截止阀组装机的制作方法
1.本发明涉及截止阀组装设备领域,特别涉及一种截止阀组装机。
背景技术:
2.截止阀是利用阀杆螺旋升降,带动密封垫开启、关闭进出口管道,且具有非常可靠的切断及对流量的调节功能。通常截止阀组装采用手工或半自动设备装配,效率较低。
3.故需要提供一种截止阀组装机来解决上述的问题。
技术实现要素:
4.本发明涉及一种截止阀组装机,该截止阀组装机包括机箱、阀体单元、阀芯单元、锁阀芯单元、手柄单元、锁手柄单元、密封检测单元以及输送线。阀体单元、阀芯单元、锁阀芯单元、手柄单元、锁手柄单元以及密封检测单元沿输送线的输送方向依次设置。输送线将其上的固定座输送到相应的位置,阀体单元提供阀体并将阀体放入固定座内,阀芯单元的阀芯夹取装置将阀芯从阀芯供料装置内转运放置到阀体内,阀芯通过锁阀芯单元按设定扭力锁紧在阀体上。手柄单元提供手柄以及将手柄与阀芯对位放置,手柄通过锁手柄单元将手柄组装在阀芯上。输送线将组装好的截止阀输送到密封检测单元检测其气密性。该截止阀组装机全自动化安装,大大提高了组装的效率,解决了现有技术中采用手工或半自动设备装配导致效率较低的问题。
5.为解决上述问题,本发明的内容为:一种截止阀组装机,用于将阀体、阀芯、手柄组装成截止阀,其包括:
6.机箱,设置有固定座;
7.阀体单元,用于提供所述阀体并将所述阀体放入所述固定座内;
8.阀芯单元,包括阀芯供料装置与阀芯夹取装置;所述阀芯供料装置位于所述机箱的一侧,所述阀芯夹取装置设置在所述机箱上,所述阀芯夹取装置用于将所述阀芯从所述供料装置内转运放置到所述阀体内;
9.锁阀芯单元,设置在所述机箱上,用于检测是否有所述阀芯以及将所述阀芯按设定扭力锁紧在所述阀体上;
10.手柄单元,设置在所述机箱的一侧,用于提供所述手柄以及将所述手柄与所述阀芯对位放置;
11.锁手柄单元,设置在所述机箱上,用于将所述手柄组装在所述阀芯上;
12.密封检测单元,设置在所述机箱上,用于检测组装好的截止阀的气密性;以及,
13.输送线,设置在所述机箱上,所述固定座设置在所述输送线上,所述阀体单元、所述阀芯单元、所述锁阀芯单元、所述手柄单元、所述锁手柄单元以及所述密封检测单元沿所述输送线的输送方向依次设置。
14.本发明所述的截止阀组装机中,所述阀芯设置有粗杆段与细杆段,所述阀芯单元还包括翻转装置与阀芯转运装置。所述翻转装置设置在所述机箱上,且位于所述阀芯夹运
装置的一侧,所述翻转装置用于将所述细杆段朝上所述粗杆段朝下设置,提高了所述阀芯单元的兼容性以及组装效率。所述阀芯转运装置用于将翻转后的所述粗杆段放置到所述阀体内。
15.进一步的,所述阀芯供料装置设置有阀芯出料口,所述阀芯夹取装置设置在所述阀芯出料口位置,所述翻转装置设置在所述阀芯夹取装置的一端,所述翻转装置设置有第一机械手,所述第一机械手位于所述阀芯夹取装置的上端。所述阀芯转运装置设置在所述阀芯夹取装置的另一端,且位于所述输送线的一侧。结构紧凑,减少占用空间。
16.进一步的,所述阀芯夹取装置包括基座、第一水平驱动气缸以及夹取机构。所述基座设置在所述机箱上;所述第一水平驱动气缸设置在所述基座上。所述夹取机构设置有支撑块与夹取块,所述支撑块与所述第一水平驱动气缸的输出轴传动连接。所述夹取块设置在所述阀芯出料口位置,提高取料效率,所述夹取块的一端与所述支撑块连接,所述夹取块靠近所述阀芯出料口的一端设置有卡槽,所述卡槽用于放置从所述阀芯出料口输送出来的所述阀芯。
17.进一步的,所述卡槽设置有第一卡槽与第二卡槽,所述第一卡槽与所述第二卡槽连通设置,所述第二卡槽的截面积小于所述粗杆段的最大截面积,位粗杆段提供支撑,卡接更稳定。所述第一卡槽的底面高度低于所述阀芯供料装置上的所述阀芯的所述粗杆段与所述细杆段连接处的高度,精准对位,便于输送。当所述粗杆段位于所述第一卡槽时,所述细杆段位于所述第二卡槽内。
18.进一步的,所述粗杆段与所述细杆段连接的一端设置有密封圈,所述阀芯夹取装置还包括连接块、第一传感器、第二传感器以及第一弃料仓。所述连接块的一端与所述基座连接,所述连接块的另一端位于所述第一卡槽的正上方。所述第一传感器设置在所述连接块上,用于检测所述夹取块内是否放置有所述阀芯。当所述夹取块位于所述阀芯出料口时,所述第一传感器位于所述第一卡槽的正上方。所述第二传感器设置在所述夹取块上,用于检测所述粗杆段上是否有密封圈。所述第一弃料仓设置在所述基座上,用于收集没有所述密封圈的所述阀芯。及时检测不合格的产品,提高工作效率。
19.进一步的,所述翻转装置还包括第二水平驱动气缸、第一升降气缸、支撑座以及所述第一机械手。所述第二水平驱动气缸设置在所述基座的一端,用于将没有所述密封圈的所述阀芯输送至第一弃料仓或所述阀芯转运装置处,提高组装的效率。所述第一升降气缸与所述第二水平驱动气缸的输出轴传动连接,用于将所述阀芯从所述夹取块中取出。所述支撑座的一端与所述第一升降气缸的输出轴连接,所述支撑座的另一端设置有避位孔,所述翻转气缸与所述支撑座连接。所述第一机械手设置有两个第一活动臂与第一驱动气缸,所述翻转气缸的输出轴穿射过所述避位孔与所述第一驱动气缸连接。两个所述第一活动臂的一端与所述第一驱动气缸连接,所述第一活动臂设置有与所述粗杆段相对应的弧形缺口,用于夹取或者放置所述阀芯。所述第一驱动气缸用于驱动两个所述第一活动臂合拢或分离。所述翻转气缸与所述第一升降气缸、所述第二水平驱动气缸之间的相互配合实现了自动翻转所述阀芯以及输送所述阀芯的效果,提高了自动化程度。
20.本发明所述的截止阀组装机中,所述锁阀芯单元包括支撑柱以及第一锁紧装置。所述支撑柱的一端设置在所述机箱上。所述第一锁紧装置设置有第一驱动电机、锁紧机构与限位块。所述第一驱动电机设置在所述支撑柱的另一端,所述锁紧机构的一端与所述第
一驱动电机的输出轴传动连接,所述锁紧机构的另一端与所述阀芯连接,用于旋转使所述阀芯与所述阀体拧紧以及检测扭力。所述限位块的一端与所述立柱滑动连接,所述锁紧机构穿射过所述限位块,所述限位块用于使所述锁紧机构与所述阀芯准确对位。通过检测扭力判断所述阀芯与所述阀体是否滑丝或者对位是否正确,提前检测出不合格产品,提高组装效率。
21.本发明所述的截止阀组装机中,所述阀体设置有多个通道,所述阀体单元包括阀体供料装置、阀体夹运装置与阀体检测装置。所述阀体供料装置设置在所述机箱的一侧,所述阀体供料装置设置有阀体出料口。所述阀体夹运装置架设在所述机箱上,且靠近所述阀体出料口位置,用于将所述阀体从所述阀体出料口夹送至所述固定座内。所述阀体检测装置设置在所述输送线的一侧,用于检测所述通道是否贯通。全自动化操作,提高了组装效率。
22.本发明所述的截止阀组装机中,所述锁手柄单元包括立柱、第一驱动装置、螺丝供料装置以及第二锁紧装置。所述立柱设置在所述基座上,所述第一驱动装置设置在所述立柱上。所述螺丝供料装置设置在所述机箱的一侧,用于螺丝供料,所述螺丝供料装置设置有导管。所述第二锁紧装置设置在所述立柱上,所述螺丝供料装置通过所述导管与所述第二锁紧装置连接,用于将所述螺丝输送至所述第二锁紧装置。所述第二锁紧装置用于通过所述螺丝将所述手柄与所述阀芯紧固成一体。螺丝输送便捷,提高组装效率。
23.本发明由于采用了上述的截止阀组装机,相较于现有技术,其有益效果为:本发明涉及一种截止阀组装机,该截止阀组装机包括机箱、阀体单元、阀芯单元、锁阀芯单元、手柄单元、锁手柄单元、密封检测单元以及输送线。阀体单元、阀芯单元、锁阀芯单元、手柄单元、锁手柄单元以及密封检测单元沿输送线的输送方向依次设置。输送线将其上的固定座输送到相应的位置,阀体单元提供阀体并将阀体放入固定座内,阀芯单元的阀芯夹取装置将阀芯从阀芯供料装置内转运放置到阀体内,阀芯通过锁阀芯单元按设定扭力锁紧在阀体上。手柄单元提供手柄以及将手柄与阀芯对位放置,手柄通过锁手柄单元将手柄组装在阀芯上。输送线将组装好的截止阀输送到密封检测单元检测其气密性。该截止阀组装机全自动化安装,大大提高了组装的效率,解决了现有技术中采用手工或半自动设备装配导致效率较低的问题。
附图说明
24.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面对实施例中所需要使用的附图作简单的介绍,下面描述中的附图仅为本发明的部分实施例相应的附图。
25.图1为本发明的截止阀组装机的一实施例的结构示意图。
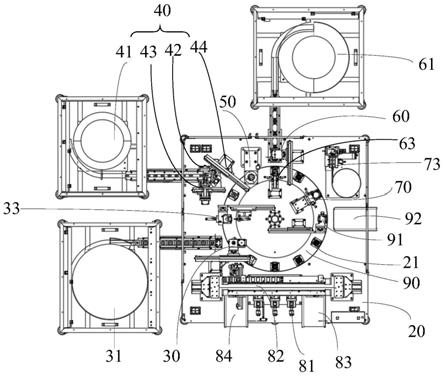
26.图2为本发明的截止阀组装机的一实施例的内部结构俯视图。
27.图3为本发明的截止阀组装机的截止阀的一实施例的剖面示意图。
28.图4为本发明的截止阀组装机的手柄的一实施例的俯视图。
29.图5为图4中a
‑
a的剖面示意图。
30.图6为本发明的截止阀组装机的阀体单元的一实施例的结构示意图。
31.图7为图6中b结构的放大示意图。
32.图8为本发明的截止阀组装机的阀体检测装置的一实施例的结构示意图。
33.图9为本发明的截止阀组装机的阀芯单元的一实施例的结构示意图。
34.图10为本发明的截止阀组装机的夹取块的一实施例的结构示意图。
35.图11为图9中f放大的结构示意图。
36.图12为本发明的截止阀组装机的锁阀芯单元的一实施例的结构示意图。
37.图13为本发明的截止阀组装机的手柄单元的一实施例的结构示意图。
38.图14为图13中c的放大示意图。
39.图15为本发明的截止阀组装机的锁手柄单元的一实施例的结构示意图。
40.图16为图15中d的放大示意图。
41.图17为本发明的截止阀组装机的螺丝供料装置的一实施例的结构示意图。
42.图18为图17中e
‑
e的剖面示意图。
43.图19为本发明的截止阀组装机的密封检测单元的一实施例的结构示意图。
44.图中:10.截止阀组装机,11.截止阀,111.阀体,1111.通道,112.阀芯, 1121.粗杆段,1122.细杆段,1123.密封圈,113.手柄,1131.安装孔,11311. 第一安装孔,11312.第二安装孔,11313.第三安装孔,1132.避位口,1133.贯通孔,114.螺丝,20.机箱,21.固定座,30.阀体单元,31.阀体供料装置,32. 阀体夹运装置,321.第一驱动机构,322.第一升降机构,323.第二机械手,3231. 第二驱动气缸,3232,第二活动臂,33.阀体检测装置,331.第二升降机构,332. 紧固机构,333.通闭检测机构,3331.第三驱动气缸,3332.顶针,40.阀芯单元, 41.阀芯供料装置,42.阀芯夹取装置,421.基座,422.第一水平驱动气缸,423. 夹取机构,4231.支撑块,4232.夹取块,42321.第一卡槽,42322.第二卡槽, 42323.凹槽,424.连接块,425.第一传感器,426.第二传感器,427.第一弃料仓,43.翻转装置,431.第二水平驱动气缸,432.第一升降气缸,433.支撑座, 434.翻转气缸,435.第一机械手,4351.第一活动臂,43511.分割槽,4352.第一驱动气缸,44.阀芯转运装置,50.锁阀芯单元,51.支撑柱,52.滑板,53. 第二升降气缸,54.标杆,55.第一锁紧装置,551.第一驱动电机,552.锁紧机构,553.限位块,60.手柄单元,61.手柄供料装置,62.手柄夹运装置,621. 第二驱动机构,622.第三机械手,6221.第三活动臂,6222.限位杆,63.手柄紧固装置,70.锁手柄单元,71.立柱,72.第一驱动装置,73.螺丝供料装置,731. 螺丝供料仓,732.支撑架,733.底座,7331.扩大槽,7332.导向槽,7333.开口, 734.第二驱动机构,735.固定块,7351.容纳槽,736.限位机构,7361.卡板, 7362.弹性件,7363.滑轮,737.金属探测器,738.导管,74.第二锁紧装置,741. 连接板,742.锁紧电机,743.锁紧元件,744.供料管,7441.第一贯通槽,7442. 第二贯通槽,745.卡块,80.密封检测单元,81.第二驱动装置,82.密封性检测装置,83.第二弃料仓,84.良品出料仓,90.输送线,91.第三驱动装置,92. 第三弃料仓。
具体实施方式
45.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
46.本发明中所提到的方向用语,例如「上」、「下」、「前」、「后」、「左」、「右」、「内」、「外」、「侧面」、「顶部」以及「底部」等词,仅是参考附图的方位,使用的方向用语是用以说明及
理解本发明,而非用以限制本发明。
47.在图中,结构相似的单元是以相同标号表示。
48.请参照图1、图2,在本实施例中,该截止阀组装机10包括机箱20、阀体单元30、阀芯单元40、锁阀芯单元50、手柄单元60、锁手柄单元70、密封检测单元80以及输送线90。输送线90设置为环形结构,输送线90将其上的固定座21输送到相应的位置进行组装作业,固定座21用于放置组装过程中的产品。阀体单元30、阀芯单元40、锁阀芯单元50、手柄单元60、锁手柄单元70 以及密封检测单元80沿输送线90的输送方向依次设置。可以使得固定座21 能够循环使用,工作不间断,提高了组装的效率,节约了成本。
49.在本实施例中,请参照图3、图4、图5,截止阀11包括阀体111、阀芯 112、手柄113与螺丝114。阀体111设置有多个通道1111,在本实施例中设置有三个通道1111。阀芯112设置有粗杆段1121与细杆段1122,粗杆段1121 靠近细杆段1122的一端设置有密封圈1123。手柄113的中心设置有安装孔1131,手柄113设置为圆形结构。安装孔1131包括第一安装孔11311、第二安装孔 11312与第三安装孔11313。第一安装孔11311、第二安装孔11312与第三安装孔11313连通设置,第二安装孔11312设置在第一安装孔11311与第三安装孔 11313之间。第一安装孔11311设置为圆形结构,第二安装孔11312设置为方形结构,第三安装孔11313设置为圆形结构;第二安装孔11312的面积大于第一安装孔11311的面积,且小于第三安装孔11313的面积。第三安装孔11313 便于阀芯112的细杆段1122端部进入到第二安装孔11312内,第一安装孔11311 用于螺丝114的穿过,且对细杆段1122进行限位。手柄113的端部设置有多个用于夹取的避位口1132,避位口1132的中心距手柄113中心的距离小于避位口1132两端距手柄113中心的距离。手柄113还设置有多个贯通孔1133,多个贯通孔1133均位于多个避位口1132与安装孔1131之间。手柄113与阀芯 112通过螺丝114固定。
50.在本实施例中,请参照图6,阀体单元30包括阀体供料装置31、阀体夹运装置32与阀体检测装置33。阀体供料装置31设置在机箱20的一侧,阀体供料装置31有序输送阀体111,阀体供料装置31的端部设置有阀体出料口。阀体夹运装置32架设在机箱20上,且靠近阀体出料口位置,用于将阀体111从阀体出料口夹送至固定座21内。该阀体夹运装置32包括第一驱动机构321、第一升降机构322以及第二机械手323。第一驱动机构321架设在机箱20上,第一驱动机构321与第一升降机构322传动连接,第一升降机构322与第二机械手323传动连接,用于驱动第二机械手323将阀体111从阀体出料口移出。
51.其中,请参照图7,第二机械手323设置有第二驱动气缸3231以及两个第二活动臂3232,第二驱动气缸3231与两个第二活动臂3232的一端传动连接,第二驱动气缸3231用于驱动两个第二活动臂3232分离或者合拢。当两个第二活动臂3232的另一端位于通道1111内时,两个第二活动臂3232分离,且两个第二活动臂3232的端部与通道1111到的内侧壁紧贴。第一升降机构322驱动第二机械手323上移,将阀体111从阀体出料口移出,第一驱动机构321驱动再驱动第一升降机构322以及第二机械手323一同移动至固定座21位置。第一升降机构322驱动第二机械手323下移,将阀体111放入到固定座21,第二机械手323的第二驱动气缸3231控制两个第二活动臂3232合拢,两个第二活动臂3232与阀体111分离。第一升降机构322驱动第二机械手323上移,第一驱动机构321将第二机械手323回复到初始位置,开始重复下一轮的取料操作。同时,输送线90将该阀体111输送到阀体检测装置33处。
52.请参照图8,该阀体检测装置33设置在输送线90的一侧,用于检测通道 1111是否
贯通。阀体检测装置33包括第二升降机构331、紧固机构332以及三个通闭检测机构333。第二升降机构331设置在机箱20上,紧固机构332与第二升降机构331传动连接,该紧固机构332用于固定阀体111。三个通闭检测机构333分别对应三个通道1111位置设置。通闭检测机构333包括第三驱动气缸3331与顶针3332,两个第三驱动气缸3331设置在紧固机构332上,另一个第三驱动气缸3331设置在机箱20上。顶针3332与第三驱动气缸3331的输出轴传动连接,第三驱动气缸3331用于将顶针3332输送至对应的通道1111内。当阀体111输送到阀体检测装置33处时,输送线90停止输送,第二升降机构331驱动紧固机构332与两个通闭检测机构333下移到设定位置,紧固机构332 夹紧阀体111,防止在检测过程中阀体111移动。分别启动三个第三驱动气缸 3331,将三个顶针3332平行输送到对应的三个通道1111内。如果在设定的行程内,三个顶针3332都能顺利进入,则该阀体111合格,进行下一步的组装操作。如果有一个顶针3332不能顶进通道1111内或者顶进深度不够,则表示阀体111不合格。该阀体111不尽兴下一步的组装操作,输送线90将其输送到弃料位置。
53.在本实施例中,请参照图9,将检测合格的阀体111送至阀芯单元40位置。该阀芯单元40包括阀芯供料装置41、阀芯夹取装置42、翻转装置43与阀芯转运装置44。该阀芯供料装置41设置有阀芯出料口,阀芯夹取装置42设置在阀芯出料口位置,翻转装置43设置在阀芯夹取装置42的一端,翻转装置43设置有第一机械手435,第一机械手435位于阀芯夹取装置42的上端。阀芯转运装置44设置在阀芯夹取装置42的另一端,且位于输送线90的一侧。结构紧凑,减少占用空间。在本实施例中,阀芯供料装置41内的阀芯112是粗杆段1121 朝上细杆段1122朝下输送的,翻转装置43用于将细杆段1122朝上粗杆段1121 朝下设置,提高了阀芯单元40的兼容性以及组装效率。阀芯转运装置44将翻转后的粗杆段1121放置到阀体111内。
54.其中,阀芯夹取装置42包括基座421、第一水平驱动气缸422、夹取机构 423、连接块424、第一传感器425、第二传感器426以及第一弃料仓427。基座421设置在机箱20上;第一水平驱动气缸422设置在基座421上。夹取机构 423设置有支撑块4231与夹取块4232,支撑块4231与第一水平驱动气缸422 的输出轴传动连接。夹取块4232设置在阀芯出料口位置,提高取料效率。请参照图10,夹取块4232的一端与支撑块4231连接,夹取块4232靠近阀芯出料口的一端设置有卡槽,卡槽用于放置从阀芯出料口输送出来的阀芯112。卡槽设置有第一卡槽42321与第二卡槽42322,夹取块4232上还设置有凹槽42323,凹槽42323的一端与第一卡槽42321连通,第二传感器426设置在凹槽42323 内。第一卡槽42321与第二卡槽42322连通设置,第二卡槽42322的截面积小于粗杆段1121的最大截面积,位粗杆段1121提供支撑,卡接更稳定。第一卡槽42321的底面高度低于阀芯供料装置41上的阀芯112的粗杆段1121与细杆段1122连接处的高度,精准对位,便于输送。当粗杆段1121位于第一卡槽42321 时,细杆段1122位于第二卡槽42322内,凹槽42323内的第二传感器426的端部与密封圈1123正对。
55.连接块424的一端与基座421连接,连接块424的另一端位于第一卡槽 42321的正上方。第一传感器425设置在连接块424上,用于检测夹取块4232 内是否放置有阀芯112。当夹取块4232位于阀芯出料口时,第一传感器425位于第一卡槽42321的正上方。第二传感器426设置在夹取块4232上,用于检测粗杆段1121上是否有密封圈1123。第一弃料仓427设置在基座421上,用于收集没有密封圈1123的阀芯112。第一传感器425与第二传感器426可以及时检测不合格的产品,提高工作效率。当第二传感器426检测到粗杆段1121上没有密封圈1123时,翻转装置43将该阀芯112放置在第一弃料仓427内。
56.请参照图11,该翻转装置43还包括第二水平驱动气缸431、第一升降气缸 432以及支撑座433。第二水平驱动气缸431设置在基座421的一端,用于将没有密封圈1123的阀芯112输送至第一弃料仓427或阀芯转运装置44处,提高组装的效率。第一升降气缸432与第二水平驱动气缸431的输出轴传动连接,用于将阀芯112从夹取块4232中取出。支撑座433的一端与第一升降气缸432 的输出轴连接,支撑座433的另一端设置有避位孔,翻转气缸434与支撑座433 连接。第一机械手435设置有两个第一活动臂4351与第一驱动气缸4352,翻转气缸434的输出轴穿射过避位孔与第一驱动气缸4352连接。两个第一活动臂 4351的一端与第一驱动气缸4352连接,第一活动臂4351设置有与粗杆段1121 相对应的弧形缺口,用于夹取或者放置阀芯112。弧形缺口的侧壁上还设置有用于将侧壁分割成多个接触面的分割槽43511,弧形缺口的侧壁的两侧还设置有用于阀芯112导向的导向面。增加了第一活动臂4351与阀芯112的接触面,使弧形缺口的侧壁与阀芯112接触更紧密。第一驱动气缸4352用于驱动两个第一活动臂4351合拢或分离。翻转气缸434与第一升降气缸432、第二水平驱动气缸431之间的相互配合实现了自动翻转阀芯112以及输送阀芯112的效果,提高了自动化程度。
57.在本实施例中,请参照图12,锁阀芯单元50包括支撑柱51、滑板52、第二升降气缸53、标杆54以及第一锁紧装置55。支撑柱51的一端设置在机箱 20上。第一锁紧装置55设置有第一驱动电机551、锁紧机构552与限位块553。第一驱动电机551设置在支撑柱51的另一端,锁紧机构552的一端与第一驱动电机551的输出轴传动连接,锁紧机构552的另一端与阀芯112连接,用于旋转使阀芯112与阀体111拧紧以及检测扭力。限位块553的一端与立柱71滑动连接,锁紧机构552穿射过限位块553,限位块553用于使锁紧机构552与阀芯112准确对位。滑板52的一侧与立柱71滑动连接,滑板52的另一侧与限位块553滑动连接。第二升降气缸53设置在支撑柱51上,第二升降气缸53的输出轴依次穿射过滑板52、限位块553,且与滑板52、限位块553传动连接。标杆54设置在滑板52的靠近机箱20的一端,且位于限位块553的下方,用于检测阀体111上是否有阀芯112。通过检测扭力判断阀芯112与阀体111是否滑丝或者对位是否正确,提前检测出不合格产品,提高组装效率。当标杆54的顶部与限位块553的底部接触时,锁紧机构552的扭力值是否为设定扭力值。若为设定值,这该阀芯112与阀体111组装合格,若不是,则不进行下一步的组装操作。或者,当锁紧机构552的扭力值到达设定扭力值,且标杆54的顶部没有与限位块553的底部接触时,则说明阀芯112与阀体111的通道1111没有准确对位,组装不合格,不进行下一步的操作。输送线90将其输送到第三弃料仓 92转运出去。
58.在本实施例中,请参照图13、图14,手柄单元60包括手柄供料装置61、手柄夹运装置62以及手柄紧固装置63。手柄供料装置61设置在机箱20的一侧,用于提供手柄113。其中,阀体供料装置31、阀芯供料装置41与手柄供料装置61均可采用振动供料。手柄夹运装置62设置在机箱20上,且位于输送线 90与手柄供料装置61之间,用于将手柄113从手柄供料装置61夹送至固定座 21内的阀芯112处。手柄夹运装置62包括第二驱动机构734621与第三机械手 622。第二驱动机构734621架设在机箱20上。第三机械手622与第二驱动机构 734621传动连接,第二驱动机构734621用于驱动第三机械手622将手柄113 转运至阀芯112上第三机械手622包括两个第三活动臂6221,第三活动臂6221 的端部设置有多个限位杆6222,相邻限位杆6222之间的距离为相邻两个避位口1132之间距离的整数倍,使得夹取平衡。手柄
紧固装置63设置在机箱20 上,用于固定阀芯112。
59.在本实施例中,请参照图15、图16、图17,锁手柄单元70包括立柱71、第一驱动装置72、螺丝供料装置73以及第二锁紧装置74。立柱71设置在基座 421上,第一驱动装置72设置在立柱71上。螺丝供料装置73设置在机箱20 的一侧,用于螺丝114供料,螺丝供料装置73设置有导管738。第二锁紧装置 74设置在立柱71上,螺丝供料装置73通过导管738与第二锁紧装置74连接,用于将螺丝114输送至第二锁紧装置74。第二锁紧装置74用于通过螺丝114 将手柄113与阀芯112紧固成一体。
60.请参照图16,该第二锁紧装置74设置有连接板741、卡块745、锁紧电机 742、锁紧元件743以及供料管744。连接板741的一侧与立柱71滑动连接,连接板741与第一驱动装置72的输出轴传动连接。卡块745的一端与连接板 741连接,卡块745设置有内孔,卡块745与手柄113接触的一侧设置有多个限位杆6222,限位杆6222用于固定手柄113位置。供料管744的一端设置有第一贯通槽7441、第二贯通槽7442,锁紧元件743的一端位于第一贯通槽7441 内,第二贯通槽7442与螺丝供料装置73连通。供料管744的另一端设置有第三贯通槽,第一贯通槽7441与第二贯通槽7442均与第三贯通槽连通。当螺丝 114位于第三贯通槽内时,锁紧元件743的端部与螺丝114接触。锁紧电机742 设置在立柱71上,锁紧电机742驱动锁紧元件743旋转螺丝114使手柄113 与阀芯112锁紧。
61.请参照图15、图17、图18,该螺丝供料装置73包括螺丝供料仓731、支撑架732、底座733、第二驱动机构734621、固定块735、限位机构736、金属探测器737以及导管738。螺丝供料仓731设置有螺丝出料口,其可采用振动出料。支撑架732架设在机箱20上,底座733设置在支撑架732上。底座733 内部中空,底座733的一侧设置开口7333,开口7333靠近螺丝出料口位置设置。底座733的底部设置有用于螺丝114穿过的贯通孔1133,靠近贯通孔1133 的底座733的侧壁上设置有用于螺丝114下落的扩大槽7331。底座733的另一侧的内侧设置有导向槽7332,导向槽7332的槽壁中间厚两端窄。第二驱动机构734621设置在底座733的一端。固定块735的一端与第二驱动机构734621 传动连接,固定块735的一侧设置有用于放置螺丝114的容纳槽7351,容纳槽 7351与螺丝出料口对应设置。固定块735还设置有连通槽,连通槽的两端分别与容纳槽7351、导向槽7332连通设置。限位机构736设置在连通槽内,用于使螺丝114稳定在容纳槽7351内。限位机构736包括卡板7361、弹性件7362 与滑轮7363。卡板7361活动设置在容纳槽7351内,卡板7361的一端设置有与容纳槽7351对应的第三卡槽,卡板7361上设置有滑槽。弹性件7362设置在滑槽内,弹性件7362的一端位于第三卡槽内,弹性件7362的另一端与卡板7361 连接。滑轮7363与卡板7361的另一端连接,滑轮7363与导向槽7332滑动接触。当螺丝114位于开口7333处时,弹性件7362位于初始状态且无弹性形变。当螺丝114朝开口7333与扩大槽7331移动时,开口7333于扩大槽7331之间的底座733侧壁将螺丝114朝滑轮7363方向挤压,弹性件7362压缩。当螺丝 114位于扩大槽7331时,底座733侧壁对螺丝114的压力消失,弹性件7362 回复到初始状态,螺丝114在弹性件7362的弹力作用下进入扩大槽7331并从贯通孔1133穿出。金属探测器737设置在支撑架732上,且位于底座733的下方,用于探测导管738内是否有螺丝114通过。导管738的一端穿射过金属探测器737,导管738的另一端与供料管744连接,且导管738与第二贯通槽7442 连通。当螺丝114从金属探测器737穿过时,金属探测器737发出信号,第二锁紧装置74启动开始锁紧作业。输送线90将锁紧后的完场组装的截止阀11 送至密封检测单元80进行气密性检测。
62.请参照图2,在锁手柄单元70于密封检测单元80之间还设置有第三驱动装置91与第三弃料仓92。该弃料单元将前面组装过程中出现的不合格产品均从此处移出,不合格的产品包括阀体111、阀体111与阀芯112之间拧紧后扭力不达标的以及手柄113与阀芯112之间的螺丝114锁紧不到位的。第三驱动装置91将不合格的产品从固定座21中取出并移送至第三弃料仓92。
63.请参照图19,在本实施例中,密封检测单元80包括第二驱动装置81、密封性检测装置82、第二弃料仓83以及良品出料仓84。密封性检测装置82设置在机箱20上,用于检测截止阀11的气密性。第二弃料仓83与良品出料仓84 分别设置在密封性检测装置82两侧。第二驱动装置81架设在输送线90的一侧,用于将截止阀11从输送线90移动至密封性检测装置82处以及将检测后的截止阀11放置到相应的第二弃料仓83或良品出料仓84。
64.本发明的工作原理如下:
65.第一、启动系统,输送线90将其上的固定座21送至阀体夹运装置32处,第一升降机构322驱动第二机械手323上移,将阀体111从阀体出料口移出,第一驱动机构321驱动再驱动第一升降机构322以及第二机械手323一同移动至固定座21位置。第一升降机构322驱动第二机械手323下移,将阀体111 放入到固定座21,第二机械手323的第二驱动气缸3231控制两个第二活动臂 3232合拢,两个第二活动臂3232与阀体111分离。第一升降机构322驱动第二机械手323上移,第一驱动机构321将第二机械手323回复到初始位置,开始重复下一轮的取料操作。同时,输送线90将该阀体111输送到阀体检测装置 33处。
66.第二、第二升降机构331驱动紧固机构332与两个通闭检测机构333下移到设定位置,紧固机构332夹紧阀体111,防止在检测过程中阀体111移动。分别启动三个第三驱动气缸3331,将三个顶针3332平行输送到对应的三个通道1111内。如果在设定的行程内,三个顶针3332都能顺利进入,则该阀体111 合格,进行下一步的组装操作。如果有一个顶针3332不能顶进通道1111内或者顶进深度不够,则表示阀体111不合格。该阀体111不进行下一步的组装操作,输送线90将其输送到第三弃料仓92位置。
67.第三、输送线90将检测合格的阀体111送至阀芯单元40位置。阀芯供料装置41将阀芯112一个一个有序的输送到阀芯出料口,阀芯出料口处的阀芯 112被挤压入夹取块4232的卡槽内。第一传感器425检测到卡槽内有阀芯112,则第一水平驱动气缸422驱动夹取块4232运送至第一机械手435的位置。同时,第二传感器426检测阀芯112上是否有密封圈1123。第一驱动气缸4352驱动两个第一活动臂4351合拢,夹紧阀芯112的粗杆段1121,第一升降气缸432 驱动第一机械手435上升将阀芯112从卡槽内移出。此时,如果第二传感器426 检测有密封圈1123,翻转气缸434驱动第一机械手435旋转,使阀芯112的粗杆段1121在下细杆段1122在上,第二水平驱动气缸431驱动第一升降气缸432 与第一机械手435往阀芯转运装置44处移动,阀芯转运装置44将翻转后的粗杆段1121放置到阀体111内。如果第二传感器426检测出没有密封圈1123,第二水平驱动气缸431驱动第一升降气缸432与第一机械手435往第一弃料仓 427处移动,第一驱动气缸4352驱动两个第一活动臂4351分离,阀芯112掉落到第一弃料仓427内。
68.第四、输送线90将合格组装的阀体111与阀芯112输送至锁阀芯单元50。第二升降气缸53驱动滑板52、限位块553及其连接的第一锁紧装置55一同下移至设定高度。第一驱动电机551驱动锁紧机构552下移并与阀芯112的细杆段1122端部准确对位。锁紧机构552驱动
阀芯112转动使得阀芯112与阀体 111拧紧。当限位块553的底部与标杆54的顶部接触,且此时锁紧机构552的扭力值为设定扭力值,则该阀芯112与阀体111组装合格,继续下一道组装工序。如果锁紧机构552的扭力值与设定扭力值不一样,则组装不合格,不进行后续的组装作业。或者,当锁紧机构552的扭力值到达设定扭力值,且标杆54 的顶部没有与限位块553的底部接触时,则说明阀芯112与阀体111的通道1111 没有准确对位,组装不合格,不进行下一步的操作。该不合格的组装产品则从第三弃料仓92输送出去。
69.第五、输送线90将组装合格的阀体111与阀芯112输送到手柄单元60。第三机械手622的两个第三活动臂6221的卡块745卡入到手柄供料装置61上的手柄113相应的避位口1132内,卡紧手柄113。第二驱动机构734621驱动第三机械手622移动,同时,手柄紧固装置63固定好固定座21内的阀芯112,第三机械手622使手柄113的安装孔1131与细杆段1122准确对位并放置在细杆段1122的端部。
70.第六、输送线90将上述组装好的阀体111与阀芯112输送至锁手柄单元 70。螺丝供料仓731将螺丝114输送到螺丝出料口,螺丝114挤压进入容纳槽 7351内。第二驱动机构734621驱动固定块735移动,螺丝114移出开口7333,底座733的侧壁挤压螺丝114,螺丝114挤压弹性件7362,弹性件7362收缩且使得滑轮7363沿着导向槽7332的侧壁滚动。当螺丝114到达扩大槽7331后,螺丝114在弹性件7362的弹性形变力作用下进入扩大槽7331内并从扩大槽 7331下方的贯通孔1133穿出,弹性件7362回复初始状态。螺丝114从贯通孔 1133出来后进入导管738,并穿过金属探测器737与第二贯通槽7442进入到第三贯通槽内。此时金属探测器737检测到有螺丝114穿过,第二锁紧装置74 启动开始锁紧作业。锁紧电机742驱动锁紧元件743下移进入第三贯通槽内并与螺丝114的顶部挤压连接,锁紧元件743带动螺丝114转动,使螺丝114穿射过第一安装孔11311且与阀芯112的细杆段1122螺纹连接。
71.第七、在锁手柄单元70于密封检测单元80之间还设置有第三弃料仓92,阀体111、阀体111与阀芯112之间拧紧后扭力不达标的以及手柄113与阀芯 112之间的螺丝114锁紧不到位的均从第三弃料仓92移出。
72.第八、输送线90将组装好的截止阀11输送至密封检测单元80。第二驱动装置81将截止阀11从固定座21转移到密封性检测装置82内进行气密性检测。第二驱动装置81将合格的截止阀11转运至良品出料仓84,将不合格的截止阀 11转运至第二弃料仓83。
73.第九、重复新一轮的截止阀11组装,具体实施方式参照上述所示。
74.在本实施例中,本发明涉及一种截止阀组装机,该截止阀组装机包括机箱、阀体单元、阀芯单元、锁阀芯单元、手柄单元、锁手柄单元、密封检测单元以及输送线。阀体单元、阀芯单元、锁阀芯单元、手柄单元、锁手柄单元以及密封检测单元沿输送线的输送方向依次设置。输送线将其上的固定座输送到相应的位置,阀体单元提供阀体并将阀体放入固定座内,阀芯单元的阀芯夹取装置将阀芯从阀芯供料装置内转运放置到阀体内,阀芯通过锁阀芯单元按设定扭力锁紧在阀体上。手柄单元提供手柄以及将手柄与阀芯对位放置,手柄通过锁手柄单元将手柄组装在阀芯上。输送线将组装好的截止阀输送到密封检测单元检测其气密性。该截止阀组装机全自动化安装,大大提高了组装的效率,解决了现有技术中采用手工或半自动设备装配导致效率较低的问题。
75.综上,虽然本发明已以优选实施例揭露如上,但上述优选实施例并非用以限制本发明,本领域的普通技术人员,在不脱离本发明的精神和范围内,均可作各种更动与润饰,
因此本发明的保护范围以权利要求界定的范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1