一种可实现异形件拉伸的拉伸模具结构及其使用方法与流程
:
1.本发明涉及模具领域,具体而言是一种可实现异形件拉伸的拉伸模具结构及其使用方法。
背景技术:
2.拉伸是金属板料的一种重要的成型方法,常规的拉伸模具中,其特点是凹模在上模部分,凸模固定在下模座上。目前一般拉伸为整体凹模,所以拉伸模具反向拉伸时材料无法流动,导致产品无法实现。因此,如何实现对异形件的拉伸是本领域亟待解决的技术问题。
技术实现要素:
3.本发明所要解决的技术问题是,提供一种可实现异形件拉伸的拉伸模具结构。
4.本发明的技术解决方案是,提供一种可实现异形件拉伸的拉伸模具结构,包括下模底座,固定在所述下模底座上的凸模,滑动连接于所述凸模外侧的压边圈,以及位于所述凸模上方并与所述凸模以及所述压边圈对应的凹模,还包括凹模芯,所述凹模芯由所述凹模顶面中心向下贯穿所述凹模顶面并与所述凹模滑动连接,所述凹模芯由位于凹模芯上方的凹模油缸驱动,凹模油缸固定在所述凹模上方。
5.作为优选的技术方案,还包括固定架,固定架凹模顶面固定连接,所述凹模油缸固定在所述固定架上,凹模油缸的液压杆与所述凹模芯固定连接。
6.本发明还提供一种如上述的可实现异形件拉伸的拉伸模具结构的拉伸方法,包括以下步骤,
7.步骤一,先把拉伸模放置到油压机上,调整顶杆位置,顶杆调到不晃动为标准,调整油压机压力参数,然后顶升压边圈与凸模齐平,把原材料放置到压边圈上;
8.步骤二,凹模芯在凹模油缸的驱动下向下顶出,使凹模芯与凹模下平面齐平;
9.步骤三,油压机驱动凹模向下运动并与压边圈合模,开始进行拉伸,当凹模芯与凸模进行抵触时,以保证凹模芯有效保护凹模芯对应区域原材料不进行流动;
10.步骤四,拉伸完成后,凹模回程,凹模油缸进油工作再次使凹模芯复位以进行下一次拉伸。
11.这其中,凹模油缸通过调节阀门开关来控制液压油的流量,来达到调节压力对拉伸中材料走动的快慢使之有效控制深浅,用压机下行速度进行调节,配合凹模油缸顶紧凸模,使板料在拉伸中根据凸模形状均匀进料。
12.进一步的,原材料为冷轧板,冷轧板上铺设有塑料薄膜。
13.采用以上结构后与现有技术相比,本发明具有以下优点:在拉伸模具的凹模中把需要反顶模芯做成可滑动结构,用凹模油缸连接凹模芯(液压缸在凹模回程的时候把液压油打入到单项油缸内,并封闭回油阀,使液压缸保持在需要的压力),在压制过程凹模油缸起到压制材料流动,保证在拉伸模具反顶拉伸形状的材料能固定在凹凸模之间无法流动,
从而实现异形拉伸(深拉伸)中解决无法实现产品拉伸的情况。
附图说明:
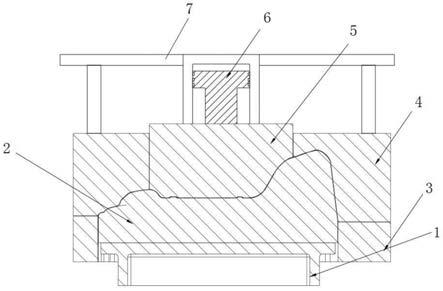
14.图1为本发明的结构示意图。
具体实施方式:
15.下面结合附图和具体实施方式对本发明作进一步说明:
16.如图1所示,一种可实现异形件拉伸的拉伸模具结构,包括下模底座1,固定在所述下模底座上的凸模2,滑动连接于所述凸模2外侧的压边圈3,以及位于所述凸模2上方并与所述凸模2以及所述压边圈3对应的凹模4,凹模下表面的周边与压边圈上表面的周边吻合,还包括凹模芯5,所述凹模芯5由所述凹模顶面中心向下贯穿所述凹模顶面并与所述凹模滑动连接,所述凹模芯5由位于凹模芯上方的凹模油缸6驱动,凹模油缸6通过固定螺丝固定在所述凹模上方。具体的,凹模油缸6固定于固定架7上,固定架7包括一连接板,连接板下方两侧分别设置有连接柱,连接柱下端与凹模上表面固定连接,连接板的中间还固定安装有固定板,固定板上端抵接在连接板下表面,凹模油缸6固定于固定板上,凹模油缸的液压杆与所述凹模芯固定连接。
17.这其中,为了实现压边圈和凸模的滑动连接,凸模设置在压边圈的内部并与所述压边圈上下滑动连接,凸模和压边圈之间设置有导向件,导向件设置在凸模的两侧,导向件为导向板,为了方便导向板的安装和拆卸,导向板可拆卸连接在凸模的两侧,作为本实施例的一种改进,导向板可通过螺钉或销钉连接在凸模的两侧。该导向件的设置属于拉伸模具的常规手段,故图中未示出相应结构。
18.另外,为了更稳定的使凹模芯在凹模中进行上下滑动,凹模芯相对两侧设有定位凸筋,与此对应,凹模顶面的通孔边缘对应设有与凸筋配合的定位凹槽,从而使得凹模芯进行上下滑动时起到限位作用。
19.基于上述结构,可实现异形件拉伸的拉伸模具结构的拉伸方法,包括以下步骤,
20.步骤一,先把拉伸模放置到油压机上,调整顶杆位置,顶杆调到不晃动为标准,调整油压机压力参数,然后顶升压边圈与凸模齐平,把原材料放置到压边圈上;
21.步骤二,凹模芯在凹模油缸的驱动下向下顶出,使凹模芯与凹模下平面齐平;
22.步骤三,油压机驱动凹模向下运动并与压边圈合模,开始进行拉伸,当凹模芯与凸模进行抵触时,以保证凹模芯有效保护凹模芯对应区域原材料不进行流动;
23.步骤四,拉伸完成后,凹模回程,凹模油缸进油工作再次使凹模芯复位以进行下一次拉伸。
24.这其中,凹模油缸通过调节阀门开关来控制液压油的流量,来达到调节压力对拉伸中材料走动的快慢使之有效控制深浅,用压机下行速度进行调节,配合凹模油缸顶紧凸模,使板料在拉伸中根据凸模形状均匀进料。
25.本实施例中以割草机的电池盒为拉伸成型对象,凹模的内腔与电池盒外轮廓适配,原材料为冷轧板,冷轧板上铺设有塑料薄膜,该塑料薄膜可以起到润滑的作用。
26.本结构相比现有技术的拉伸模具,在拉伸模具的凹模中把需要反顶模芯做成可滑动结构,用凹模油缸连接凹模芯(液压缸在凹模回程的时候把液压油打入到单项油缸内,并
封闭回油阀,使液压缸保持在需要的压力),在压制过程凹模油缸起到压制材料流动,保证在拉伸模具反顶拉伸形状的材料能固定在凹凸模之间无法流动,从而实现异形拉伸(深拉伸)中解决无法实现产品拉伸的情况。
27.以上仅就本发明较佳的实施例作了说明,但不能理解为是对权利要求的限制。凡是利用本发明说明书及附图内容所做的等效结构或等效流程变换,均包括在本发明的专利保护范围之内。
技术特征:
1.一种可实现异形件拉伸的拉伸模具结构,包括下模底座,固定在所述下模底座上的凸模,滑动连接于所述凸模外侧的压边圈,以及位于所述凸模上方并与所述凸模以及所述压边圈对应的凹模,其特征在于:还包括凹模芯,所述凹模芯由所述凹模顶面中心向下贯穿所述凹模顶面并与所述凹模滑动连接,所述凹模芯由位于凹模芯上方的凹模油缸驱动,凹模油缸固定在所述凹模上方。2.根据权利要求1所述的可实现异形件拉伸的拉伸模具结构,其特征在于:还包括固定架,固定架与凹模顶面固定连接,所述凹模油缸固定在所述固定架上,凹模油缸的液压杆与所述凹模芯固定连接。3.一种如权利要求1所述的可实现异形件拉伸的拉伸模具结构的拉伸方法,其特征在于,包括以下步骤,步骤一,先把拉伸模放置到油压机上,调整顶杆位置,调整油压机压力参数,然后顶升压边圈与凸模齐平,把原材料放置到压边圈上;步骤二,凹模芯在凹模油缸的驱动下向下顶出,使凹模芯与凹模下平面齐平;步骤三,油压机驱动凹模向下运动并与压边圈合模,开始进行拉伸,当凹模芯与凸模进行抵触时,以保证凹模芯有效保护凹模芯对应区域原材料不进行流动;步骤四,拉伸完成后,凹模回程,凹模油缸进油工作再次使凹模芯复位以进行下一次拉伸。4.根据权利要求1所述的可实现异形件拉伸的拉伸模具结构的拉伸方法,其特征在于:凹模油缸通过调节阀门开关来控制液压油的流量,来达到调节压力以适应拉伸中原材料走动的快慢。5.根据权利要求1所述的可实现异形件拉伸的拉伸模具结构的拉伸方法,其特征在于:原材料为冷轧板,冷轧板上铺设有塑料薄膜。
技术总结
本发明公开了一种可实现异形件拉伸的拉伸模具结构及其使用方法,包括下模底座,固定在所述下模底座上的凸模,滑动连接于所述凸模外侧的压边圈,以及位于所述凸模上方并与所述凸模以及所述压边圈对应的凹模,还包括凹模芯,所述凹模芯由所述凹模顶面中心向下贯穿所述凹模顶面并与所述凹模滑动连接。本发明的拉伸模具可实现异形件拉伸。伸模具可实现异形件拉伸。伸模具可实现异形件拉伸。
技术研发人员:吴钧玉
受保护的技术使用者:浙江道和机械股份有限公司
技术研发日:2021.07.22
技术公布日:2021/9/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1