一种永磁铁氧体湿压磁瓦合金凹模的合金修补方法与流程
1.本发明涉及永磁铁氧体湿压磁瓦的合金模具技术领域,尤其涉及一种永磁铁氧体湿压磁瓦合金凹模的合金修补方法。
背景技术:
2.永磁铁氧体模具是根据磁瓦的形状和工艺的要求而设计的模具,磁瓦模具分为无磁钢模具和合金模具,模具是凹模、分料板、凸模、吸水板等组成,其中分料板固定在凹模下方,并且凹模和分料板用螺栓连接。无磁钢模具的凹模缺点不耐磨,寿命短;合金模具的凹模优点是耐磨,寿命长,合金模具逐步取代了无磁钢模具。合金模具的凹模是不锈钢和合金套组成,它们的镶嵌方式是通过过盈配合进行加热镶入合金套。
3.磁瓦合金模具的凹模是不锈钢(1cr18ni9ti)和硬质合金(yc30)组成,它们分别是弱导磁材料。一个合金凹模根据产品规格分为多个型腔,每个凹模型腔镶有合金套。
4.永磁铁氧体湿压磁瓦合金模具由于硬度高,脆性大,合金模具在压制过程中经常在合金套弧口的方向出现合金崩边掉块破损现象。目前公知合金破损无法修补,当一个凹模合金套出现破损时,整个凹模合金套全部更换。
技术实现要素:
5.本发明目的就是为了弥补已有技术的缺陷,提供一种永磁铁氧体湿压磁瓦合金凹模的合金修补方法。
6.本发明是通过以下技术方案实现的:一种永磁铁氧体湿压磁瓦合金凹模的合金修补方法,具体步骤如下:(1)把磁瓦合金凹模破损部位切割掉,切割成凹槽,凹槽切割形状如下:在垂直方向,以破损部位中心为中心线,在垂直部位凹槽切割尺寸大于或等于破损部位,在垂直方向凹槽下口大,上口小;在水平方向,以每个凹模合金套中心为参照物,在水平方向凹槽深度大于或等于破损部位深度,靠近每个合金套中心的方向破损部分切割尺寸小于靠每个合金套外围方向尺寸;(2)加工一个与切割的凹槽尺寸形状相吻合的合金部件,加工的合金部件在垂直方向,上下分别留有1mm加工余量;(3)所述合金部件小头向上,从凹模弧的反方向镶入凹槽中,然后用铜棒敲紧,再将合金部件上下余量用慢走丝切割掉。
7.所述的凹槽的切割是采用加工机床慢走丝、铜丝做电极进行切割加工的。
8.所述的凹槽在垂直方向,以破损部位中心为垂直中心线,左垂直线以破损左边界线和左垂直线的交点顺时针旋转倾斜0.5
°
,右垂直线以破损部位右边界线和右垂直线的交点逆时针旋转倾斜0.5
°
。
9.所述的凹槽在水平方向,以每个破损部位合金凹模合金套中心为参照物旋转,左水平行线以破损左边界线和左水平行线的交点逆时针旋转倾斜0.5
°
,右水平行线以破损部
位右边界线和右水平行线的交点顺时针旋转倾斜0.5
°
。
10.本发明的优点是:本发明有效解决了合金破损无法修补的问题,提高了生产效率,减少生产成本,操作简单。
附图说明
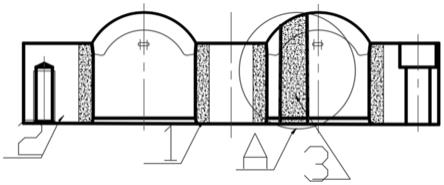
11.图1为本发明永磁铁氧体湿压磁瓦合金模具主视图的剖视图。
12.图2本发明图永磁铁氧体湿压磁瓦合金模具俯视图的示意图。
13.图3本发明永磁铁氧体湿压磁瓦合金模具右视图的剖视图图4本发明永磁铁氧体湿压磁瓦合金模具主视图a部放大图图5本发明永磁铁氧体湿压磁瓦合金模具俯视图b部放大图。
具体实施方式
14.如图1
‑
5所示,一种永磁铁氧体湿压磁瓦合金凹模的合金修补方法,永磁铁氧体湿压磁瓦合金凹模包括有不锈钢基体2,在不锈钢基体2上设有多个合金套1,在合金套1弧口的方向出现合金崩边掉块破损,具体修补方法步骤如下:合金破损大小依据实际要求进行测绘,然后绘图纸后进行修补,按图纸要求用慢走丝(铜丝做为电极)切割机进行放电加工,把合金破损部位切割掉,切割成凹槽,以每个合金凹模合金套中心为参照物旋转,加工要求垂直方向以破损部位中心为中心线,左垂直线(以破损左边界线和左垂直线的交点)顺时针旋转0.5
°
;右垂直线(以破损右边界线和右垂直线的交点)逆时针旋转0.5
°
。如图4所示,这样在垂直方向l3>l1、m2>m1。
15.在水平方向,以每个合金凹模合金套中心为参照物旋转,左水平线(以破损左边界线和左水平行线的交点)逆时针旋转0.5
°
;右水平行线(以破损右边界线和右水平行线的交点)顺时针旋转0.5
°
。如图5所示,这样在水平方向h1>m1、l3>l2。这样凹槽加工完成后,再加工一块硬质合金部件3(和凹槽相吻合的度数尺寸合金部件),将此合金部件3从凹模弧的反方向镶入合金套凹槽中。
16.所述的合金破损后加工和凹槽相吻合的合金部件3,从凹模合金套下方插入的部件后,凹模下方和分料板连接后 ,镶入的合金部件无法脱落。
技术特征:
1.一种永磁铁氧体湿压磁瓦合金凹模的合金修补方法,其特征在于:具体步骤如下:(1)把磁瓦合金凹模破损部位切割掉,切割成凹槽,凹槽切割形状如下:在垂直方向,以破损部位中心为中心线,在垂直部位凹槽切割尺寸大于或等于破损部位,在垂直方向凹槽下端口大,上端口小;在水平方向,以每个凹模合金套中心为参照物,在水平方向凹槽深度大于或等于破损部位深度,靠近每个合金套中心的方向破损部分切割尺寸小于靠每个合金套外围方向尺寸;(2)加工一个与切割的凹槽尺寸形状相吻合的合金部件,加工的合金部件在垂直方向,上下分别留有1mm加工余量;(3)所述合金部件小头向上,从凹模弧的反方向镶入凹槽中,然后用铜棒敲紧,再将合金部件上下余量用慢走丝切割掉。2.根据权利要求1所述的一种永磁铁氧体湿压磁瓦合金凹模的合金修补方法,其特征在于:所述的凹槽的切割是采用加工机床慢走丝、铜丝做电极进行切割加工的。3.根据权利要求1所述的一种永磁铁氧体湿压磁瓦合金凹模的合金修补方法,其特征在于:所述的凹槽在垂直方向,以破损部位中心为垂直中心线,左垂直线以破损左边界线和左垂直线的交点顺时针旋转倾斜0.5
°
,右垂直线以破损部位右边界线和右垂直线的交点逆时针旋转倾斜0.5
°
。4.根据权利要求1所述的一种永磁铁氧体湿压磁瓦合金凹模的合金修补方法,其特征在于:所述的凹槽在水平方向,以每个破损部位合金凹模合金套中心为参照物旋转,左水平行线以破损左边界线和左水平行线的交点逆时针旋转倾斜0.5
°
,右水平行线以破损部位右边界线和右水平行线的交点顺时针旋转倾斜0.5
°
。
技术总结
本发明公开了一种永磁铁氧体湿压磁瓦合金模具的合金修补方法,以合金破损实际大小测量尺寸,然后绘图后进行慢走丝加工,以每个破损合金凹模型腔中心为参照物,垂直方向加工要求以破损部位中心为中心线,左垂直线(以破损左边界线和左垂直线的交点)顺时针旋转0.5
技术研发人员:储有军
受保护的技术使用者:安徽金寨将军磁业有限公司
技术研发日:2021.07.20
技术公布日:2021/9/17
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1