的焊接方法,包括如下步骤:
11.s1、在地面上对固定的路轨的两侧及两端的坡口处焊接隔离层;
12.s2、将焊接好所述隔离层的所述路轨放置设定时间,然后进行探伤检验;
13.s3、将合格的所述路轨吊运到船舶的t梁面板上,并对所述路轨进行定位焊,以固定所述路轨相对所述t梁面板的位置;
14.s4、于所述路轨的两侧从所述路轨的中间向两端按照设定路线对称焊接;
15.s5、相邻的所述路轨之间预留预设对接焊缝,并按照所述步骤s3和所述步骤s4进行焊接;
16.s6、对相邻的所述路轨之间的所述预设对接焊缝进行焊接。
17.进一步地,所述步骤s1包括如下步骤:
18.s11、将所述路轨放置到平台上,且所述路轨的两侧相对所述平台伸出一定距离;
19.s12、将所述路轨与所述平台分散焊接固定;
20.s13、在所述路轨相对所述平台伸出的两侧设置衬垫;
21.s14、从所述路轨的两侧,从中间向两端对称焊接所述隔离层。
22.进一步地,所述步骤s1还包括:s15、对所述路轨的两端的坡口面满焊覆盖所述隔离层。
23.进一步地,所述步骤s2还包括对焊接好所述隔离层的所述路轨的上平面和侧面进行平面度检测。
24.进一步地,所述步骤s2中,对合格的所述路轨进行打磨整形,使得所述隔离层的底面不超出所述路轨的底面。
25.进一步地,所述步骤s3中,在固定好的所述路轨的两侧继续焊接所述隔离层至设定高度。
26.进一步地,所述步骤s5中,位于所述预设对接焊缝的两侧的所述路轨留有一定长度的缓焊区。
27.进一步地,所述步骤s6中,对所述预设对接焊缝进行满焊,使得所述预设对接焊缝处的所述隔离层相对所述路轨的上表面凸出。
28.进一步地,对焊后的所述预设对接焊缝采用保温棉覆盖。
29.进一步地,对所述预设对接焊缝处的所述隔离层进行磨平处理。
30.本发明的有益效果:
31.本发明所提供的钢桩台车路轨的焊接方法,对路轨固定后焊接隔离层,并对焊接好隔离层的路轨放置设定时间以消除内应力,使得焊接后的路轨的变形可控,无需进行退火处理;然后将合格的路轨吊运到船舶的t梁面板与t梁面板进行定位焊,确定路轨相对t梁面板的位置,然后对路轨的两侧进行对称焊接,相邻的路轨之间预设对接焊接焊缝,并对路轨进行焊接,最后对预设对接焊缝进行焊接,完成台车路轨的焊接。由于路轨在t梁面板采用分段拼接,从而减低了吊运的难度,便于路轨的拼装焊接。
附图说明
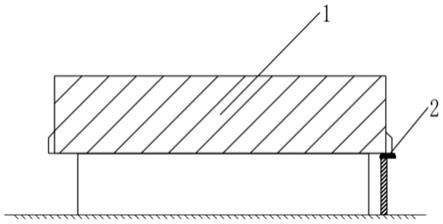
32.图1是本发明一种钢桩台车路轨的焊接方法中步骤s1的示意图;
33.图2是本发明一种钢桩台车路轨的焊接方法中步骤s14的示意图;
34.图3是本发明一种钢桩台车路轨的焊接方法中步骤s4的示意图。
35.图中:
36.1、路轨;2、衬垫。
具体实施方式
37.下面结合附图和实施方式进一步说明本发明的技术方案。可以理解的是,此处所描述的具体实施例仅仅用于解释本发明,而非对本发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本发明相关的部分而非全部。
38.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;可以是机械连接,
也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
39.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
40.如图1
‑
图3所示,本发明提供一种钢桩台车路轨的焊接方法,包括如下步骤:
41.s1、在地面上对固定的路轨1的两侧及两端的坡口处焊接隔离层;
42.s2、将焊接好隔离层的路轨1放置设定时间,然后进行探伤检验;
43.s3、将合格的路轨1吊运到船舶的t梁面板上,并对路轨1进行定位焊,以固定路轨1相对t梁面板的位置;具体地,定位焊前需对待焊部位进行预热,温度不低于100℃;同时需要在路轨1的两侧进行对称施焊;定位加强焊焊缝必须位于侧面的隔离层焊缝上,不能焊到未有隔离层的路轨1上;定位焊长度不小于70mm,分为两道,焊脚8mm,焊缝间距约300mm。
44.s4、从路轨1的两侧从路轨1的中间向两端按照设定路线对称焊接;
45.s5、相邻的路轨1之间预留预设对接焊缝,并按照步骤s3和步骤s4进行焊接;
46.s6、对相邻的路轨1之间的预设对接焊缝进行焊接。
47.在本实施例中,路轨1的所有焊接区域全部采用药芯焊丝co2半自动焊,这些区域包括隔离层的焊缝、相邻路轨1之间的隔离层的对接缝、隔离层与t梁面板之间的角焊缝。根据这些焊接位置的不同,选择相应的焊接参数和焊接材料。隔离层的焊接材料选择具有更低温度冲击性能且符合gb/t17493e551t1
‑
k2cj型号的焊丝,角焊缝和对接缝的焊接材料选择gb/t17493e551t1
‑
k2c型号的焊丝。
48.通过对路轨1固定后焊接隔离层,并对焊接好隔离层的路轨1放置设定时间以消除内应力,使得焊接后的路轨1的变形可控,无需进行退火处理;然后将合格的路轨1吊运到船舶的t梁面板与t梁面板进行定位焊,确定路轨1相对t梁面板的位置,然后对路轨1的两侧进行对称焊接,相邻的路轨1之间预设对接焊接焊缝,并对路轨1进行焊接,最后对预设对接焊缝进行焊接,完成台车路轨1的焊接。由于路轨1在t梁面板采用分段拼接,从而减低了吊运的难度,便于路轨1的拼装焊接。
49.进一步地,隔离层的焊接厚度约4
‑
5mm,高度约20mm,为减少焊接变形,隔离层分2次焊接,即在地面上隔离层的焊接高度为10mm,剩余10mm高度的隔离层待路轨1经定位焊固定在支撑t梁面板上之后再进行焊接,具体如图1所示。
50.步骤s1包括如下步骤:
51.s11、将路轨1放置到平台上,且路轨1的两侧相对平台伸出一定距离;在本实施例中,路轨1放置在平台时需确保路轨1的底面四周均需伸出平台至少30mm以便贴衬垫2;
52.s12、将路轨1与平台分散焊接固定,以抑制焊接导致的变形;
53.s13、在路轨1相对平台伸出的两侧设置衬垫2;因为隔离层位于路轨1四周下边缘,采用横焊方式堆焊,底部需使用横焊衬垫2,衬垫2需用方木等工装进行固定以避免预热导
致衬垫2脱落。
54.s14、从路轨1的两侧,从中间向两端对称焊接隔离层。
55.在本实施例中,焊前进行对路轨1进行预热,温度为100
‑
150℃,焊接电流约180
‑
220a,焊接电压约23
‑
26v,焊丝干伸长约15mm,焊接速度约20cm/min,co2气体流量约为15
‑
20l/min。路轨1两侧的隔离层需由双数焊工同时由中间向两端对称依次退焊,每段焊缝长度约1m,如图2所示,从位置b
‑
a、c
‑
b以及c的位置依次进行焊接。焊接过程中焊接电弧不作横向摆动,即在焊接过程中焊接电弧沿着路轨1根部做直线轨迹焊接。
56.进一步地,步骤s1还包括:s15、对路轨1的两端的坡口面满焊覆盖隔离层。坡口面焊缝仍采用横焊的衬垫2进行辅助焊接。对接缝隔离层顶部采用平焊位置进行焊接,宽度覆盖近缝区20mm,高度则要高于路轨1一个焊缝厚度,即4
‑
5mm;侧面采用立焊位置进行焊接,同样是近缝区20mm宽,4
‑
5mm厚,如图3所示。焊前预热到150℃,层间温度为150
‑
250℃,焊接电流约180
‑
220a,焊接电压约23
‑
26v,焊丝干伸长约15mm,焊接速度约20cm/min,co2气体流量约为15
‑
20l/min。
57.进一步地,步骤s2还包括对焊接好隔离层的路轨1的上平面和侧面进行平面度检测。以保证焊接后的路轨1的上平面与侧面的平面度满足要求。
58.进一步地,步骤s2中,对合格的路轨1进行打磨整形,使得隔离层的底面不超出路轨1的底面。从而在t梁面板上固定焊接路轨1时,路轨1的底面与t梁面板能够完全贴合。
59.进一步地,步骤s3中,在固定好的路轨1的两侧继续焊接隔离层至设定高度。具体地,两侧的隔离层焊缝加高至20mm,此时路轨1已加固在t梁面板上,两侧隔离层剩余部分的焊接基本不会再导致路轨1的变形。
60.进一步地,如图3所示,步骤s4中,按照从a
‑
f的顺序在t梁面板上焊接路轨1,路轨1角焊缝焊脚约14mm,进行多层多道焊。焊前预热到100℃,层间温度不低于100℃,焊接电流约240
‑
260a,焊接电压约25
‑
27v,焊丝干伸长约15mm,焊接速度约18cm/min,co2气体流量约为15
‑
20l/min,采用保温棉覆盖缓冷。角焊缝焊接完成之后,测量钢桩台车路轨1表面精度和平面度,变形度在允许范围内则进行对接缝的焊接。
61.进一步地,步骤s5中,位于预设对接焊缝的两侧的路轨1留有一定长度的缓焊区。在本实施例中,预设对接焊缝为10mm左右,通过设置缓焊区,使得焊接产生的应力释放,从而防止作用于路轨1与t梁面板间的角焊缝产生裂纹或路轨1的变形。
62.进一步地,步骤s6中,对预设对接焊缝进行满焊,使得预设对接焊缝处的隔离层相对路轨1的上表面凸出。具体地,焊前预热到100℃,层间温度不低于100℃,焊丝干伸长约15mm,co2气体流量约为15
‑
20l/min;打底焊接电流为180
‑
220a,焊接电压为21
‑
25v,焊接速度约12cm/min;填充盖面焊接电流为230
‑
270a,焊接电压为24
‑
28v,焊接速度约18cm/min。焊接过程中焊接电弧可作横向摆动,摆动幅度为10
‑
20mm。相邻焊道间焊接方向需相反,不安装引、熄弧板,但焊接过程中必须在引、熄弧处填满弧坑,避免焊接缺陷。
63.进一步地,对焊后的预设对接焊缝采用保温棉覆盖,以使预设对接焊缝的隔离层缓慢降温,防止降温过快造成焊接区域出现裂纹。
64.进一步地,对预设对接焊缝处的隔离层进行磨平处理,使得相连的路轨1之间的上表面平齐。
65.最后对缓焊区进行焊接。焊前预热到100℃,层间温度不低于100℃,焊接电流约
240
‑
260a,焊接电压约25
‑
27v,焊丝干伸长约15mm,焊接速度约18cm/min,co2气体流量约为15
‑
20l/min,焊后采用保温棉覆盖缓冷。
66.本实施例所提供的焊接方法有以下优点:
67.1)使用药芯焊丝co2半自动焊焊接所有焊缝,解决了使用埋弧焊焊接隔离层时焊缝成形困难、热输入大易变形、路轨1翻身麻烦等问题,避免了使用药芯焊丝混合气体(80%ar+20%co2)保护焊时,瓶装混合气,价格费用高,装卸及转运等麻烦;
68.2)路轨1分段吊运上船再焊接对接缝,避免整条路轨1(约18m)吊运上船的困难操作及吊运变形的风险;
69.3)钢桩台车路轨1焊接顺序及相应焊接工艺参数的选择,在保证焊接质量的同时更好地保证精度和平面度达标。
70.显然,本发明的上述实施例仅仅是为了清楚说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1