一种2轴的齿轮端面齿牙倒角的廓型控制与编程方法
1.本发明属于磨削加工领域,具体涉及齿轮端面齿牙倒角的廓型控制与编程。
背景技术:
2.基于移动轴a和移动轴x的2轴齿轮端面齿牙倒角,具有机床结构简单、成本低、加工效率高等特点。但是,对齿轮端面齿牙倒角廓型的控制和加工编程,则需要做廓型曲面规划和加工轨迹曲线编程,非常麻烦。
3.为此,本发明提出了一种针对a
‑
x两轴齿轮端面齿牙倒角的廓型控制与加工编程方法。通过齿轮端面齿牙上的4个控制点,来定义和规划倒角廓型;将铣削倒角的运动轨迹规划为a
‑
x平面的一段圆弧,利用数控系统的圆弧插补指令,实现齿轮端面齿牙倒角的铣削加工。
技术实现要素:
4.本发明的目的在于提供一种2轴的齿轮端面齿牙倒角的廓型控制与编程方法,通过齿轮端面齿牙上的4个控制点,来定义和规划倒角廓型;将铣削倒角的运动轨迹规划为a
‑
x平面的一段圆弧,利用数控系统的圆弧插补指令,实现齿轮端面齿牙倒角的铣削加工。
5.一、运动结构与坐标
6.齿轮与倒角铣刀相对位置和运动关系,如图1所示。齿轮回转轴与机床旋转轴a重合,与机床移动轴x重合,齿轮随a轴转动,铣刀回转轴轴线位于xoy平面,铣刀随x轴移动,可以通过铣刀夹具机械装置,调整铣刀姿态和铣刀在z轴方向和y轴方向的位置。
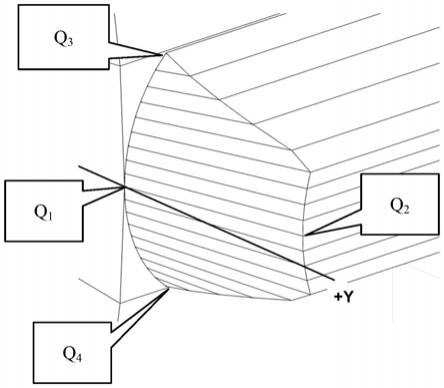
7.二、齿轮端面齿牙的倒角廓型控制点
8.如图2所示,在齿轮端面齿牙上选取4个点q1、q2、q3和q4作为齿轮端面齿牙倒角的廓型控制点:q1位于齿轮端面齿牙的齿根中间位置,q1点的x轴坐标记为x1;q3点为从q1位置出发,绕x轴逆时针旋转一定角度t,到q1所在齿牙的齿根齿槽交界位置的齿槽一侧,且沿x轴负方向移动到x3坐标位置;q4点为从q1位置出发,绕x轴顺时针旋转一定角度t,到q1所在齿牙的齿根齿槽交界位置的齿槽一侧,且沿x轴负方向移动到x4坐标位置(x4=x3);q2为从q1点出发,沿q1所在齿根圆的半径方向移动到齿轮端面齿牙的齿顶位置,且沿x轴负方向移动到x2坐标位置。显然,q1、q3和q4位于齿轮齿根所在圆柱体上。
9.三、铣刀位置姿态调整与倒角廓型控制点
10.通过倒角铣刀夹具机械的调整,让铣刀刀尖p1到x轴的距离等于q1点到x轴的距离,让铣刀回转轴线位于xoy平面,让铣刀刀体回转面与xoy平面相交的割线p1p2与yoz平面的夹角等于线段q1q2与yoz平面的夹角,如图3所示,数控系统的x坐标为铣刀刀尖p1在坐标系中的x轴坐标值。
11.数控系统可以控制a轴和x轴两轴联动,让铣刀沿x轴方向移动,让齿轮随a轴旋转,让铣刀刀尖p1沿曲线q3q1q4移动,铣刀刀体在运动中形成的包络面,就是倒角廓型。显然,刀尖经过q1点时,刀体p1p2线段正好经过q2点。因此,可以通过调整q2、q3、q4相对于q1的位置,得
到所需要的倒角廓型。
12.四、倒角铣削轨迹曲线q3q1q4的计算
13.旋转a轴,当q3点位于y轴正半轴所在xoy平面时,数控系统a轴角度记为a3;旋转a轴,当q1点位于y轴正半轴所在xoy平面时,数控系统a轴角度记为a1;旋转a轴,令q4点位于y轴正半轴所在xoy平面时,数控系统a轴角度记为a4;将(a3,x3)、(a1,x1)和(a4,x4)当做a
‑
x平面上的3个坐标点,计算出a
‑
x平面上这3个点所在圆的半径r和圆心坐标(a
a
,b
x
)。由图2和图3可以看出,a
‑
x平面上,这3个点所在圆的圆心的a坐标a
a
为a1。将齿根圆柱面上倒角廓型曲线q3q1q4描述为a
‑
x平面上圆心坐标为(a
a
,b
x
),圆半径为r的圆弧。
14.五、齿轮端面齿牙倒角铣削编程
15.对齿轮端面每一个齿牙进行倒角铣削编程,所包含的步骤如下:
16.步骤1,数控系统发出指令,让a轴旋转到a3角度,让x轴移动到x3坐标位置,让q3点位于xoy平面,让铣刀刀尖p1与q3点重合;数控系统发出指令,a
‑
x两轴联动,以点(a3,x3)为起始点,以点(a4,x4)为终点,以点(a
a
,b
x
)为圆心,以r为半径,让铣刀刀尖p1从起点q3(a3,x3)出发、途径q1(a1,x1)到达终点q4(a4,x3),在a
‑
x平面划一道圆弧;由于铣刀刀体线段p1p2与yoz平面的夹角等于q1q2与yoz平面的夹角,铣刀刀尖p1在经过q1点时,铣刀刀体线段p1p2也会经过q2点,最终铣削加工出一个由廓型控制点q1、q2、q3和q4所规定的倒角曲面;
17.步骤2,齿轮齿数记为n,令a3=a3+360/n,a1=a1+360/n,a4=a4+360/n,a
a
=a
a
+360/n;
18.步骤3,将步骤1和步骤2重复n
‑
1次,对n个齿完成铣削倒角。
19.有益效果:
20.本发明的有益效果是,在a
‑
x两轴机床上,实现了齿轮端面齿牙倒角,相比更多轴的机床,减少了机床设备成本;通过齿轮端面齿牙上的q1、q2、q3和q4四个廓型控制点,可以让用户便捷地确定齿轮端面齿牙倒角的廓型,避免了复杂的型面设计计算;通过铣刀姿态位置的调整,可以让铣刀刀体线段p1p2与齿轮端面齿牙倒角廓形基本吻合;倒角铣削指令为一条简单的圆弧插补指令,编程简单,适合几乎所有的数控系统。
附图说明:
21.图1.装夹在机床上的齿轮、铣刀及所在坐标系。
22.图2.齿轮端面齿牙倒角廓型的4个控制点q1、q2、q3和q4。
23.图3.通过铣刀夹具位置姿态的调整,铣刀刀尖p1到x轴的距离等于q1点到x轴的距离,铣刀回转轴线位于xoy平面,铣刀刀体旋转面与xoy平面相交的割线p1p2与yoz平面的夹角等于线段q1q2与yoz平面的夹角。
具体实施方式
24.下面结合附图和具体实施方式,进一步阐明本发明。应理解下述具体实施方式仅用于说明本发明而不用于限制本发明的范围。
25.装夹在机床上的齿轮与倒角铣刀相对位置和坐标系,如图1所示。
26.按图2所示,在齿轮端面齿牙上选取4个点q1、q2、q3和q4作为齿轮端面齿牙倒角的廓型控制点,q1位于齿轮端面齿牙的齿根中间位置,q1点的x轴坐标记为x1;q3点为从q1位置
出发,绕x轴逆时针旋转一定角度t,到q1所在齿牙的齿根齿槽交界位置的齿槽一侧,且沿x轴负方向移动到x3坐标位置;q4点为从q1位置出发,绕x轴顺时针旋转一定角度t,到q1所在齿牙的齿根齿槽交界位置的齿槽一侧,且沿x轴负方向移动到x4坐标位置(x4=x3);q2为从q1点出发,沿q1所在齿根圆的半径方向移动到齿轮端面齿牙的齿顶位置,且沿x轴负方向移动到x2坐标位置。
27.按图3所示,调整铣刀夹具位置姿态。让铣刀刀尖p1到x轴的距离等于q1点到x轴的距离,让铣刀回转轴线位于xoy平面,让铣刀刀体旋转面与xoy平面相交的割线p1p2与yoz平面的夹角等于线段q1q2与yoz平面的夹角。
28.旋转a轴,令在q1点位于y轴正半轴所在xoy平面,记录此时a轴角度a1;旋转a轴,令q3点位于y轴正半轴所在xoy平面,记录此时a轴角度a3(显然,a3=a1+t);旋转a轴,令q4点位于y轴正半轴所在xoy平面时,记录此时a轴角度a4(显然,a4=a1‑
t);将(a3,x3)、(a1,x1)和(a4,x4)当做a
‑
x平面上的3个坐标点,计算出a
‑
x平面上这3个点所在圆半径r和圆心坐标(a
a
,b
x
);将齿根圆柱面上倒角廓型曲线q3q1q4描述为a
‑
x平面上圆心坐标为(a
a
,b
x
),圆半径为r的圆弧。
29.对齿轮端面每一个齿牙进行倒角铣削编程,所包含的步骤如下:
30.步骤1,数控系统发出命令,让a轴旋转到a3角度,让x轴移动到x3坐标位置,此时,铣刀刀尖p1与q3点重合;数控系统发出圆弧插补指令,让a
‑
x两轴联动,以点(a
a
,b
x
)为圆心,以r为半径,让铣刀刀尖p1从起点q3(a3,x3)出发、途径点q1(a1,x1)到达终点q4(a4,x3)划一道圆弧;
31.步骤2,齿轮齿数记为n,令a3=a3+360/n,a1=a1+360/n,a4=a4+360/n,a
a
=a
a
+360/n;
32.步骤3,将步骤1和步骤2重复n
‑
1次,对n个齿完成铣削倒角。
33.本发明方案所公开的技术手段不仅限于上述技术手段所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。
34.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1