一种高强钢板的热成型层叠式水冷模具
1.本发明涉及了一种水冷模具,具体涉及到一种高强钢板的热成型层叠式水冷模具,属于热成型模具。
背景技术:
2.液压热成形工艺是一直受业界极大关注,关于模具的高效散热,以及如何应对现在兴起的对于高温件在高压应力环境下的快速淬火技术,该市场潜力极大,技术门槛高。以钢板材料为例,具体的工艺为经过冷冲压线落料、预成型、切边冲孔的工件,接着被送入加热炉加热至奥氏体化,然后送入间接热成型模具内保形与淬火生成马氏体,最后清洗涂油。
3.整个工艺最难的地方之一便是热成型模具自身的冷却。如果模具散热不到位,会导致刚开始加工的工件得到良好的淬火效果,之后随着模具温度的升高,工件的淬火效果会变差。甚至产生珠光体,铁素体等不利于工件性能的发挥。
4.另一个难点就是模具的表面强度能够承受住合模和保压时产生的巨大压应力而不产生变形。
5.目前国内外对于这种热成型技术的研究很少,如图1和图2所示,要么采用分块水室连通结构,要么采用采用随形水道结构。两者的模具强度都较差,难以维修;适用于模具压力小的工艺产品,都有着不可弥补的缺点。
技术实现要素:
6.针对上述的情况,本发明提出了一种热成型层叠式水冷模具,在模具中增加了单独的螺旋水道设计和叠层式水道设计。大大加快了热成型模具的冷却速度,不仅提高了热成型工件的冷却速度,提升淬火效果,并且可以改进以往模具所面临的表面强度差的问题。
7.为了实现上述技术目的,本发明的技术方案是这样实现的:
8.本发明包括从下到上依次层叠布置的模具最下层、模具中间层、模具最上层,所述的模具最下层和模具中间层之间以及模具中间层和模具最上层之间均通过卯榫结构滑动嵌装;所述的模具最下层内部开设有螺旋冷却管道和直线型管道,螺旋冷却管道和直线型管道的两端分别贯通出模具最下层的两侧端面;所述的模具中间层中间开设镂空贯通的槽结构作为模具中间层水道,模具中间层水道周围设置模具中间层水道壁,模具中间层水道壁的两侧外端面分别开设中间层入水口和中间层出水口,模具中间层水道壁在连接模具最下层和模具最上层端面的边缘均设置有环形的密封凹槽。
9.所述的模具最下层内部开设有两道螺旋冷却管道和一道直线型管道,螺旋冷却管道的轴向平行于直线型管道布置,两道螺旋冷却管道位于一道直线型管道的两侧。
10.所述的螺旋冷却管道内部布置有扰流器,扰流器沿螺旋冷却管道内的螺旋轴线布置,长度和螺旋冷却管道长度相同。
11.所述的水冷模具在实际使用中倒置,所述的模具最下层位于最上面并连接到锻压机的末端底面,模具最上层位于最下面用于接触并锻压工件。
12.所述的模具最上层顶面设有用于压接到工件上表面的凸起结构。
13.所述的模具中间层水道主要由多处平面直角弯道槽构成。
14.冷却液进入模具中间层水道,流经平面直角弯道槽由层流改变为湍流,加强热交换。
15.本发明能够针对热成型水冷模具的特点,高效带走模具中的热量,实现对工件的淬火,并同时保证模具所需的高强度,高保压能力。
16.现有模具在锻造时并不具有很好的保压能力,容易受高温和高压模具变形。而本发明结构下能够在锻造时具有很好的保压能力,在锻造时不容易受高温和高压模具变形。
17.与现有的间接热成型模具相比较,本发明有以下几个优点:
18.本发明采用层叠式结构,相比于传统的整体式(熔铸式)模具,具有分层冷却的效果,将原本是一个整体的模芯拆成多块,并对每一块进行适当地冷却,大大提升冷却效率,满足热成型的模具需快速冷却要求。
19.相比于图1如用相连通的水室来冷却的模具,本发明模具表面强度高,尤其适合热成型所需要的高保压能力。
20.安装和拆卸方便,可以根据模具加工型面的凹凸情况,适当地设计中间层水流道的结构,合理安排冷却型腔,即可提高模具的通用性,也可以大大提升工件的淬火效率。
附图说明
21.图1为现有技术水室结构水冷模具的镶块的结构三视图;(a)表示俯视立体图,(b)表示仰视立体图;
22.图2为现有技术随形管道水冷模具的镶块的另一种结构图;(a)表示侧视图,(b)表示立体图;
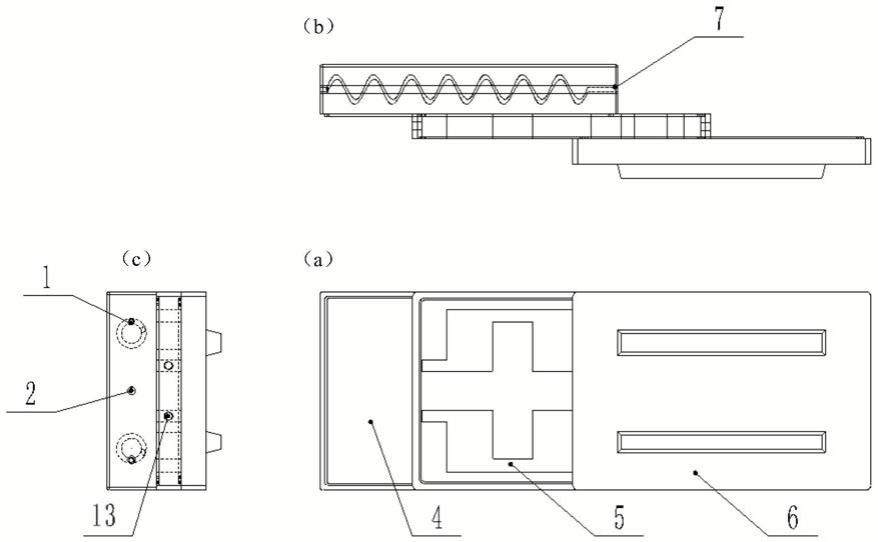
23.图3为本发明的高强钢板的热成型层叠式水冷模具的整体装配示意图;(a)表示俯视图,(b)表示正侧视图,(c)表示旁侧视图;
24.图4为本发明的高强钢板的热成型层叠式水冷模具的中间层结构示意图;(a)表示俯视图,(b)表示正侧视图,(c)表示旁侧视图;
25.图5为本发明的高强钢板的热成型层叠式水冷模具的最下层结构示意图;(a)表示俯视图,(b)表示正侧视图,(c)表示旁侧视图;
26.图6为本发明的一种应用实例结构立体图。
27.图中:螺旋冷却管道入水口(1)、直线型管道入水口(2)、模具最下层(4)、模具中间层(5)、模具最上层(6)、螺旋冷却管道出水口(7)、直线型管道出水口(8);中间层入水口(13)、中间层出水口(15)、模具中间层水道壁(16)、模具中间层水道(17)、密封凹槽(18)。
具体实施方式
28.下面将结合本发明实施例子中的附图,对本发明进行进一步的详细阐述,显然,所描述的实施案例只是本发明的部分实例,并非是全部实施案例。
29.如图3所示,模具包括从下到上依次层叠紧密布置的模具最下层4、模具中间层5、模具最上层6,模具最下层4和模具中间层5之间以及模具中间层5和模具最上层6之间均通过卯榫结构滑动嵌装。
30.如图5所示,模具最下层4内部开设有螺旋冷却管道和直线型管道,螺旋冷却管道和直线型管道的两端分别贯通出模具最下层4的两侧端面。
31.模具最下层4的两侧端面分别开设螺旋冷却管道入水口1和螺旋冷却管道出水口7,螺旋冷却管道的入口和出口分别连接螺旋冷却管道入水口1和螺旋冷却管道出水口7。模具最下层4的两侧端面分别开设有直线型管道入水口2和直线型管道出水口8,直线型管道的入口和出口分别连接直线型管道入水口2和直线型管道出水口8。
32.如图4所示,模具中间层5中间开设镂空管道的槽结构作为模具中间层水道17,模具中间层水道17周围设置模具中间层水道壁16,模具中间层水道壁16将模具中间层水道17围设,模具中间层水道壁16的两侧外端面分别开设中间层入水口13和中间层出水口15,模具中间层水道壁16在连接模具最下层4和模具最上层6端面的边缘均设置有环形的密封凹槽18,密封凹槽18通过密封圈和模具最下层4和模具最上层6端面密封连接。
33.密封凹槽18可以为矩形凹凸槽型,有效防止模具冷却水泄露。
34.模具最下层4、模具中间层5、模具最上层6通过四周的卯榫凹凸槽型以及内嵌的密封圈来共同承担密封和定位。
35.模具最下层4内部开设有两道螺旋冷却管道和一道直线型管道,螺旋冷却管道的轴向平行于直线型管道布置,两道螺旋冷却管道位于一道直线型管道的两侧。
36.螺旋冷却管道内部布置有扰流器,扰流器沿螺旋冷却管道内的螺旋轴线布置,长度和螺旋冷却管道长度相同。
37.水冷模具在实际使用中倒置,模具最下层4位于最上面并连接到锻压机的末端底面,模具最上层6位于最下面用于接触并锻压工件。
38.模具最上层6顶面设有用于压接到工件上表面的凸起结构。
39.模具中间层水道17主要由多处平面直角弯道槽构成。模具中间层水道17两端镂空分别被模具最下层4和模具最上层6封闭,而形成冷却水容腔。
40.冷却液从中间层入水口13进入模具中间层水道17,从中间层出水口15流出模具中间层水道17,流经平面直角弯道槽由层流改变为湍流,加强热交换。
41.如图4所示,模具中间层水道17分为对称分布于两侧的两个m形通槽,m形通槽的拐点均为直角拐点,使得形成直角弯道,m形通槽的两端分别和中间层入水口13和中间层出水口15连通。具体实施中,每个m形通槽还分为了大u形和小u形组成的两个通槽,大u形和小u形组成的两个通槽相串接连通。
42.由此本发明形成上中下三层的层叠式结构,整个模具主冷却水道是由上中下三层结构组合在一起形成的,此水道为四边形结构,并采用大量的平面直角弯道。
43.上下两层通过凹凸矩形槽和耐高温密封圈来实现模具的密封和定位。中间层既能和上下两层组合在一起形成冷却水型腔,也起承重支撑作用。
44.模具最下层4均可采用熔铸式结构,螺旋状管道埋入铸造模具中浇筑成型,管道中可放入特殊的扰流装置。
45.具体实施中:
46.模具最上层4为模面,和已经经过预制的高温工件直接接触。模具最上层4的表面形状和工件的形状相同,工作时直接和高温工件接触,完成工件的淬火时,工件会和冷却模面产生热量交换,并让冷却模面的温度升高。
47.模具最下层6为带有螺旋内嵌管道的铸块,上表面带有矩形的凸槽,可以和中间层下表面所带的矩形凹槽嵌合,搭配高温密封圈,有效防止冷却水泄露,也可起定位作用。
48.模具中间层5为可拆卸的水流道模块设计,可以随模具表面的凹凸性调整水道的步布局,有效带走热量集中处的热量,降低温度。模具中间层5内流动的冷却水将热量带出模具,完成模具的快速冷却。
49.模具中间层水道17设计会根据与加工工件表面凹凸性相关,凸工作表面水道设计会使更多的水流经进而保障冷却速率。
50.如图6所示,三层组合在一起,在模具中间层水道17形成了中间层水室。水冷装置有两条路径,冷却水分别通过模型最下层内嵌的管道和中间层水室,从软管和接口进出模具,经过软管接口和外界相连。
51.最主要的冷却水道由最上层6、中间层5、最下层4,三层层叠而形成,根据模面的凹凸形状高低不同,模面和冷却水道的距离也会不一样,在凸表面热量传递会比凹表面更慢,即凸表面更容易产生热量集中。针对这些区域,由于模具表面厚度原因,凸表面的表面强度会比凹表面的强度大。在本发明中的冷却水道结构的中间层5,在凸表面的区域,设计有更宽的水流道,工作时形成更大的冷却水室,反之在凹表面的区域,水流道设计略微窄,产生小一点的水室。中间层结构5除了决定水道的宽度和形状之外,其余部分还起着承载作用,保证模具的强度。这种结构可以有效的减少在保压锻压件时,由于锻压件某处的强度过大或者锻压件的回弹力反作用于模具,对模具的表面造成变形等损伤。另外在锻压的过程中,如图一的水室设计,过高的锻造压力会导致冷却水室变形,使模具失能,但模具由于本模具的独特设计,不用担心过大的保压力造成模具的损坏。可以锻造较厚的以及具有高回弹力的部件。
52.另外本水流道的设计不同于其他冷却模具的结构,水流道并非采用绝大多数模具的光顺水道,而是采用平面垂直结构。由于流道截面突然变化,产生水流冲击,会将原来的水流由层流状态转化为湍流状态,在模具热量集中处采用这种水流道以及大水室结构,可以使热量更容易被冷却水带出。
53.模具最下层4内部的水道采用螺旋结构,由管道弯曲成螺旋状后,浇铸而成。螺旋管道1结构承载能力好,热量交换面积大,管道内部还可以置入扰流器,让原本圆形管道中容易产生的层流变成湍流,大大增加散热能力。冷却水的流入流出都通过软管和软管接口,可按照散热需求调整水流大小。
54.整个上模被分割成三个部分,每个部分都有各自的冷却结构,都有冷却水流过带走热量,而且冷却水的流入流出都通过软管及其接口,能承受很大范围的水流大小。相比于传统的水冷模具,此发明模具更加适用于热成型水冷模具所需要的更大保压能力,更强水冷能力的需求。
55.以上已对本发明创造的较佳实施例进行了具体说明,但本发明并不限于实施例,熟悉本领域的技术人员在不违背本发明创造精神的前提下还可做出种种的等同的变型或替换,这些等同的变型或替换均包含在本技术的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1