一种折弯中心压平工艺的送料补偿方法与流程
1.本发明涉及数控加工领域,特别涉及一种折弯中心压平工艺的送料补偿方法。
背景技术:
2.在数控加工中,在操作多边折弯中心时,经常会用于进行压平工艺(又称压死边或死边工艺),该工艺的原理是通过折弯刀预折一个钝角,随后通过上压料器下压折起的侧边,从而使钣金发生塑性变形。其中,在上压力器与折起侧边接触时,上压料器会给折起侧边施加一个非预期的水平力,从而影响工艺效果,而为了减小该力,通常的做法是增加预折钝角的角度,理论上来说,当折起角度为180度时,上压料器便不再会给钣金施加该水平力。然而,由于相应机构本身结构的限制,折起角度是无法等于或接近于180度的,因此,该非预期的水平力无法根本消除,只能由折弯中心的送料轴承受,而当该力过大时会导致送料轴机构的压杆发生变形,不仅会对工艺效果造成影响,还会增加机构的磨损,降低机床的使用寿命。
技术实现要素:
3.为解决上述问题,本发明提供了一种折弯中心压平工艺的送料补偿方法。
4.根据本发明的一个方面,提供了一种折弯中心压平工艺的送料补偿方法,包括以下步骤
5.1)将待加工的加工件折起一个预折角度;
6.2)通过送料轴将所述加工件送料到上压料器和下压料器之间;
7.3)所述上压料器快速定位到所述加工件的折起侧边的端点处;
8.4)对所述送料轴预设一个最大扭力;
9.5)所述上压料器下压,同时所述送料轴进行送料动作,直到所述送料轴和所述上压料器共同完成死边压料;
10.其中,在上述送料过程中,如果电机扭力超过最大扭力,则中断送料,所述上压料器持续压料直到完成死边压料。
11.本发明中的折弯中心压平工艺的送料补偿方法通过设置在送料过程中,若电机扭力超过预设的最大扭力则中断送料的方式,根本上解决了有害水平力带给机构的形变或加工件与机构相对滑动,相较于同业通过提高折弯角度来降低水平力的方式,从而有效的提高机床的使用寿命和加工精度。
12.在一些实施方式中,在步骤1)中,所述预折角度为135
°
。由此,设置了预折角度的合适大小,而从另一个方面来看,也可以认为该角度的大小为45
°
。
13.在一些实施方式中,在步骤2)之前,所述送料轴和所述上压料器先执行让刀动作。由此,送料轴和上压料器先执行让刀动作,能够为接下来的送料加工作准备。
14.在一些实施方式中,在步骤5)之前,先将所述上压料器下压至刚接触所述加工件。由此,在进行下压加工和送料之前,先设置将所述上压料器下压至刚接触所述加工件能够
为后续的加工工作进行校准。
15.在一些实施方式中,所述送料轴的最大送料距离为l
‑
l*cosθ。由此,设置了送料轴的最大送料距离,其中l为加工件的折起侧边,θ为送料轴和折起侧边的夹角。
16.在一些实施方式中,所述最大扭力根据所述加工件的材料属性自行调节。由此,设置了最大扭力的设置方式。
17.在一些实施方式中,送料动作包括主动送料和被动送料。由此,设置了送料动作的种类,其中被动送料中,送料轴以低扭矩运行。
18.在一些实施方式中,所述加工件为钣金。由此,设置了加工件的合适种类。
附图说明
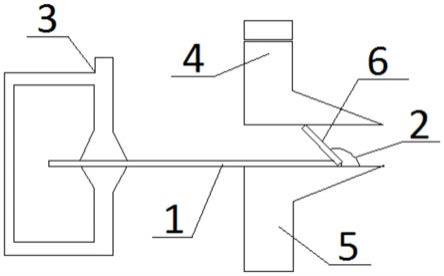
19.图1为本发明一实施方式的一种折弯中心压平工艺的送料补偿方法的加工部位的结构示意图;
20.图2为图1所示加工件的结构示意图;
21.图3为图1所示折弯中心压平工艺的送料补偿方法的流程图。
22.图中:加工件1,预折角度2,送料轴3,上压料器4,下压料器5,折起侧边6。
具体实施方式
23.下面结合附图对本发明作进一步详细的说明。
24.现有的折弯中心加工死边工艺的加工过程为:首先将加工件折起一个角度,然后通过送料机构将折起的加工件回拉到上压料器和下压料器之间,再通过上压料器将钣金压平。
25.其中,上压料器的运动是竖直方向的直线运动,理论情况下,在压平的过程中,加工件的折起侧边的端点的运动轨迹是为以折角为圆心、折起侧边边长为半径的圆弧。而因为有摩擦力的存在,则在压平的过程中,上压料器会阻止加工件折起侧边的端点在水平方向进行运动,转而给加工件一个水平方向的力,使得加工件被拉动。
26.因此,实际生产加工中,加工件在水平方向受制于水平方向送料轴的运动,即上压料器在下压过程中送料轴固定不动,因此,上述被加工件拉动距离最终体现为机构的形变,如果水平力过大时,加工件设置从夹具中滑动,从而影响加工精度。
27.图1示意性地显示了根据本发明的一种实施方式的一种折弯中心压平工艺的送料补偿方法的加工部位的结构,图2显示了图1中的加工件的结构,图3显示了图1中的折弯中心压平工艺的送料补偿方法的流程。如图1
‑
3所示,该方法在现有折弯中心加工死边工艺的基础上添加了一些内容,其具体步骤如下所述。
28.首先,将待加工的加工件1折起一个角度,该角度称为预折角度2。优选的,该预折角度2为135
°
,从另一个方面来看,也可以认为该角度为45
°
。其中,加工件1折起后的部位位于其他部位的上方,称为折起侧边6。
29.此外,加工件1优选为钣金等。
30.然后,通过送料轴3将加工件1送料到上压料器4和下压料器5之间,至少加工件1的折起侧边6全部位于压料器和下压料器5之间。其中,在执行该送料操作之前,可以先使送料轴3和上压料器4执行让刀动作,以为接下来的送料加工作一些准备。
31.再然后,将上压料器4快速定位到加工件1的折起侧边6的端点处,即折起侧边6的最高处,并且对送料轴3预设一个最大扭力。其中,该最大扭力的具体值一般是根据加工件1的材料属性自行调节的。
32.最后,将上压料器4下压,同时电机带动送料轴3进行送料动作,完成死边压料。其中,具体完成死边压料的方式需要根据最大扭力进行判断,当电机扭力不超过最大扭力时,送料轴3和上压料器4共同完成死边压料;而电机扭力超过时最大扭力,则根据预设程序中断送料,紧靠上压料器4持续压料,直到最终完成死边压料。
33.优选的,在执行该步骤之前,可以先将上压料器4下压至刚接触加工件1,即折起侧边6的端点处,以对后续加工工作进行准备和校准。
34.而在该步骤中,送料轴3的最大送料距离为l
‑
l*cosθ,其中,l为折起侧边6的长度,θ为折起侧边6与加工件1其他部位的夹角。
35.此外,本实施方式中的送料动作不限于主动送料,也可以包括送料轴3以低扭矩运行的被动送料方式。
36.本发明中的折弯中心压平工艺的送料补偿方法通过设置在送料过程中,若电机扭力超过预设的最大扭力则中断送料的方式,根本上解决了有害水平力带给机构的形变或相对滑动,相较于同业通过提高折弯角度来降低水平力的方式,从而有效的提高机床的使用寿命和加工精度。
37.以上所述的仅是本发明的一些实施方式。对于本领域的普通技术人员来说,在不脱离本发明创造构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1