基于辅助刀库的换刀控制方法、装置、存储介质以及设备与流程
本技术涉及数控加工,尤其涉及一种基于辅助刀库的换刀控制方法、装置、存储介质以及设备。
背景技术:
1、现有机床的原刀库中能够存储的刀柄数量有限,为了拓展刀柄的数量,通常采用在机床上设置可以存储刀柄的辅助刀库,并通过夹持器从辅助刀库(辅助刀库中具有用于存储刀柄的存储位)中抓取刀柄移动到原刀库空的换刀位上(原刀库中具有用于放置辅助刀库中的刀柄的空刀位和用于放置其他刀柄的放置位)中,由于常规驱动夹持器移动的驱动器结构尺寸较大、成本高,使得夹持器所占据的空间较大,增加了数控机床的结构尺寸,导致夹持器只能安装于主刀库和辅助刀库之间,使得夹持器只能通过旋转的方式更换刀柄,降低了刀柄更换速度,并且需要设置夹持器的旋转角度,增加了刀柄夹持器的控制难度。
技术实现思路
1、为了克服现有技术中缺陷的至少其中之一,本技术的目的在于提供一种基于辅助刀库的换刀控制方法、装置、存储介质以及设备,用于解决夹持器安装在辅助刀库和主刀库之间,导致的夹持器只能通过旋转的方式更换刀柄,降低了刀柄更换速度,并且需要设置夹持器的旋转角度,增加了刀柄夹持器的控制难度问题。
2、本技术的目的采用如下技术方案实现:
3、本技术实施例提供了一种辅助刀库换刀控制方法,包括:
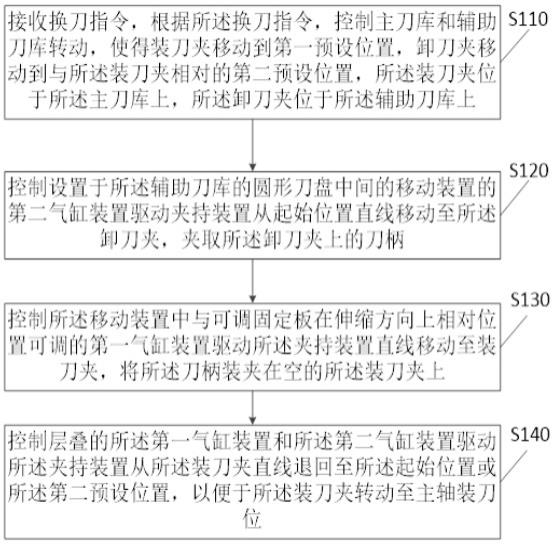
4、接收换刀指令,根据所述换刀指令,控制主刀库和辅助刀库转动,使得装刀夹移动到第一预设位置,卸刀夹移动到与所述装刀夹相对的第二预设位置,所述装刀夹位于所述主刀库上,所述卸刀夹位于所述辅助刀库上;
5、控制设置于所述辅助刀库的圆形刀盘中间的移动装置的第二气缸装置驱动夹持装置从起始位置直线移动至所述卸刀夹,夹取所述卸刀夹上的刀柄;
6、控制所述移动装置中与可调固定板在伸缩方向上相对位置可调的第一气缸装置驱动所述夹持装置直线移动至装刀夹,将所述刀柄装夹在空的所述装刀夹上;
7、控制层叠的所述第一气缸装置和所述第二气缸装置驱动所述夹持装置从所述装刀夹直线退回至所述起始位置或所述第二预设位置,以便于所述装刀夹转动至主轴装刀位。
8、可选地,所述层叠的所述第一气缸装置和所述第二气缸装置驱动所述夹持装置从所述装刀夹直线退回至所述起始位置或所述第二预设位置,以便于所述装刀夹转动至主轴装刀位之后,包括:
9、控制所述主刀库转动,使得所述装刀夹移动到所述主轴装刀位;
10、控制所述主刀库和主轴运动,以将所述刀柄装夹到所述主轴上;
11、控制所述主轴运动到加工位并加工工件。
12、可选地,所述接收换刀指令,根据所述换刀指令,控制主刀库和辅助刀库转动,使得装刀夹移动到第一预设位置,卸刀夹移动到与所述装刀夹相对的第二预设位置之前,包括:
13、获取所述辅助刀库的刀盘直径,根据所述刀盘直径,确定所述夹持装置在所述辅助刀库的刀盘上直线移动的起始位置;
14、控制气缸调位装置,驱动安装于所述可调固定板上的所述第一气缸装置移动至与所述直线移动的起始位置相关联的固定位,使得所述夹持装置位于所述直线移动的起始位置。
15、可选地,所述控制层叠的所述第一气缸装置和所述第二气缸装置驱动所述夹持装置从所述装刀夹直线退回至所述起始位置或所述第二预设位置,以便于所述装刀夹转动至主轴装刀位之后,包括:
16、接收第一卸刀指令,根据所述第一卸刀指令,控制所述主刀库转动,使得所述装刀夹移动到所述第一预设位置;
17、控制所述第一气缸装置和第二气缸装置驱动所述夹持装置从所述第二预设位置直线移动至所述装刀夹,夹取所述装刀夹上的刀柄;
18、控制所述第二气缸装置或第一气缸装置驱动所述夹持装置从所述装刀夹直线移动至空的所述卸刀夹,将所述刀柄装夹在空的所述卸刀夹上;
19、控制所述第一气缸装置或第二气缸装置驱动所述夹持装置从所述卸刀夹退回至所述起始位置;
20、或者,接收第二卸刀指令,根据所述第二卸刀指令,控制所述主刀库和所述辅助刀库转动,使得所述装刀夹移动到所述第一预设位置,空的所述卸刀夹移动到所述第二预设位置;
21、控制所述第一气缸装置和所述第二气缸装置驱动所述夹持装置从所述起始位置移动至所述装刀夹,夹取所述装刀夹上的刀柄;
22、控制所述第二气缸装置或第一气缸装置驱动所述夹持装置从所述装刀夹直线移动至空的所述卸刀夹,将所述刀柄装夹在空的所述卸刀夹上;
23、控制所述移动装置的第一气缸装置或第二气缸装置驱动所述夹持装置从所述卸刀夹退回至所述起始位置。
24、可选地,所述夹持装置包括夹爪,所述第一气缸装置包括相互连接的第一伸缩部和第二气缸,所述第二气缸装置包括相互连接的第二伸缩部和第二气缸;所述第一伸缩部与所述第二气缸连接,所述第二伸缩部与所述夹爪连接;所述夹爪包括夹持刀柄的夹持面和与所述夹持面垂直的第一面,所述装刀夹包括装夹刀柄的装夹面和与所述装夹面垂直的第二面,所述第一面和所述第二面平行;
25、所述控制设置于所述辅助刀库的圆形刀盘中间的移动装置的第二气缸装置驱动夹持装置从起始位置直线移动至所述卸刀夹,夹取所述卸刀夹上的刀柄,包括:
26、控制所述第二气缸驱动所述第二伸缩部伸出,使得所述夹爪从所述起始位置移动至所述卸刀夹,夹取所述卸刀夹上的刀柄。
27、可选地,所述控制所述移动装置中与可调固定板在伸缩方向上相对位置可调的第一气缸装置驱动所述夹持装置直线移动至装刀夹,将所述刀柄装夹在空的所述装刀夹上,包括:
28、控制所述移动装置中与所述可调固定板在伸缩方向上相对位置可调的所述第一气缸驱动所述第一伸缩部伸出,使得所述夹爪从所述卸刀夹移动至所述装刀夹,将所述刀柄装夹在空的所述装刀夹上。
29、可选地,所述控制层叠的所述第一气缸装置和所述第二气缸装置驱动所述夹持装置从所述装刀夹直线退回至所述起始位置或所述第二预设位置,以便于所述装刀夹转动至主轴装刀位,包括:
30、控制所述第一气缸驱动所述第一伸缩部和所述第二气缸驱动所述第二伸缩部缩回,使得所述夹爪从所述装刀夹移动至所述起始位置;
31、或者控制所述第二气缸驱动所述第二伸缩部缩回或所述第一气缸驱动所述第一伸缩部缩回,使得所述夹爪从所述装刀夹移动至所述第二预设位置。
32、可选地,所述控制所述第一气缸装置和第二气缸装置驱动所述夹持装置从所述第二预设位置直线移动至所述装刀夹,夹取所述装刀夹上的刀柄,包括:
33、控制所述第一气缸驱动所述第一伸缩部伸出和所述第二气缸驱动所述第二伸缩部伸出,使得所述夹爪从所述第二预设位置直线移动至所述装刀夹,夹取所述装刀夹上的刀柄。
34、可选地,所述控制所述第二气缸装置驱动所述夹持装置从所述装刀夹直线移动至空的所述卸刀夹,将所述刀柄装夹在空的所述卸刀夹上,包括:
35、控制所述第二气缸驱动所述第二伸缩部缩回或所述第一气缸驱动所述第一伸缩部缩回,使得所述夹爪从所述装刀夹移动至所述卸刀夹,将所述刀柄装夹在空的所述卸刀夹上。
36、可选地,所述控制所述第一气缸装置和所述第二气缸装置驱动所述夹持装置从所述起始位置移动至所述装刀夹,夹取所述装刀夹上的刀柄,包括:
37、控制所述第一气缸驱动所述第一伸缩部伸出和所述第二气缸驱动所述第二伸缩部伸出,使得所述夹爪从所述起始位置移动至所述装刀夹,夹取所述装刀夹上的刀柄。
38、可选地,所述控制所述第一气缸装置驱动所述夹持装置从所述卸刀夹退回至所述起始位置,包括:
39、控制所述第一气缸驱动所述第一伸缩部缩回或所述第二气缸驱动所述第二伸缩部缩回,使得所述夹持装置从所述卸刀夹移动至所述起始位置。
40、本技术实施例还提供了一种基于辅助刀库的换刀控制装置,包括:能转动且设置有装刀夹的主刀库和能转动且设置有卸刀夹的辅助刀库,所述装刀夹在第一预设位置和在第二预设位置的所述卸刀夹相对应;所述辅助刀库的圆形刀盘中间设置有移动装置、所述移动装置连接有用于夹取刀柄的夹持装置;
41、所述移动装置包括层叠的第一气缸装置和第二气缸装置,所述第一气缸装置设置于所述辅助刀库的刀盘与所述第二气缸装置之间,所述第二气缸装置与所述夹持装置连接;
42、还包括与所述第一气缸装置在其伸缩方向上相对位置可调的可调固定板;
43、所述移动装置中的所述第一气缸装置与可调固定板连接,所述可调固定板与所述辅助刀库的刀盘固定连接。
44、可选地,还包括与所述控制器电连接的气缸调位装置,所述气缸调位装置用于驱动所述第一气缸装置相对所述可调固定板在所述第一气缸装置的伸缩方向上移动移动,使得所述夹持装置位于直线移动的起始位置。
45、可选地,所述可调固定板上设置有若干安装调节孔,固定件穿过所述安装调节孔连接所述第一气缸装置和所述可调固定板。
46、本技术实施例还提供了一种计算机可读存储介质,所述存储介质上存储有计算机程序,所述程序被处理器执行时实现本技术实施例中任一实施方式的基于辅助刀库的换刀控制方法的步骤。
47、本技术实施例还提供了一种计算机设备,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器执行所述程序时实现本技术实施例中任一实施方式的基于辅助刀库的换刀控制方法的步骤。
48、本技术实施例提供的基于辅助刀库的换刀控制方法、装置、存储介质以及设备中,本技术实施例提供的基于辅助刀库的换刀控制方法,包括接收换刀指令,根据所述换刀指令,控制主刀库和辅助刀库转动,使得装刀夹移动到第一预设位置,卸刀夹移动到与所述装刀夹相对的第二预设位置,所述装刀夹位于所述主刀库上,所述卸刀夹位于所述辅助刀库上;控制设置于所述辅助刀库的圆形刀盘中间的移动装置的第二气缸装置驱动夹持装置从起始位置直线移动至所述卸刀夹,夹取所述卸刀夹上的刀柄;控制所述移动装置中与可调固定板在伸缩方向上相对位置可调的第一气缸装置驱动所述夹持装置直线移动至装刀夹,将所述刀柄装夹在空的所述装刀夹上;控制层叠的所述第一气缸装置和所述第二气缸装置驱动所述夹持装置从所述装刀夹直线退回至所述起始位置或所述第二预设位置,以便于所述装刀夹转动至主轴装刀位。为了加快刀柄的更换速度,本技术采用直推式夹持装置进行刀柄的更换,相对夹持装置采用旋转的方式进行刀柄更换并需要设置旋转角度的方式,直推式夹持装置减少了夹持装置转动的行程,并简化了控制步骤,降低了刀柄夹持装置的控制难度,同时减少了换刀时间。同时基于该控制方法采用的驱动夹持装置移动的气缸尺寸较小,能够安装于辅助刀库的刀盘上,实现多个行程的移动,解决了常规驱动夹持器移动的驱动器结构尺寸较大、成本高,导致夹持装置所占据的空间较大的问题。另外,该第一气缸装置能够相对可调固定板移动,实现整个移动装置在不同直径刀盘上使用的通用性,也就是说整个移动装置可以实现在不同型号尺寸的辅助刀库上的安装,且只需经过手动调整或自动调整第一气缸装置和可调固定板之间的相对位置,就能实现正常使用。
- 还没有人留言评论。精彩留言会获得点赞!