一种超声波底座自动找平机构的制作方法
1.本发明属于超声波焊接设备技术领域,具体涉及一种可自动调平超声波焊接件的接触面,自动化程度高,使用适应性强,能够有效确保超声波焊接产品质量的超声波底座自动找平机构。
背景技术:
2.超声波焊接装置的安装过程中,为了保证超声波焊接件之间的焊接质量,需要对整个超声波底座进行调平处理,进而使超声波焊接件之间平整接触。现有的超声波底座的调平操作,是通过调试人员手动利用光学逐渐调节,或利用塞尺逐渐调节的机械方式,不但调节时间长、调节准确率低,而且,调节的质量完全取决于调试人员的手法,调平的随机性大,不利于超声波焊接产品质量的统一性。故有必要对现有技术的超声波底座的找平方式和装置进行改进。
技术实现要素:
3.本发明就是针对上述问题,提供一种可自动调平超声波焊接件的接触面,自动化程度高,使用适应性强,能够有效确保超声波焊接产品质量的超声波底座自动找平机构。
4.本发明所采用的技术方案是:该超声波底座自动找平机构包括超声波焊接底座,其特征在于:所述超声波焊接底座上设置有底座连接孔,超声波焊接底座上、与超声波焊接头相接触的一侧,则设置有用于在超声波焊接过程中调整焊接件之间接触面平整度的找平调节组件,并且,所述找平调节组件上设置有超声波焊接件;同时,所述超声波焊接底座的内部还设置有用于降低底座温度的冷却水道。
5.所述超声波焊接底座由底座主体构成,底座主体的前侧设置有球面凹槽,球面凹槽的中部设置有固定插孔,所述找平调节组件通过固定插孔活动设置在球面凹槽内。以通过找平调节组件在球面凹槽内的自由移动,来灵活调节超声波焊接件之间接触面的平整程度。
6.所述找平调节组件包括球面调节块,球面调节块的中部活动设置有固定插杆,所述固定插杆插接在球面凹槽中部的固定插孔内。以利用固定插杆将球面调节块设置在超声波焊接底座的球面凹槽内,并通过球面调节块与球面凹槽的球面接触,来有效增加找平调节组件调整的自由度。
7.所述球面调节块由调节块主体构成,调节块主体的后侧设置有球形面,且球面调节块后侧的球形面与超声波焊接底座前侧的球面凹槽相配合;所述调节块主体的前侧设置有焊接平面,调节块主体的中部还设置有插杆插接孔,所述固定插杆插接在插杆插接孔内。以通过球面调节块后侧的球形面,与超声波焊接底座前侧的球面凹槽形成球面接触,同时,将超声波焊接件的接触面设置在球面调节块前侧的焊接平面上,保证焊接质量。
8.所述固定插杆由插杆杆体构成,插杆杆体的前端设置有焊接件连接部,焊接件连接部的后侧设置有调节块配合球面;相应地,所述球面调节块前侧的焊接平面的中部,设置
有用于与调节块配合球面相配合的插杆配合球面槽;并且,所述固定插杆的插杆杆体与球面调节块的插杆插接孔之间,设置有调节间隙。以利用固定插杆前端焊接件连接部后侧的调节块配合球面,与球面调节块前侧的插杆配合球面槽形成的球面接触,来便于球面调节块对焊接平面的顺畅调节。
9.所述固定插杆前端的焊接件连接部的外侧,设置有胶圈卡接槽,胶圈卡接槽内设置有用于弹性卡接超声波焊接件的橡胶圈。以通过焊接件连接部外侧设置的橡胶圈,将超声波焊接件弹性卡接在固定插杆的前端,进而便于超声波焊接件与找平调节组件之间的连接和分离。
10.所述固定插杆前端的焊接件连接部的前侧,设置有焊接件适配凹槽。以便于超声波焊接件与固定插杆前端的焊接件连接部的稳固连接。
11.所述固定插杆的插杆杆体的中部,还设置有用于通断真空的工艺通孔。以利用真空将超声波焊接件吸附在固定插杆前端的焊接件连接部。
12.所述超声波焊接底座的底座主体上、固定插孔的上方和下方,分别设置有顶丝孔,且顶丝孔与固定插孔相连通,所述顶丝孔内还分别设置有用于固定找平调节组件位置的定位顶丝。以通过定位顶丝固定住找平调节组件,并利用固定插孔上方和下方分别设置的定位顶丝,来便于找平调节组件中心位置的调整。
13.所述超声波焊接底座的底座主体内部设置有环形布置的冷却水道,冷却水道的冷却水进口和冷却水出口,分别布置于底座连接孔的内侧壁上。以利用环形冷却水道中、循环流动的冷却液体,来带走高速焊接过程中、超声波焊接底座所产生的热量。
14.本发明的有益效果:由于本发明采用超声波焊接底座,超声波焊接底座上设置有底座连接孔,超声波焊接底座上、与超声波焊接头相接触的一侧,设置有用于在超声波焊接过程中调整焊接件之间接触面平整度的找平调节组件,找平调节组件上设置有超声波焊接件;超声波焊接底座内部设置有用于降低底座温度的冷却水道的结构形式,所以其设计合理,结构紧凑,能够自动调平超声波焊接件的接触面,自动化程度高,使用适应性强,可有效确保超声波焊接产品的质量。
附图说明
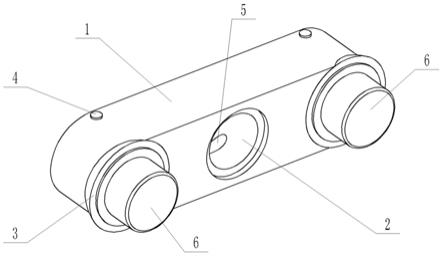
15.图1是本发明的一种结构示意图。
16.图2是图1的内部结构剖视图。
17.图3是图1中移除超声波焊接件后的一种结构示意图。
18.图4是图3中的超声波焊接底座的一种结构示意图。
19.图5是图4的正视图。
20.图6是图5沿a-a线的剖视图。
21.图7是图3中的找平调节组件的一种结构示意图。
22.图8是图7中的球面调节块的一种结构示意图。
23.图9是图8的内部结构剖视图。
24.图10是图7中的固定插杆的一种结构示意图。
25.图11是图10的内部结构剖视图。
26.图12是图7中的球面调节块和固定插杆的一种连接结构剖视图。
27.图13是图3的内部结构剖视图。
28.图中序号说明:1超声波焊接底座、2底座连接孔、3找平调节组件、4定位顶丝、5冷却水进口、6超声波焊接件、7冷却水道、8底座主体、9球面凹槽、10固定插孔、11顶丝孔、12冷却水出口、13球面调节块、14固定插杆、15调节块主体、16球形面、17焊接平面、18插杆插接孔、19插杆配合球面槽、20插杆杆体、21调节块配合球面、22焊接件连接部、23焊接件适配凹槽、24胶圈卡接槽、25工艺通孔、26调节间隙。
具体实施方式
29.根据图1~13详细说明本发明的具体结构。该超声波底座自动找平机构包括超声波焊接底座1,超声波焊接底座1由底座主体8构成,底座主体8的中部设置有有用于与焊接底座驱动机构相连的底座连接孔2。超声波焊接底座1的底座主体8上、与超声波焊接头相接触的一侧,设置有用于在超声波焊接过程中、调整焊接件之间接触面平整度的找平调节组件3;并且,超声波焊接件6可分体式安装在找平调节组件3上。
30.超声波焊接底座1的底座主体8前侧的两端,分别设置有球面凹槽9,球面凹槽9的中部设置有用于安装找平调节组件3的固定插孔10,找平调节组件3通过固定插孔10活动设置在球面凹槽9内;进而通过找平调节组件3在球面凹槽9内的自由移动,来灵活地调节超声波焊接件6之间接触面的平整程度。同时,超声波焊接底座1的底座主体8内部,还设置有用于降低底座温度、环形布置的冷却水道7。环形冷却水道7的冷却水进口5和冷却水出口12,分别布置于底座连接孔2内侧壁的上侧和下侧。从而,利用环形冷却水道7中循环流动的冷却液体,来带走高速焊接过程中、超声波焊接底座1所产生的热量。
31.找平调节组件3包括球面调节块13,球面调节块13的中部活动设置有固定插杆14,固定插杆14插接在球面凹槽9中部的固定插孔10内。球面调节块13由调节块主体15构成,调节块主体15的后侧设置有球形面16,且球面调节块13后侧的球形面16与超声波焊接底座1前侧的球面凹槽9相配合。调节块主体15的前侧设置有焊接平面17,调节块主体15的中部还设置有插杆插接孔18,固定插杆14插接在插杆插接孔18内。以利用固定插杆14将球面调节块13活动设置在超声波焊接底座1的球面凹槽9内,并通过球面调节块13后侧的球形面16,与超声波焊接底座1前侧的球面凹槽9形成球面接触,来有效增加找平调节组件3调整的自由度;同时,将超声波焊接件6的接触面设置在球面调节块13前侧的焊接平面17上,保证焊接质量。
32.固定插杆14由插杆杆体20构成,插杆杆体20的前端设置有焊接件连接部22,焊接件连接部22的后侧设置有调节块配合球面21。相应地,球面调节块13前侧的焊接平面17的中部,设置有用于与调节块配合球面21相配合的插杆配合球面槽19。并且,固定插杆14的插杆杆体20与球面调节块13的插杆插接孔18之间,设置有调节间隙26;进而利用固定插杆14前端焊接件连接部22后侧的调节块配合球面21,与球面调节块13前侧的插杆配合球面槽19形成的球面接触,来便于球面调节块13对焊接平面17微调角度的顺畅调节。
33.超声波焊接底座1的底座主体8上、固定插孔10的上方和下方,分别设置有顶丝孔11,且顶丝孔11与固定插孔10相连通;顶丝孔11内还分别设置有用于固定找平调节组件3的固定插杆14位置的定位顶丝4。以通过定位顶丝4固定住找平调节组件3的固定插杆14;并利用固定插孔10上方和下方分别设置的定位顶丝4,来便于整个找平调节组件3中心位置的调
整。
34.固定插杆14前端的焊接件连接部22的外侧,设置有胶圈卡接槽24,胶圈卡接槽24内设置有用于弹性卡接超声波焊接件6的橡胶圈;进而通过焊接件连接部22外侧设置的橡胶圈,将超声波焊接件6弹性卡接在固定插杆14的前端,便于超声波焊接件6与固定插杆14前端的焊接件连接部22之间的连接和分离。固定插杆14前端的焊接件连接部22的前侧,设置有焊接件适配凹槽23,以便于超声波焊接件6与固定插杆14前端的焊接件连接部22的稳固连接。另外,固定插杆14的插杆杆体20的中部,还设置有用于通断真空的工艺通孔25,从而,利用真空将超声波焊接件6吸附在固定插杆14前端的焊接件连接部22上。
35.该超声波底座自动找平机构使用时,首先,自动上件装置将超声波焊接件6(例如:屋顶包瓶盖),安装在超声波焊接底座1前侧的找平调节组件3的固定插杆14前端,且利用真空将超声波焊接件6暂时吸附在固定插杆14前端的焊接件连接部22上。然后,超声波焊接头向超声波焊接底座1移动,并将待焊接的超声波焊接件6和焊接基体压合在球面调节块13前侧的焊接平面17上。同时,通过球面调节块13后侧的球形面16,与超声波焊接底座1前侧的球面凹槽9的球面接触,来快速、灵活地调整超声波焊接件6的接触面在各个自由度上的角度,进而使焊接基体与超声波焊接件6之间的接触面平整、紧密压合。之后,超声波焊接头对超声波焊接件6进行超声波焊接,有效保证焊接的质量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1