一种焊缝质量检查方法及系统与流程
1.本发明涉及焊接技术领域,具体为一种焊缝质量检查方法及系统。
背景技术:
2.酸洗机组高功率co2激光焊机在生产中起着焊接带钢头尾的作用,是确保冷连轧连续生产的重要设备。生产中,带钢甩尾完成后,开卷机将带头送至焊接位,焊机将自动进行对中剪切和焊接,操作人员检查焊缝质量后进行放料,焊接好的带钢要经过拉矫机、多个辊系,影响焊缝质量的因素多而杂,其焊缝质量的好坏,直接关系到机组稳定运行和产品质量。
3.但是,在现有技术中,由于只通过观察焊缝上下表面质量判断是否放行,然而在观察时由于检测精度低、方式单一,以致于钢带尾部和钢带头部未焊接牢实,最终产生断带事故。
技术实现要素:
4.有鉴于此,本发明实施例提供了一种焊缝质量检查方法及系统,以解决由于现有技术通过肉眼无法对焊缝内部结构进行观察,导致断带事故发生的问题。
5.为实现上述目的,本发明实施例提供如下技术方案:
6.本发明第一方面公开了一种焊缝质量检查方法,包括:
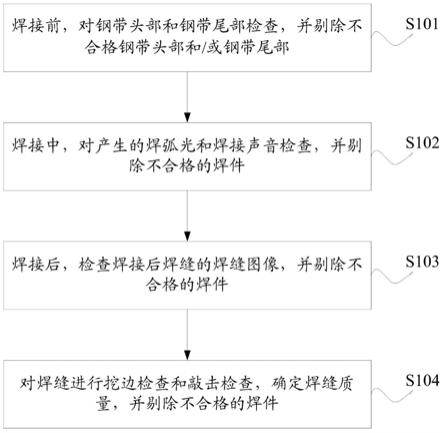
7.焊接前,对钢带头部和钢带尾部检查,并剔除不合格钢带头部和/或钢带尾部;
8.焊接中,对产生的焊弧光和焊接声音检查,并剔除不合格的焊件;
9.焊接后,检查焊接后焊缝的焊缝图像,并剔除不合格的焊件;
10.对所述焊缝进行挖边检查和敲击检查,确定所述焊缝质量,并剔除不合格的焊件。
11.优选的,所述对钢带头部和钢带尾部检查,包括:
12.检查所述钢带头部的厚度t1和所述钢带尾部的厚度t2,若t1和t2满足:1.2mm≤t1≤6.0mm;且1.2mm≤t2≤6.0mm;且t1
‑
t2≤1mm;且t1≤1.25t2,则所述钢带头部和所述钢带尾部合格;否则不合格;其中,t1大于t2;
13.检查所述钢带头部和所述钢带尾部的形状,若所述钢带头部和所述钢带尾部的板形达标,无孔洞折叠、无严重浪型、起皮、厚度不均、过翘或向下扣,则所述钢带头部和所述钢带尾部合格;否则不合格。
14.优选的,所述对产生的焊弧光和焊接声音检查,包括:
15.判断所述焊弧光颜色是否为稳定白光,若是则确定所述焊缝质量为合格,否则确定所述焊缝质量为不合格;
16.将焊接过程中产生的焊接声音信息与预设声音信息进行比对,若比对成功,则确定所述焊缝的质量合格,否则确定所述焊缝的质量不合格。
17.优选的,所述检查焊接后焊缝的焊缝图像,包括:
18.若焊缝表面饱满、均匀焊缝区域无夹杂、无裂缝、无孔洞、边部虚焊小于100mm,焊
缝未错牙,且同规格焊缝未搭接面,焊缝退火色泽均匀,无泛白和泛黄,确定所述焊缝质量为合格,否则不合格。
19.优选的,在对所述钢带头部和所述钢带尾部焊接前,还包括:
20.对焊机设备进行检查;
21.若所述焊机设备检查通过,则通过所述焊机设备可对所述钢带头部和所述钢带尾部焊接。
22.优选的,所述对所述焊缝进行挖边检查和敲击检查包括:
23.对所述焊缝的挖边焊缝部位反复弯曲,检查所述挖边焊缝是否存在裂痕;
24.若所述挖边焊缝不存在裂痕,则确定所述焊缝质量为合格,否则为不合格;
25.敲击焊缝边部及中部,检查所述焊缝边部及中部是否存在裂痕;
26.若所述焊缝边部及中部不存在裂痕,则确定所述焊缝质量合格;否则焊缝不合格。
27.优选的,当钢带头部和钢带尾部的尺寸调整或者材质调整时还包括:
28.切下所述焊缝或挖边作为杯凸样板;
29.根据所述焊缝的裂口或根据所述杯凸的裂口,确定所述焊缝质量。
30.优选的,在对所述钢带头部和所述钢带尾部焊接过程中,还包括:
31.采集保护气体声音信息,将所述声音信息与异常声音信息进行比对;
32.若所述声音信息与异常声音信息进行比对成功,则确定保护气体吹扫功能正常。
33.本发明第二方面公开了一种焊缝质量检查系统,包括:
34.检查模块,用于对钢带头部和钢带尾部检查;
35.焊接模块,用于若所述钢带头部和所述钢带尾部检查均通过,对所述钢带头部和所述钢带尾焊接,并在焊接过程中对产生的焊弧光和焊接声音检查;
36.图像采集模块,用于获取焊接后焊缝的焊缝图像;
37.判定模块,用于基于所述焊弧光、所述焊接声音和焊缝图像,确定所述焊缝质量。
38.由上述内容可知,本发明公开的焊缝质量检查方法和系统,分别在焊接前、焊接中和焊接后三个方面检查并剔除不合格的结构,相较于现有技术,拓展了焊缝质量检查的检查阶段以及检查方式,从而提高了焊缝质量检查的精度。另外,由于各检查阶段的不合格的结构进行剔除处理,从而降低了焊缝断带风险。
附图说明
39.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
40.图1为本发明实施例提供的一种焊缝质量检查方法流程图;
41.图2为本发明实施例提供的对钢带头部和钢带尾部检查的流程图;
42.图3为本发明实施例提供的对焊机设备检查的流程图;
43.图4为本发明实施例提供的对剩余焊缝进行挖边检查和敲击检查的流程图;
44.图5为本发明实施例提供的对钢带头部和钢带尾部的尺寸调整或者材质调整后的流程图;
45.图6为本发明实施例提供的一种裂口未在焊缝区的示意图;
46.图7为本发明实施例提供的一种裂口垂直于焊缝的示意图;
47.图8为本发明实施例提供的一种裂口与焊缝重合的示意图;
48.图9为本发明实施例提供的另一种裂口与焊缝重合的示意图;
49.图10为本发明实施例提供的通过声音信息判断保护气体吹扫功能的流程图;
50.图11为本发明实施例提供的一种焊缝质量检查系统的结构示意图。
具体实施方式
51.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
52.在本技术中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括要素的过程、方法、物品或者设备中还存在另外的相同要素。
53.本发明实施例提供一种焊缝质量检查方法,参见图1,图1为焊缝质量检查方法的流程示意图,焊缝质量检查方法至少包括如下步骤:
54.s101:焊接前,对钢带头部和钢带尾部检查,并剔除不合格钢带头部和/或钢带尾部。
55.需要说明的是,钢带头部和钢带尾部均为被焊件,若钢带头部和钢带尾部检查不合格,会导致钢带头部和钢带尾部的焊接出现质量不合格,因此,在焊接前需要对钢带头部和钢带尾部进行检查,通过对钢带头部和钢带尾部进行检查,然后将不合格的钢带头部和/或钢带尾部剔除,即当钢带头部检查不合格时,将该钢带头部进行剔除,当钢带尾部检查不合格时,将该钢带尾部进行剔除,当钢带头部和钢带尾部均为不合格时,则将该钢带头部和钢带尾部都剔除。
56.在执行步骤s101的过程时,如图2所示,步骤s101的具体执行过程包括以下步骤:
57.s201:检查钢带钢带头部的厚度t1和钢带尾部的厚度t2,若t1和t2满足:1.2mm≤t1≤6.0mm;且1.2mm≤t2≤6.0mm;且t1
‑
t2≤1mm;且t1≤1.25t2,则执行步骤s102;否则剔除钢带头部和/钢带尾部。
58.s202:检查钢带头部和钢带尾部的形状,若钢带头部和钢带尾部的板形达标,无孔洞折叠、无严重浪型、起皮、厚度不均、过翘或向下扣,则执行步骤s202;否则剔除钢带头部和/钢带尾部。
59.其中,t1大于t2。
60.s102:焊接中,对产生的焊弧光和焊接声音检查,并剔除不合格的焊件。
61.需要说明的是,在焊接过程中,会发出焊弧光和焊接声音,而在对被焊件焊接时,焊接的焊接声音大小变化不会太大,焊弧光也只会呈现同一颜色,因此,本技术可以通过对焊弧光和焊接声音检查,能够判断当前焊接对应的焊缝质量,即当焊接声音大小变化过大
时,和/或当焊弧光的颜色出现变化时,则可以判定当前焊缝质量不合格。
62.在执行步骤s102过程时,其具体执行过程为:判断焊弧光颜色是否为稳定白光,若是则确定焊缝质量合格,否则焊缝不合格,以及将焊接过程中产生的焊接声音信息与预设声音信息进行比对,若比对成功,则确定所述焊缝的质量合格,否则确定所述焊缝的质量不合格。
63.需要说明的是,在本技术中,焊弧光的颜色一般为稳定的白光,当焊弧光出现红光时,为激光功率不稳定,对焊缝未焊透,故而可以确定焊缝质量不合格。
64.所述预设声音信息为柔和、稳定的“丝丝”声,因为在焊接过程中,正常的声音为柔和、稳定的“丝丝”声,而当出现爆鸣声和忽大忽小的声音时,则说明当前焊缝未焊接好,故而焊接过程中产生的焊接声音信息与预设声音信息进行比对不会成功,因此,可以确定焊缝的质量为不合格。
65.值得注意的是,焊弧光和焊接声音是在焊接时同时发出的,因此在对焊弧光和焊接声音进行检查时,可同时对焊弧光和焊接声音进行检查。
66.优选的,还可以通过检测焊接余光的闪烁波动大小来判断焊缝质量,若焊接余光的闪烁波动较大,则确定焊缝质量为不合格,反之则说明焊缝质量为合格。
67.需要说明的是,当焊缝余光的闪烁波动较大时,可以确定当前焊缝为虚焊,因此,可以判定当前焊缝的质量不合格,若当前焊缝余光突然减小,且每段焊缝发出的焊缝余光强度不同,则可以确定焊缝出现了错牙或未对齐问题,因此,可以确定焊缝质量为不合格。
68.s103:焊接后,检查焊接后焊缝的焊缝图像,并剔除不合格的焊件。
69.需要说明的是,通过焊接后检查焊缝图像,根据焊缝图像中的焊缝形状及焊缝颜色来判断焊缝的质量是否合格,若焊缝的形状与预先设定的焊缝形状相同,且焊缝颜色也与预先设定的颜色相同,则可以确定当前焊缝的质量为合格,若焊缝的形状与预先设定的焊缝形状不相同和/或焊缝的焊缝颜色与预先设定的颜色不相同,则说明当前焊缝的质量为不合格。
70.在执行步骤s103过程时,其具体执行过程为:检查焊缝图像的焊缝表面是否饱满、均匀焊缝区域无夹杂、无裂缝、无孔洞、边部虚焊小于100mm,焊缝未错牙,且同规格焊缝未搭接面,若焊缝图像的焊缝表面饱满、均匀焊缝区域无夹杂、无裂缝、无孔洞、边部虚焊小于100mm,焊缝未错牙,且同规格焊缝未搭接面,焊缝退火色泽均匀,无泛白和泛黄则确定焊缝质量为合格,否则不合格。
71.需要说明的是,焊缝退火为焊机功能,是与焊接同时进行的,退火色泽微微发亮,是一种相对亮余母材的颜色,若颜色泛白、泛黄为退火不够和过大,会引起焊缝脆和硬,因此需要通过确定焊缝退火色泽是否均匀,且是否泛白和泛黄来确定焊缝质量是否合格。
72.s104:对焊缝进行挖边检查和敲击检查,确定焊缝质量,并剔除不合格的焊件。
73.需要说明的是,挖边检查是对焊缝的挖边焊缝部位进行检查,通过检查挖边焊缝区域是否存在裂痕来判断焊缝质量是否合格,若挖边焊缝区域存在裂痕则说明当前焊缝质量不合格;而敲击检查则是用铁锤敲击焊缝,然后通过观察焊缝是否开裂来判断焊缝质量是否合格,若焊缝有开裂,则说明当前焊缝质量不合格。
74.本技术实施例通过在焊接前,对钢带头部和钢带尾部检查,并剔除不合格钢带头部和/或钢带尾部;焊接中,对产生的焊弧光和焊接声音检查,并剔除不合格的焊件;焊接
后,检查焊接后焊缝的焊缝图像,并剔除不合格的焊件;并对焊缝进行挖边检查和敲击检查,确定焊缝质量,并剔除不合格的焊件。通过上述公开的焊缝质量检查方法,对焊缝进行检查,并在每一次检查完后对不合格的焊接进行剔除,使得焊缝质量得到保证,本技术相较于现有技术,不仅需要对钢带头部和钢带尾部版型进行检查,还需要对焊接过程中的焊弧光和焊接声音进行检查,以及还需要对焊接后的焊缝进行检查,并对焊接后的焊缝进行挖边检查和敲击检查,通过对焊缝的综合检查,弥补现有技术无法通过肉眼对焊缝内部质量的检查,且还能够焊接流程中快速判断焊缝质量异常,并进行一系列参数调整、重焊等应急处理,节约焊接时间,进而避免焊缝断带风险。
75.进一步,参考图3,在对钢带头部和钢带尾部焊接前,还包括以下步骤:
76.s301:对焊机设备进行检查,若焊机设备检查通过,则执行步骤s302,否则执行步骤s303。
77.s302:通过焊机设备可对钢带头部和钢带尾部焊接。
78.s303:对焊机设备进行维修或更换焊机设备,完成后返回步骤s301。
79.需要说明的是,对焊机设备进行检查主要是对焊机设备内气体充足、焊机设备功能正常无报警、无漏油情况、双切剪激光头夹钳无异物、挖边机正常、各辊系及对中装置正常和焊接小车正常检查,当焊机设备内气体充足、焊机设备功能正常无报警、无漏油情况、双切剪激光头夹钳无异物、挖边机正常、各辊系及对中装置正常和焊接小车正常则说明焊机设备是正常的,否则说明焊机设备是不正常的。
80.本技术通过对焊机设备进行检查,若焊机设备检查通过,则通过焊机设备可对钢带头部和钢带尾部焊接,否则通过对焊机设备进行维修或者更换焊机设备,并在焊机设备维修完成后或者更换焊机设备完成后重新对焊机设备进行检查,进而确保焊机设备能够对钢带头部和钢带尾部进行焊接。
81.进一步,在执行步骤s104过程时,参考图4,步骤s104的具体执行过程包括以下步骤:
82.s401:对挖边焊缝部位反复弯曲,检查挖边焊缝是否存在裂痕,若挖边焊缝存在裂痕,则执行步骤s402,若挖边焊缝不存在裂痕,则执行步骤s403。
83.s402:确定焊缝质量为不合格。
84.s403:敲击焊缝边部及中部,检查焊缝边部及中部是否存在裂痕,若焊缝边部和/或中部存在裂痕,则执行步骤s404,若焊缝边部及中部均不存在裂痕,则执行步骤s405;
85.s404:确定焊缝质量不合格。
86.s405:确定焊缝质量合格。
87.需要说明的是,挖边焊缝为焊缝切除后的一部分,通过对挖边焊缝部位反复弯曲,检查挖边焊缝是否存在裂痕;以及敲击焊缝边部及中部,检查焊缝边部及中部是否存在裂痕;能够有效的检测出焊缝质量是否合格,当挖边焊缝存在裂痕和/或中部存在裂痕,则说明该焊缝的质量为不合格,通过上述检查,能够有效保证钢带头部和钢带尾部的焊接处更加牢固,避免断带事故发生。
88.进一步,参考图5,当钢带头部和钢带尾部的尺寸调整或者材质调整时,此时焊接设备的焊接参数会相应的进行调节,为了确保焊缝质量,需要在对钢带头部和钢带尾部的尺寸调整或者材质调整后,需要执行以下步骤来确保焊缝质量。
89.需要说明的是,焊接参数包括焊枪的移动速度、焊枪与焊缝的角度和焊条的直径。
90.s501:切下焊缝或挖边作为杯凸样板。
91.s502:根据焊缝的裂口或根据杯凸的裂口,确定焊缝质量。
92.需要说明的是,参考图6
‑
图9,其中,图6的裂口未在焊缝区,图7的裂口垂直于焊缝方向,图6和图7的焊缝为合格,图8和图9的焊缝与裂口重合,在应力作用下,钢带头部和钢带尾部容易发生断带事故,因此,图8和图9中的焊缝为不合格焊缝。
93.进一步,在执行步骤s101过程时,参考图10,步骤s101还包括以下步骤:
94.s1001:采集保护气体的声音信息,将声音信息与异常声音信息进行比对,若声音信息与异常声音信息进行比对成功,则执行步骤s1002,若声音信息与异常声音信息进行比对不成功,则执行步骤s1003。
95.s1002:确定保护气体吹扫功能正常。
96.s1003:确定保护气体吹扫功能不正常。
97.需要说明的是,保护气体是焊机焊接和退火功能以及防护激光透镜的重要保证,保护气体一般在焊接时会发出多次保护气体吹扫时“呲呲”的响声,即为异常声音信息;而通过采集保护气体的声音信息,并将采集到的声音信息与异常声音信息进行比对,若采集到的声音信息与异常声音信息比对成功,则说明保护气体在吹扫时发出的声音为“呲呲”声音,若采集到的声音信息与异常声音信息对比不成功,则说明保护气体在吹扫时发出的声音不会“呲呲”,因此可以判定保护气体吹扫功能不正常。
98.值得注意的是,保护气体在焊接时一般会发出6次“呲呲”声音,当保护气体未发出6次“呲呲”声音,或者保护气体发出“呲呲”声音次数超过6次时,可以确定保护气体吹扫功能不正常,当保护气体发出的“呲呲”声音次数为6次,可以确定保护气体吹扫功能正常。
99.需要说明的是,所述保护气体在焊接时发出“呲呲”声音的次数本领域技术人员可根据具体情况进行设定,保护气体的“呲呲”声音并不仅限于6次。
100.与上述本技术实施例提供的一种焊缝质量检查方法相对应,本技术实施例还提供了相应的焊缝质量检查系统,参见图11,为本技术实施例公开的一种焊缝质量检查系统,焊缝质量检查系统包括:
101.检查模块1101,用于对钢带头部和钢带尾部检查;
102.焊接模块1102,用于若钢带头部和钢带尾部检查均通过,对钢带头部和钢带尾焊接,并在焊接过程中对产生的焊弧光和焊接声音检查;
103.图像采集模块1103,用于获取焊接后焊缝的焊缝图像;
104.判定模块1104,用于基于焊弧光、焊接声音和焊缝图像,确定焊缝质量。
105.本技术实施例通过检查模块对钢带头部和钢带尾部检查;若钢带头部和钢带尾部检查均通过,焊接模块对钢带头部和钢带尾焊接,并在焊接过程中对产生的焊弧光和焊接声音检查;图像采集模块获取焊接后焊缝的焊缝图像;判定模块基于焊弧光、焊接声音和焊缝图像,确定焊缝质量。通过在焊接前,对钢带头部和钢带尾部检查,并剔除不合格钢带头部和/或钢带尾部;焊接中,对产生的焊弧光和焊接声音检查,并剔除不合格的焊件;焊接后,检查焊接后焊缝的焊缝图像,并剔除不合格的焊件;并对焊缝进行挖边检查和敲击检查,确定焊缝质量,并剔除不合格的焊件。通过上述公开的焊缝质量检查系统,对焊缝进行检查,并在每一次检查完后对不合格的焊接进行剔除,使得焊缝质量得到保证,本技术相较
于现有技术,不仅需要对钢带头部和钢带尾部版型进行检查,还需要对焊接过程中的焊弧光和焊接声音进行检查,以及还需要对焊接后的焊缝进行检查,并对焊接后的焊缝进行挖边检查和敲击检查,通过对焊缝的综合检查,弥补现有技术无法通过肉眼对焊缝内部质量的检查,且还能够快速对焊缝质量进行检查,进而避免焊缝断带风险。
106.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。尤其,对于系统或系统实施例而言,由于其基本相似于方法实施例,所以描述得比较简单,相关之处参见方法实施例的部分说明即可。以上所描述的系统及系统实施例仅仅是示意性的,其中作为分离部件说明的单元可以是或者也可以不是物理上分开的,作为单元显示的部件可以是或者也可以不是物理单元,即可以位于一个地方,或者也可以分布到多个网络单元上。可以根据实际的需要选择其中的部分或者全部模块来实现本实施例方案的目的。本领域普通技术人员在不付出创造性劳动的情况下,即可以理解并实施。
107.专业人员还可以进一步意识到,结合本文中所公开的实施例描述的各示例的单元及算法步骤,能够以电子硬件、计算机软件或者二者的结合来实现,为了清楚地说明硬件和软件的可互换性,在上述说明中已经按照功能一般性地描述了各示例的组成及步骤。这些功能究竟以硬件还是软件方式来执行,取决于技术方案的特定应用和设计约束条件。专业技术人员可以对每个特定的应用来使用不同方法来实现所描述的功能,但是这种实现不应认为超出本发明的范围。
108.对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1