一种不锈钢防火瓦自动化生产工艺的制作方法
1.本发明涉及防火瓦加工工艺技术领域,尤其涉及一种不锈钢防火瓦自动化生产工艺。
背景技术:
2.不锈钢瓦是一种新型的屋面瓦建材,因为主材为不锈钢,所以被称作不锈钢瓦,不锈钢瓦一般都是不锈钢片通过压合成型,再在不锈钢瓦片的正面、反面以及侧面涂覆一层聚氨酯防火材料,聚氨酯,全名为聚氨基甲酸酯,是一种高分子化合物,聚氨酯又分为软质聚氨酯、硬质聚氨酯塑料和聚氨酯弹性体,软质聚氨酯主要是具有热塑性的线性结构,它比pvc发泡材料有更好的稳定性、耐化学性、回弹性和力学性能,具有更小的压缩变型性。隔热、隔音、抗震、防毒性能良好。不锈钢防火瓦具有防火、保温、防水、抗冻、耐老化、强度高、寿命长、有琉璃光泽等特点,可广泛用于油田、纺织、冶炼、化工、林区及其它厂矿企业建造厂房、仓库、棚廊等。因此用作包装、隔音、过滤材料。硬质聚氨酯塑料质轻、隔音、绝热性能优越、耐化学药品,电性能好,易加工,吸水率低。它主要用于建筑、汽车、航空工业、保温隔热的结构材料。聚氨酯弹性体性能介于塑料和橡胶之间,耐油,耐磨,耐低温,耐老化,硬度高,有弹性。主要用于制鞋工业和医疗业。聚氨酯还可以制作粘合剂、涂料、合成革等。
3.不锈钢防火瓦的结构如附图11所示,在不锈钢防火瓦进行生产的过程中,包括以下工序,首先,需要在不锈钢板上冲孔,然后转移到成型机上,成型为瓦状,然后再在表面以及侧面涂覆聚氨酯防火材料,最后获得所需的不锈钢防火瓦。
4.但是,现有的对不锈钢防火瓦进行加工时,都是通过人工对不锈钢防火瓦进行加工,人工对不锈钢防火瓦进行加工时,加工的效率低成本较高,且人工对不锈钢防火瓦进行加工时加工的误差较大,影响后续对不锈钢防火瓦的使用。
技术实现要素:
5.本发明实施例提供一种不锈钢防火瓦自动化生产工艺,以解决现有技术中的问题。
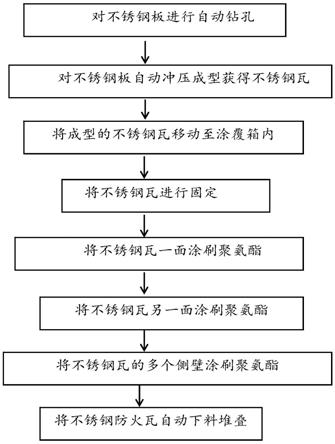
6.本发明实施例采用下述技术方案:一种不锈钢防火瓦自动化生产工艺,包括以下步骤:
7.步骤1.对不锈钢板进行自动钻孔:设置冲孔成型装置、涂覆装置、翻转固定装置和自动下料装置,所述冲孔成型装包括冲孔件、成型件和旋转件,所述旋转件呈竖直设置,所述成型件位于旋转件的一端,所述冲孔件位于旋转件的另一端,所述涂覆装置位于成型件的旁侧,所述成型件与涂覆装置之间设有移动机器人,所述移动机器人的底部设有水平移动机构,所述翻转固定装置转动连接在涂覆装置上,所述自动下料装置位于涂覆装置的旁侧,所述涂覆装置包括涂覆箱、支撑架、聚氨酯发泡机、连接管和若干涂覆喷头,所述涂覆箱的旁侧还设有侧壁涂覆件,在对不锈钢防火瓦进行成型时,将不锈钢板放置在成型件的成型箱内的下成型板上,两个升降气缸同时向下移动带动两个冲孔头移动至不锈钢板上的上
方,两个冲孔电机同时工作带动冲孔头转动对不锈钢板进行自动钻孔作业;
8.步骤2.对不锈钢板自动冲压成型:然后,冲孔成型装置的旋转电机工作带动旋转板转动,旋转板转动带动成型件和冲孔件旋转,将成型件移动至成型箱的顶部,成型油缸工作,通过两个限位杆在第一安装板上进行移动从而带动上成型板向下移动,上成型板在成型箱内进行移动配合下成型板对不锈钢板进行冲压成型作业,获得不锈钢瓦;
9.步骤3.将成型的不锈钢瓦移动至涂覆箱内:在成型完成后,上成型板通过旋转件移动开,抬升电缸工作带动抬升板向上移动对成型的不锈钢瓦进行抬升作业,在抬升后通过移动机器人将不锈钢瓦进行抓取,再通过水平移动机构带动移动机器人移动,将成型的不锈钢瓦移动至涂覆箱内;
10.步骤4.将不锈钢瓦进行固定:通过移动机器人将不锈钢瓦移动至两个翻转伸缩板上后,此时两个伸缩电缸同时相向移动从而带动两个翻转伸缩板移动对不锈钢瓦进行固定;
11.步骤5.将不锈钢瓦一面涂刷聚氨酯:在将不锈钢瓦移动至涂覆装置的涂覆箱内后,聚氨酯发泡机工作通过若干涂覆喷头将聚氨酯喷涂在不锈钢瓦上,两个移动电机同时工作带动两个移动丝杆转动从而带动刮平涂覆刷移动,刮平涂覆刷移动对不锈钢瓦上的聚氨酯进行刮平作业,防止聚氨酯发泡机将聚氨酯涂覆在不锈钢瓦上时,涂覆的不均匀影响后续的使用;
12.步骤6.将不锈钢防火瓦另一面涂刷聚氨酯:在对不锈钢瓦的另一侧进行涂覆时,两个翻转电机工作带动两个翻转盘转动从而带动不锈钢瓦的位置进行翻转,可以对不锈钢瓦的另一侧进行涂覆聚氨酯,在喷涂后通过刮平涂覆刷移动对不锈钢瓦上的聚氨酯进行刮平作业;
13.步骤7.将不锈钢瓦多个侧壁涂刷聚氨酯:在对不锈钢瓦的两个端面进行涂覆后,需要对不锈钢瓦的侧壁进行涂覆作业,此时通过自动下料装置带动侧壁涂覆件的转动板向上移动,将不锈钢瓦移动至转动板的顶部,此时自动下料装置将不锈钢瓦向下移动至侧壁涂覆件处,此时位移电缸工作带动位移板移动从而带动抹匀刷移动,抹匀刷将氨酯涂覆在不锈钢瓦的侧壁上,在不同的侧壁进行涂覆时,转动电机工作带动转动板转动从而带动不锈钢瓦进行转动,对不锈钢瓦不同的侧壁进行涂覆作业,不锈钢瓦在进行转动时,位移电缸工作带动抹匀刷的位置发生移动,跟随不锈钢瓦的转动而改变抹匀刷的位置,已实现对不锈钢防火瓦侧壁的聚氨酯的涂覆,获得所需的不锈钢防火瓦;
14.步骤8.将不锈钢防火瓦自动下料堆叠:在对不锈钢防火瓦进行下料时,需要对不锈钢防火瓦向上移动,此时自动下料装置的两个抬料气缸向上移动带动抬料板向上移动,将涂覆箱上的不锈钢防火瓦向上移动,以便后续自动吸盘对不锈钢防火瓦的吸取,滑动电机工作带动滑动齿轮在两个下料架上进行转动从而带动下料板在两个下料架上进行移动,将自动吸盘移动至涂覆箱的底部,下料电缸的伸缩端向下移动带动自动吸盘向下移动对不锈钢防火瓦进行吸取,在吸取后通过滑动电机工作将不锈钢防火瓦移动至存放架上,自动吸盘将不锈钢防火瓦移动堆叠至存放架上,实现对不锈钢防火瓦的自动下料作业。
15.本发明实施例采用的上述至少一个技术方案能够达到以下有益效果:
16.本发明的工艺设计巧妙,工序之间衔接顺畅,实现了对不锈钢板进行自动钻孔、对不锈钢板自动冲压成型、将成型的不锈钢瓦移动至涂覆箱内、将不锈钢瓦进行固定、将不锈
钢瓦一面涂刷聚氨酯剂、将不锈钢防火瓦另一面涂刷聚氨酯剂、将不锈钢瓦多个侧壁涂刷聚氨酯剂以及将不锈钢防火瓦自动下料堆叠,提高了不锈钢耐火瓦的生产速度,节约了人工,降低了生产成本,具有显著的经济效益,减去了中途需要人工进行转运的步骤,提高了工作效率。
附图说明
17.此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
18.图1为本发明的立体结构示意图一;
19.图2为本发明的立体结构示意图二;
20.图3为本发明的俯视图;
21.图4为本发明的冲孔成型装置的立体结构示意图;
22.图5为本发明的冲孔成型装置的侧视图;
23.图6为本发明的局部立体结构示意图;
24.图7为本发明的涂覆装置的立体结构示意图一;
25.图8为本发明的涂覆装置的立体结构示意图二;
26.图9为本发明的自动下料装置的立体结构示意图
27.图10为本发明的侧壁涂覆件的立体结构示意图
28.图11为不锈钢防火瓦的产品图;
29.图12为本发明的工艺流程图。
30.附图标记:
31.冲孔成型装置1,冲孔件11,第二安装板111,安装框112,升降气缸113,冲孔电机114,冲孔头115,成型件12,成型箱121,下成型板122,上成型板123,第一安装板124,抬升电缸125,限位杆126,抬升板127,成型油缸128,旋转件13,电机座131,旋转电机132,旋转板133,转动轮134,旋转槽135,涂覆装置2,涂覆箱21,支撑架22,聚氨酯发泡机23,连接管24,涂覆喷头25,刮平涂覆刷26,移动丝杆27,移动电机28,翻转固定装置3,翻转电机31,翻转盘32,伸缩电缸33,翻转伸缩板34,自动下料装置4,下料架41,下料板42,下料电缸43,自动吸盘44,存放架45,抬料板46,抬料气缸47,滑动电机48,滑动齿轮49,移动机器人5,水平移动机构51,侧壁涂覆件6,转动板61,转动电机62,电缸座63,位移电缸64,位移板65,抹匀刷66。
具体实施方式
32.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明具体实施例及相应的附图对本发明技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.下面结合图1至图12所示,本发明实施例提供了一种不锈钢防火瓦自动化生产工艺,设置冲孔成型装置1、涂覆装置2、翻转固定装置3和自动下料装置4,所述冲孔成型装置1包括冲孔件11、成型件12和旋转件13,所述旋转件13呈竖直设置,所述成型件12位于旋转件13的一端,所述冲孔件11位于旋转件13的另一端,所述涂覆装置2位于成型件12的旁侧,所
述涂覆装置2包括涂覆箱21、支撑架22、聚氨酯发泡机23、连接管24和若干涂覆喷头25,所述涂覆箱21的旁侧还设有侧壁涂覆件6,所述成型件12与涂覆装置2之间设有移动机器人5,所述移动机器人5的底部设有水平移动机构51,所述翻转固定装置3转动连接在涂覆装置2上,所述自动下料装置4位于涂覆装置2的旁侧,在对不锈钢防火瓦进行成型时,将不锈钢板放置在成型箱121内的下成型板122上,两个升降气缸113同时向下移动带动两个冲孔头115移动至不锈钢板上的上方,两个冲孔电机114同时工作带动冲孔头115转动对不锈钢板进行自动钻孔作业;
34.步骤2.对不锈钢板自动冲压成型:然后,旋转电机132工作带动旋转板133转动,旋转板133转动带动成型件12和冲孔件11旋转,将成型件12移动至成型箱121的顶部,成型油缸128的工作通过两个限位杆126在第一安装板124上进行移动从而带动上成型板123向下移动,上成型板123在成型箱121内进行移动配合下成型板122对不锈钢板进行冲压成型作业,获得不锈钢瓦;
35.步骤3.将成型的不锈钢瓦移动至涂覆箱内:在成型完成后,上成型板123通过旋转件移动开,抬升电缸125工作带动抬升板127向上移动对成型的不锈钢瓦进行抬升作业,在抬升后通过移动机器人5将不锈钢防火瓦进行抓取,再通过水平移动机构51带动移动机器人5移动,将成型的不锈钢瓦移动至涂覆箱21内;
36.步骤4.将不锈钢瓦进行固定:通过移动机器人5将不锈钢瓦移动至两个翻转伸缩板34上后,此时两个伸缩电缸33同时相向移动从而带动两个翻转伸缩板34移动对不锈钢瓦进行固定;
37.步骤5.将不锈钢瓦一面涂刷聚氨酯:在将不锈钢瓦移动至涂覆箱21内后,聚氨酯发泡机23工作通过若干涂覆喷头25将聚氨酯喷涂在不锈钢瓦上,两个移动电机28同时工作带动两个移动丝杆27转动从而带动刮平涂覆刷26移动,刮平涂覆刷26移动对不锈钢瓦上的聚氨酯进行刮平作业,防止聚氨酯发泡机23将聚氨酯涂覆在不锈钢瓦上时,涂覆的不均匀影响后续的使用;
38.步骤6.将不锈钢瓦另一面涂刷聚氨酯:在对不锈钢瓦的另一侧进行涂覆时,两个翻转电机31工作带动两个翻转盘32转动从而带动不锈钢瓦的位置进行翻转,可以对不锈钢瓦的另一侧进行涂覆聚氨酯,在喷涂后通过刮平涂覆刷26移动对不锈钢瓦上的聚氨酯进行刮平作业;
39.步骤7.将不锈钢瓦多个侧壁涂刷聚氨酯:在对不锈钢瓦的两个端面进行涂覆后,需要对不锈钢瓦的侧壁进行涂覆作业,此时通过自动下料装置4带动转动板61向上移动,将不锈钢瓦移动至转动板61的顶部,此时自动下料装置4将不锈钢瓦向下移动至侧壁涂覆件6处,此时位移电缸64工作带动位移板65移动从而带动抹匀刷66移动,抹匀刷66将氨酯发泡涂覆在不锈钢瓦的侧壁上,在不同的侧壁进行涂覆时,转动电机62工作带动转动板61转动从而带动不锈钢瓦进行转动,对不锈钢瓦不同的侧壁进行涂覆作业,不锈钢瓦在进行转动时,位移电缸64工作带动抹匀刷66的位置发生移动,跟随不锈钢瓦的转动而改变抹匀刷66的位置,已实现对不锈钢瓦侧壁的氨酯发泡的涂覆,获得所需的不锈钢防火瓦;
40.步骤8.将不锈钢防火瓦自动下料堆叠:在对不锈钢防火瓦进行下料时,需要对不锈钢防火瓦向上移动此时两个抬料气缸47向上移动带动抬料板46向上移动,将涂覆箱21上的不锈钢防火瓦向上移动,以便后续自动吸盘44对不锈钢防火瓦的吸取,滑动电机48工作
带动滑动齿轮49在两个下料架41上进行转动从而带动下料板42在两个下料架41上进行移动,将自动吸盘44移动至涂覆箱21的底部,下料电缸43的伸缩端向下移动带动自动吸盘44向下移动对不锈钢防火瓦进行吸取,在吸取后通过滑动电机48工作将不锈钢防火瓦移动至存放架45上,自动吸盘44将不锈钢防火瓦移动堆叠至存放架45上,实现对不锈钢防火瓦的自动下料作业。
41.具体地,所述旋转件13包括电机座131、旋转电机132、旋转板133和两个转动轮134,所述旋转电机132位于电机座131上且旋转电机132的主轴竖直向上设置,所述旋转板133的中间位置与旋转电机132的主轴连接,所述电机座131上设有旋转槽135,两个所述转动轮134的顶部对称设置在旋转板133的底部且两个转动轮134与旋转槽135滑动配合。在对不锈钢进行成型时,需要对不锈钢进行冲孔和成型,此时旋转电机132工作带动旋转板133转动,旋转板133转动带动成型件12和冲孔件11旋转,首先对不锈钢板进行冲孔再对不锈钢板进行成型作业,在旋转的过程中两个转动轮134可以在旋转槽135内进行转动,对旋转板133的旋转进行支撑,减小对旋转电机132主轴的压力。
42.具体地,所述成型件12包括成型箱121、下成型板122、上成型板123、第一安装板124、抬升电缸125和两个限位杆126,所述成型箱121呈竖直设置,所述下成型板122水平设置在成型箱121内,所述下成型板122上设有与其相配合的抬升板127,所述抬升板127与下成型板122滑动配合,所述抬升电缸125位于成型箱121的底部且抬升电缸125与抬升板127的底部连接,所述第一安装板124与旋转板133的一端固定连接,所述第一安装板124上设有成型油缸128,两个所述限位杆126对称设置在上成型板123上且限位板与第一安装板124滑动配合,所述上成型板123与成型油缸128的伸缩端连接,所述下成型板122上设有两个冲孔槽。冲孔槽用于对钻孔废料的排出,在对不锈钢板进行成型时,将不锈钢放置在成型箱121内的下成型板122上,此时成型油缸128的工作通过两个限位杆126在第一安装板124上进行移动从而带动上成型板123向下移动,上成型板123在成型箱121内进行移动配合下成型板122对不锈钢板进行冲压成型作业,在成型完成后,上成型板123通过旋转件移动开,抬升电缸125工作带动抬升板127向上移动对成型的不锈钢瓦进行抬升作业,在抬升后通过移动机器人5将不锈钢瓦进行抓取,再通过水平移动机构51带动移动机器人5移动,将成型的不锈钢瓦移动至涂覆组件内。
43.具体地,所述冲孔件11包括第二安装板111、两个安装框112、两个升降气缸113、两个冲孔电机114和两个冲孔头115,所述第二安装板111位于旋转板133的另一端,两个所述升降气缸113对称设置在第二安装板111的顶部,两个所述安装框112分别与两63个升降气缸113的伸缩端连接,两个所述冲孔电机114分别设置在两个安装框112内,每个所述冲孔电机114的主轴上均设有冲孔头115。在对不锈钢板进行冲孔时,两个升降气缸113同时向下移动带动两个冲孔头115移动至不锈钢上的上方,两个冲孔电机114同时工作带动冲孔头115转动对不锈钢板进行自动钻孔作业,提高了工作效率。
44.具体地,所述涂覆箱21位于成型箱121的旁侧,所述支撑架22位于涂覆箱21的顶部,所述聚氨酯发泡机23位于涂覆箱21的旁侧,所述连接管24位于支撑架22上且与聚氨酯发泡机23相连通,若干所述涂覆喷头25等间距设置在连接管24上。在将不锈钢瓦移动至涂覆箱21内后,聚氨酯发泡机23工作通过若干涂覆喷头25将聚氨酯喷涂在不锈钢瓦上,实现对不锈钢瓦的自动涂覆作业,提高了工作效率。
45.具体地,所述涂覆装置2还包括刮平涂覆刷26、两个移动丝杆27和两个移动电机28,两个所述移动丝杆27对称转动连接在涂覆箱21上,两个所述移动电机28对称设置在涂覆箱21的侧壁上且两个移动电机28的主轴分别与两个移动丝杆27传动连接,所述刮平涂覆刷26与两个移动丝杆27螺纹连接,所述刮平涂覆刷26与涂覆箱21滑动配合,所述刮平涂覆刷26为柔性材质制成。在将聚氨酯涂覆至不锈钢瓦上后,两个移动电机28同时工作带动两个移动丝杆27转动从而带动刮平涂覆刷26移动,刮平涂覆刷26移动对不锈钢瓦上的聚氨酯进行刮平作业,防止聚氨酯发泡机23将聚氨酯涂覆在不锈钢瓦上时,涂覆的不均匀影响后续的使用。
46.具体地,所述翻转固定装置3设有两个,两个所述翻转固定装置3对称设置在涂覆箱21上,每个所述翻转固定装置3均包括翻转电机31、翻转盘32、伸缩电缸33和翻转伸缩板34,所述翻转盘32转动连接在涂覆箱21内,所述翻转电机31位于涂覆箱21的侧壁上且翻转电机31的主轴与翻转盘32传动连接,所述伸缩电缸33的尾端与翻转盘32固定连接,所述涂覆箱21上设有供伸缩电缸33转动的转动槽,所述翻转伸缩板34与伸缩电缸33的伸缩端连接。通过移动机器人5将不锈钢瓦移动至两个翻转伸缩板34上后,此时两个伸缩电缸33同时相向移动从而带动两个翻转伸缩板34移动对不锈钢瓦进行固定,防止在将聚氨酯涂覆在不锈钢瓦上时,不锈钢瓦的位置发生偏移,影响后续使用,在对不锈钢瓦的另一侧进行涂覆时,两个翻转电机31工作带动两个翻转盘32转动从而带动不锈钢瓦的位置进行翻转,可以对不锈钢瓦的另一侧进行涂覆聚氨酯,提高了工作效率。
47.具体地,所述自动下料装置4包括下料架41、下料板42、下料电缸43、自动吸盘44和存放架45,所述下料架41设有两个,两个所述下料架41位于涂覆箱21的旁侧,所述下料板42与下料架41滑动配合,所述下料电缸43位于下料板42的顶部且自动吸盘44与下料电缸43的伸缩端连接,所述存放架45位于两个下料架41之间,所述下料板42上设有滑动电机48,所述滑动电机48的主轴上设有滑动齿轮49,所述下料架41上设有与滑动齿轮49啮合的齿槽。在对不锈钢防火瓦进行涂覆后,需要对不锈钢防火瓦进行下料堆叠,此时滑动电机48工作带动滑动齿轮49在两个下料架41上进行转动从而带动下料板42在两个下料架41上进行移动,将自动吸盘44移动至涂覆箱21的底部,下料电缸43的伸缩端向下移动带动自动吸盘44向下移动对不锈钢防火瓦进行吸取,在吸取后通过滑动电机48工作将不锈钢防火瓦移动至存放架45上,自动吸盘44将不锈钢防火瓦移动堆叠至存放架45上。
48.具体地,所述自动下料装置4还包括抬料板46和两个抬料气缸47,两个所述抬料气缸47对称设置在涂覆箱21的底部,所述抬料板46与两个抬料气缸47的伸缩端固定连接。在对不锈钢防火瓦进行下料时,需要对不锈钢防火瓦向上移动此时两个抬料气缸47向上移动带动抬料板46向上移动,将涂覆箱21上的不锈钢防火瓦向上移动,以便后续自动吸盘44对不锈钢防火瓦的吸取,便于不锈钢防火瓦的堆叠。
49.具体地,所述侧壁涂覆件6包括转动板61、转动电机62、电缸座63、位移电缸64、位移板65和抹匀刷66,所述转动电机62位于抬料板66的底部,所述转动板61与转动电机62的主轴连接且与抬料板66滑动配合,所述电缸座63位于涂覆箱21的旁侧,所述位移电缸64水平安装在电缸座63的顶部,所述位移板65与位移电缸64的伸缩端连接,所述抹匀刷66与位移板65固定连接,所述聚氨酯发泡机23上设有延伸至抹匀刷66顶部的延伸管。延伸管可以将氨酯发泡喷涂在抹匀刷66上,在对不锈钢瓦的两个端面进行涂覆后,需要对不锈钢瓦的
侧壁进行涂覆作业,此时通过自动下料装置4带动转动板61向上移动,将不锈钢瓦移动至转动板61的顶部,此时自动下料装置4将不锈钢瓦向下移动至侧壁涂覆件6处,此时位移电缸64工作带动位移板65移动从而带动抹匀刷66移动,抹匀刷66将氨酯发泡涂覆在不锈钢瓦的侧壁上,在不同的侧壁进行涂覆时,转动电机62工作带动转动板61转动从而带动不锈钢瓦进行转动,对不锈钢瓦不同的侧壁进行涂覆作业,不锈钢瓦在进行转动时,位移电缸64工作带动抹匀刷66的位置发生移动,跟随不锈钢瓦的转动而改变抹匀刷66的位置,已实现对不锈钢瓦侧壁的氨酯发泡的涂覆,获得了所需的不锈钢防火瓦。
50.以上所述仅为本发明的实施例而已,并不用于限制本发明。对于本领域技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原理之内所作的任何修改、等同替换、改进等,均应包含在本发明的权利要求范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1