一种防爆电机定子焊接设备的制作方法
1.本发明涉及防爆电机领域,尤其涉及一种防爆电机定子焊接设备。
背景技术:
2.防爆电机在运行时不产生电火花,是一种在易燃易爆场所使用的电机。
3.定子是电动机或发电机静止不动的部分。定子由定子铁芯、定子绕组和机座三部分组成。
4.现有的定子在组装后,需要对线圈上预留的线束外接转接线,线束和转接线组合一般称作组合导线;其在外接转接线后需要对线头位置焊接;焊接时会将定子放置在滚轮架上,通过传送带将滚轮架连带定子移动至焊接处人工进行焊接;现有一般是单个人左手持钳,右手持氢氧焊枪配合焊接;在焊接过程中,焊接人员左手持钳对组合导线的转接线,靠近线头氢氧焊的位置进行夹持,夹持后通过钳子扭转组合导线的转接线调节线头的位置,由于组合导线的转接线径口较粗,且线型变形扭曲各异;同时左手一般为非惯用手,在通过钳子扭转组合导线的转接线时易产生打滑现象,导致需要多次的对组合导线的转接线松夹来配合线头的调节,并且在扭转时人身体会不自主跟着移动,易导致右手手持的氢氧焊枪火焰接触到其他组合导线的转接线或者绝缘纸,导致组合导线的转接线胶套层融化或者绝缘纸受损;进一步的,由于外接组合导线的转接线有固定的长度、且径口较粗,组合导线的转接线会产生下垂的重力,焊接人员扭转组合导线的转接线时容易产生夹持脱离的问题;导致焊接效率低下。
5.综合上述问题,需要一种防爆电机定子焊接设备来克服上述问题。
技术实现要素:
6.为了克服通过钳子扭转组合导线的转接线时易产生打滑现象,导致组合导线的转接线胶套层融化或者绝缘纸受损;组合导线的转接线自重导致组合导线的转接线被夹持时易脱离,进而导致焊接效率低下的缺点,本发明提供一种防爆电机定子焊接设备。
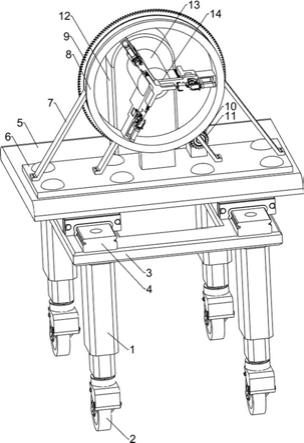
7.技术方案如下:一种防爆电机定子焊接设备,包括有导线单元、对折单元、定位焊接单元、第一伸缩件、万向轮、第一固定板、导向件、第二固定板、第三固定板、限位架、套环、齿环、第一驱动件、齿轮、支撑杆、连接轴和三叉架;四个第一伸缩件底端分别固接有一个万向轮;四个第一伸缩件顶端固接有第一固定板;第一固定板上表面左侧和右侧分别固接有一个导向件;两个导向件的导向块上表面固接有第二固定板;第二固定板上表面前部固接有第三固定板;第三固定板上表面固接有限位架;限位架的圆形轨道内转动连接有套环;套环外壁后方固接有齿环;第三固定板上表面后部固接有第一驱动件;第一驱动件输出轴固接有齿轮;齿轮与齿环啮合;第二固定板上表面后部固接有支撑杆;支撑杆上部转动连接有连接轴;连接轴前部固接有三叉架;三叉架外侧与套环内壁进行固接;三叉架上环绕安装有三组导线单元,导线单元用于将下垂的组合导线挂起拉直;三叉架上环绕安装有三组对折
单元,对折单元用于将组合导线翻折;每组对折单元分别位于对应每组导线单元靠近连接轴轴心的一侧;三叉架上安装有三组定位焊接单元,定位焊接单元用于将翻折后的组合导线的线头固接;每组定位焊接单元分别位于对应每组导线单元远离连接轴轴心的一侧。
8.作为优选,万向轮具有自锁功能。
9.作为优选,导线单元包括有第二驱动件、外环架、第二伸缩件和导钩;三叉架上环绕固接有三个第二驱动件;三个第二驱动件输出轴分别固接有一个外环架;三个外环架外表面均与三叉架进行转动连接;三个外环架内部分别固接有一个第二伸缩件;三个第二伸缩件输出轴分别固接有一个导钩。
10.作为优选,导钩前部呈c字型,用于勾住组合导线的线束。
11.作为优选,对折单元包括有第三伸缩件、第三驱动件、第一夹块和第二夹块;三叉架环绕固接有三个第三伸缩件;三个第三伸缩件伸缩端分别固接有一个第三驱动件;三个第三驱动件远离每个第三伸缩件一侧,分别固接有一个第一夹块;三个第三驱动件输出轴分别固接有一个第二夹块。
12.作为优选,每个第一夹块和第二夹块均呈统一朝向安装;实现在第二夹块翻折后,第一夹块和第二夹块同时将组合导线承托限位。
13.作为优选,定位焊接单元包括有第一固定架、氢氧焊枪、第二固定架、第四伸缩件、支撑块、滑轨、传动块、第三夹块、第五伸缩件、第四夹块、陶瓷垫块、第六伸缩件、第四驱动件和电动三爪卡盘;三叉架上环绕固接有三个第一固定架;三个第一固定架分别位于对应每个导钩远离连接轴轴心的一侧;三个第一固定架前部分别连接有一个氢氧焊枪;三叉架上环绕固接有三个第二固定架;三个第二固定架分别位于对应每个第一固定架远离连接轴轴心的一侧;三叉架上环绕固接有三个第六伸缩件;三个第六伸缩件分别位于对应每组第一固定架和第二固定架之间;三个第二固定架前部分别连接有一个第四伸缩件;三个第四伸缩件伸缩端分别固接有一个支撑块;三个支撑块分别固接有一个滑轨;三个滑轨分别位于远离对应每个第四伸缩件的一侧;三个滑轨的滑道上分别滑动连接有两个传动块;每个传动块上分别固接有一个第三夹块;相邻两个第三夹块为对称设置;相邻的两个第三夹块为一组,每组中两个第三夹块的相向侧各安装有一个第五伸缩件,每组中两个第三夹块的后部各固接有一个陶瓷垫块;六个第五伸缩件的伸缩端各固接有一个第四夹块;三个第六伸缩件伸缩端分别固接有一个第四驱动件;三个第四驱动件伸缩端分别固接有一个电动三爪卡盘。
14.作为优选,定位焊接单元还包括有第七伸缩件和刹车片,三个第四驱动件分别固接有一个第七伸缩件;每个第七伸缩件分别位于靠近每个第二固定架的一侧;三个第七伸缩件伸缩端分别固接有一个刹车片,刹车片用于紧急刹车。
15.作为优选,每组中两个第四夹块的相向侧,并且靠近第三伸缩件方向均设置为弯弧状,对应的每组中两个第三夹块分别靠近对应的第四夹块一侧同样设置为弯弧状;实现将组合导线配合进行限位。
16.作为优选,第一夹块、第二夹块和第三夹块均经过打磨去棱角处理。
17.有益效果是:本发明实现了将定子的组合导线线头进行自动定位,定位后对线头进行调节,使线头可以处于自动焊接处,同时配合进行自动焊接;避免了焊接人员焊接时操作繁琐且易产生组合导线的转接线和绝缘纸受损的问题。
附图说明
18.图1为本发明的防爆电机定子焊接设备的第一种立体结构示意图;图2为本发明的防爆电机定子焊接设备的第二种立体结构示意图;图3为本发明的防爆电机定子焊接设备的局部立体结构示意图;图4为本发明的防爆电机定子焊接设备的r区放大图;图5为本发明的防爆电机定子焊接设备的导线单元、对折单元和定位焊接单元组合立体结构示意图;图6为本发明的防爆电机定子焊接设备的导线单元移动至组合导线线束侧面的立体结构示意图;图7为本发明的防爆电机定子焊接设备的对折单元将组合导线转接线翻折后,定位焊接单元准备夹持的立体结构示意图;图8为本发明的防爆电机定子焊接设备的定位焊接单元立体将组合导线夹持,配合线头定位后待焊接的结构示意图。
19.附图标记说明:1
‑
第一伸缩件,2
‑
万向轮,3
‑
第一固定板,4
‑
导向件,5
‑
第二固定板,6
‑
第三固定板,7
‑
限位架,8
‑
套环,9
‑
齿环,10
‑
第一驱动件,11
‑
齿轮,12
‑
支撑杆,13
‑
连接轴,14
‑
三叉架,16
‑
组合导线,201
‑
第二驱动件,202
‑
外环架,203
‑
第二伸缩件,204
‑
导钩,301
‑
第三伸缩件,302
‑
第三驱动件,303
‑
第一夹块,304
‑
第二夹块,401
‑
第一固定架,402
‑
氢氧焊枪,403
‑
第二固定架,404
‑
第四伸缩件,405
‑
支撑块,406
‑
滑轨,407
‑
传动块,408
‑
第三夹块,409
‑
第五伸缩件,4010
‑
第四夹块,4011
‑
陶瓷垫块,4012
‑
第六伸缩件,4013
‑
第四驱动件,4014
‑
电动三爪卡盘,4015
‑
第七伸缩件,4016
‑
刹车片。
具体实施方式
20.下面结合附图所示的实施例对本发明作进一步描述。
21.在本发明的实施例中,第一伸缩件1、第二伸缩件203、第三伸缩件301、第四伸缩件404、第五伸缩件409、第六伸缩件4012和第七伸缩件4015为电动推杆;导向件4为直线导轨;第一驱动件10、第三驱动件302和第四驱动件4013为电机;传动块407为电动滑块,第二驱动件201为电动转盘。
22.实施例1一种防爆电机定子焊接设备,如图1
‑
4所示,包括有导线单元、对折单元、定位焊接单元、第一伸缩件1、万向轮2、第一固定板3、导向件4、第二固定板5、第三固定板6、限位架7、套环8、齿环9、第一驱动件10、齿轮11、支撑杆12、连接轴13和三叉架14;四个第一伸缩件1底端分别固接有一个万向轮2;四个第一伸缩件1顶端固接有第一固定板3;第一固定板3上表面左侧和右侧分别固接有一个导向件4;两个导向件4的导向块上表面固接有第二固定板5;第二固定板5上表面前部固接有第三固定板6;第三固定板6上表面固接有限位架7;限位架7的圆形轨道内转动连接有套环8;套环8外壁后方固接有齿环9;第三固定板6上表面后部固接有第一驱动件10;第一驱动件10输出轴固接有齿轮11;齿轮11与齿环9啮合;第二固定板5上表面后部固接有支撑杆12;支撑杆12上部转动连接有连接轴13;连接轴13前部焊接有三叉架14;三叉架14外侧与套环8内壁进行固接;三叉架14上环绕安装有三组导线单元;三叉架14上环绕安装有三组对折单元;每组对折单元分别位于对应每组导线单元靠近连接轴13
轴心的一侧;三叉架14上安装有三组定位焊接单元;每组定位焊接单元分别位于对应每组导线单元远离连接轴13轴心的一侧。
23.在进行焊接前,先将防爆电机定子焊接设备移动至放置有定子的传送带侧面,将导线单元、对折单元和定位焊接单元朝向传送带;在传送带上连接滚轮架,滚轮架上放置有待焊接的定子,定子的组合导线16朝向导线单元、对折单元和定位焊接单元;接着控制四个第一伸缩件1伸缩,使连接轴13轴心与定子的轴心处于同一水平面,接着四个第一伸缩件1停止伸缩,人工固定四个万向轮2;开始焊接时,通过控制两个导向件4带动第二固定板5朝定子一侧滑动,当导线单元、对折单元、定位焊接单元位于焊接范围内后停止滑动,接着控制导线单元将组合导线16的线束挂住并拉直至靠近线头处停止运行;接着通过对折单元将组合导线16的转接线翻折,使线头可以处于与预留线束保持同一水平后,通过定位焊接单元将翻折的组合导线16的转接线靠近线头位置夹持,夹持后移动焊接位置进行焊接,焊接前还可以将线头固定,配合对线头位置进一步定位调节,接着进行焊接;焊接后定位焊接单元复位,通过滚轮架带动定子转动,使定子的下一组组合导线16可以定位至焊接位置配合焊接;完全焊接后通过传送带动将定子转移,新的定子配合移动至焊接处进行新一轮的焊接;本发明实现了将定子的组合导线16线头进行自动定位,定位后对线头进行调节,使线头可以处于自动焊接处,同时配合进行自动焊接;避免了焊接人员焊接时操作繁琐且易产生组合导线16的转接线和绝缘纸受损的问题;进一步地,上述通过滚轮架带动定子转动让下一组组合导线16定位至焊接位置配合焊接的方式,也可以采用以下方式实现:滚轮架不带动定子转动,第一驱动件10带动齿轮11转动,齿轮11通过齿环9带动套环8转动,套环8通过三叉架14带动导线单元、对折单元和定位焊接单元转动,从而对定子下一组组合导线16进行焊接。
24.实施例2在实施例1的基础上,如图4
‑
8所示,导线单元包括有第二驱动件201、外环架202、第二伸缩件203和导钩204;三叉架14上环绕固接有三个第二驱动件201;三个第二驱动件201输出轴分别固接有一个外环架202;三个外环架202外表面均与三叉架14进行转动连接;三个外环架202内部分别固接有一个第二伸缩件203;三个第二伸缩件203输出轴分别固接有一个导钩204。
25.导钩204前部呈c字型,用于勾住组合导线16的线束。
26.对折单元包括有第三伸缩件301、第三驱动件302、第一夹块303和第二夹块304;三叉架14环绕固接有三个第三伸缩件301;三个第三伸缩件301伸缩端分别固接有一个第三驱动件302;三个第三驱动件302远离每个第三伸缩件301一侧,分别固接有一个第一夹块303;三个第三驱动件302输出轴分别固接有一个第二夹块304。
27.每个第一夹块303和第二夹块304均呈统一朝向安装;实现在第二夹块304翻折后,第一夹块303和第二夹块304同时将组合导线16承托限位。
28.定位焊接单元包括有第一固定架401、氢氧焊枪402、第二固定架403、第四伸缩件404、支撑块405、滑轨406、传动块407、第三夹块408、第五伸缩件409、第四夹块4010、陶瓷垫块4011、第六伸缩件4012、第四驱动件4013、电动三爪卡盘4014、第七伸缩件4015和刹车片4016;三叉架14上环绕固接有三个第一固定架401;三个第一固定架401分别位于对应每个
导钩204远离连接轴13轴心的一侧;三个第一固定架401前部分别可插拔式连接有一个氢氧焊枪402;三叉架14上环绕固接有三个第二固定架403;三个第二固定架403分别位于对应每个第一固定架401远离连接轴13轴心的一侧;三叉架14上环绕固接有三个第六伸缩件4012;三个第六伸缩件4012分别位于对应每组第一固定架401和第二固定架403之间;三个第二固定架403前部分别固定式插接有一个第四伸缩件404;三个第四伸缩件404伸缩端分别螺栓连接有一个支撑块405;三个支撑块405分别螺栓连接有一个滑轨406;三个滑轨406分别位于远离对应每个第四伸缩件404的一侧;三个滑轨406的滑道上分别滑动连接有两个传动块407;每个传动块407上分别固接有一个第三夹块408;相邻两个第三夹块408为对称设置;相邻的两个第三夹块408为一组,每组中两个第三夹块408的相向侧各安装有一个第五伸缩件409,每组中两个第三夹块408的后部各固接有一个陶瓷垫块4011;六个第五伸缩件409的伸缩端各固接有一个第四夹块4010;三个第六伸缩件4012伸缩端分别固接有一个第四驱动件4013;三个第四驱动件4013伸缩端分别螺栓连接有一个电动三爪卡盘4014;三个第四驱动件4013分别固接有一个第七伸缩件4015;每个第七伸缩件4015分别位于靠近每个第二固定架403的一侧;三个第七伸缩件4015伸缩端分别螺栓连接有一个刹车片4016。
29.每组中两个第四夹块4010的相向侧,并且靠近第三伸缩件301方向均设置为弯弧状,对应的每组中两个第三夹块408分别靠近对应的第四夹块4010一侧同样设置为弯弧状;实现将组合导线16配合进行限位。
30.当准备焊接前,通过第二伸缩件203伸缩带动导钩204朝组合导线16位置移动,当导钩204移动至位于组合导线16预留的线束侧面时,此时组合导线16自然弯曲下垂,接着通过控制第二驱动件201带动外环架202转动,外环架202带动第二伸缩件203连接的导钩204转动,使导钩204转动后弯弧部将组合导线16预留的线束挂住,挂住后第二驱动件201停止转动;紧接着第二伸缩件203收缩带动导钩204移动,导钩204可将挂住的组合导线16预留的线束拉直,待导钩204移动至靠近组合导线16的线头位置时,第二伸缩件203停止运行,此时控制第三伸缩件301伸缩,使第三伸缩件301带动第三驱动件302、第一夹块303和第二夹块304移动,当第一夹块303移动至组合导线16的线束位置靠近线头位置时,第三伸缩件301停止运行,此时控制第三驱动件302带动第一夹块303转动,第一夹块303将组合导线16的转接线翻折,翻折的同时第二驱动件201带动外环架202转动,外环架202带动第二伸缩件203连接的导钩204转动,使导钩204脱离组合导线16的线束,接着第二伸缩件203带动导钩204收缩复位;第二夹块304翻折后与第一夹块303使组合导线16处于被承托限位的状态;接着对组合导线16靠近线头部分夹持,通过控制第四伸缩件404伸缩,使其带动支撑块405、滑轨406、两个传动块407、两个第三夹块408、两个第五伸缩件409、两个第四夹块4010和两个陶瓷垫块4011移动,移动的过程中控制两个传动块407在滑轨406上背向滑动,分别带动对应的第五伸缩件409、第四夹块4010和陶瓷垫块4011背向移动,此时每组中的两个第三夹块408呈张开状态,当每组中的两个第三夹块408分别位于组合导线16的上方和下方时,控制两个传动块407在滑轨406上相向滑动,分别带动对应的第五伸缩件409、第四夹块4010和陶瓷垫块4011相向移动,每组中的两个第三夹块408将组合导线16夹持,同时控制每组中的两个第五伸缩件409伸缩将第四夹块4010推动,使其配合将组合导线16固定,接着第四伸缩件404复位;复位后通过控制第六伸缩件4012伸缩,第六伸缩件4012带动第四驱动件4013、电动三爪卡盘4014、第七伸缩件4015和刹车片4016移动,控制电动三爪卡盘4014将组合导线
16的线头夹持,夹持时第四驱动件4013转动,带动电动三爪卡盘4014将组合导线16的线头扭直,扭直后电动三爪卡盘4014复位,此时控制氢氧焊枪402对组合导线16的线头进行焊接,焊接时每组中的两个陶瓷垫块4011可以防止氢氧焊枪402的火焰温度过高导致每组中的两个第三夹块408损坏;焊接完成后每组中第四伸缩件404再次伸缩,带动对应的两个第三夹块408将组合导线16移动至水平靠近导钩204的侧面,接着控制第二伸缩件203伸缩带动导钩204移动至组合导线16的线头侧面后,第二伸缩件203停止运行,再控制第二驱动件201带动外环架202转动,外环架202带动第二伸缩件203连接的导钩204转动,使导钩204转动后弯弧部将组合导线16的线头挂住,接着控制每组中的两个第五伸缩件409收缩带动对应的第四夹块4010限位复位,接着每组中的两个传动块407在滑轨406上背向滑动,分别带动对应的第三夹块408移动,同时第四伸缩件404再次收缩复位;然后再控制第二驱动件201带动外环架202转动,外环架202带动第二伸缩件203连接的导钩204转动,使导钩204转动后不再挂住组合导线16的线头,即完成一个组合导线16的线头自动焊接;该机构实现了对组合导线16预留的线束部分挂住拉直,配合进行翻折后使线头位置处于相对焊接位置,接着对组合导线16进行整体的夹持配合线头的调节后进行自动焊接。
31.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1