一种保持架冲孔模具的加工治具的制作方法
1.本发明涉及汽车零部件模具加工技术领域,尤其涉及一种保持架冲孔模具的加工治具。
背景技术:
2.保持架,即轴承保持架,又称轴承保持器,是指部分地包裹全部或部分滚动体,并随之运动的轴承零件,用以隔离滚动体,通常还引导滚动体并将其保持在轴承内。汽车保持架是汽车装配中应用到的重要部件,其主要用途是使滚动体相互之间保持合适的距离,以减少轴承的摩擦力矩和因摩擦产生的热量;使滚动体均匀地分布在整个轴承内,以优化载荷分布和降低噪声;在无载区引导滚动体,以改善滚动条件和防止出现损坏性的滑动;等等。
3.汽车保持架一般采用冲压加工,利用压力机和冲孔模具对基材施加外力,从而获得所需形状和尺寸的保持架。近年来,汽车保持架的需求日益增加,而在保持架的冲压加工中,冲孔模具属于易消耗品,需要定期更换。若采用委外加工,成本极高,对企业是个负担,不利于企业的长久发展;采用自行加工,须具备一定的加工效率,否则满足不了模具的消耗速度。因此设计出一种快速加工多个保持架冲孔模具的治具显得尤为重要。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种保持架冲孔模具的加工治具,提高生产效率,节省生产成本。
5.为实现上述目的,本发明采用了如下技术方案:一种保持架冲孔模具的加工治具,包括底座、设于所述底座四边的挡板以及设于所述底座上的可拆卸的键条和压料机构;所述底座内沿第一方向设有多个压料槽,所述底座内沿第二方向设有多个键槽,所述压料槽与所述键槽交错设置,所述第二方向垂直于所述第一方向;所述压料机构设于所述压料槽内,所述键条嵌于所述键槽内,所述键条与所述压料机构将所述底座与四边挡板形成的内部空间分隔成多个按照行列排布的容纳腔。
6.所述压料机构包括侧部压料块和中部压料块,所述侧部压料块有两块,两块侧部压料块相对设置,所述中部压料块设于两块侧部压料块之间;所述侧部压料块具有垂直于所述第二方向的定位面以及与所述定位面相对且倾斜设置的第一压紧面,所述中部压料块的两侧具有相对于所述第二方向倾斜设置的第二压紧面,两块侧部压料块的第一压紧面分别与所述中部压料块两侧的第二压紧面贴合。
7.优选地,所述侧部压料块的截面为上窄下宽的直角梯形,所述中部压料块的截面为上宽下窄的等腰梯形,所述中部压料块的结构与两侧的侧部压料块的结构相匹配。
8.优选地,所述压料槽的槽底设有第一螺丝孔,所述中部压料块上设有第二螺丝孔,所述第二螺丝孔的结构与所述第一螺丝孔的结构相匹配,所述中部压料块通过螺丝可拆卸地连接所述压料槽的槽底。
9.优选地,每个容纳腔对应至少一块键条和至少一组压料机构。
10.优选地,每组压料机构中,两块侧部压料块的定位面分别朝向在第二方向上相邻的两个容纳腔。
11.优选地,所述侧部压料块的高度大于所述压料槽的深度。
12.优选地,所述键条的高度大于所述键槽的深度。
13.优选地,所述挡板的内侧面、所述键条的侧面均光滑。
14.优选地,所述底座的底部还设有支撑柱,所述支撑柱对称设于所述底座的底部两侧。
15.优选地,四边的挡板与所述底座一体连接或通过螺丝进行可拆卸地连接。
16.与现有技术相比,本发明的有益效果为:本发明的加工治具结构简单、稳固,制造成本低,操作方便,便于快速安装及拆卸,且能够同时装夹多个冲孔模具进行加工成型,提高了生产效率;应用中,容纳腔内放置待加工的冲孔模具,挡板、键条与压料机构起到定位冲孔模具四边的作用,压料机构中侧边压料块与中部压料块构成类似榫卯结构,对冲孔模具进行锁紧固定,装夹牢固度高,安装及拆卸效率高。
附图说明
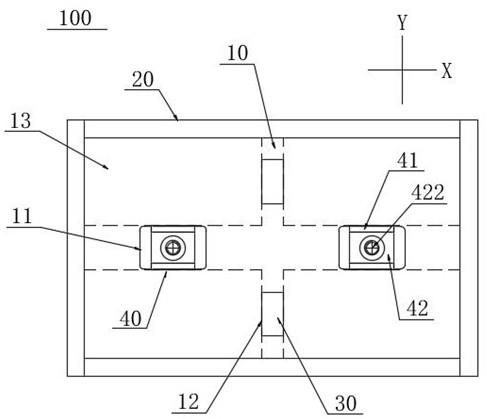
17.图1为本发明实施例1的一种保持架冲孔模具的加工治具的俯视图;图2为本发明实施例1的一种保持架冲孔模具的加工治具的主视图;图3为本发明实施例1的一种保持架冲孔模具的加工治具的左视图;图4为本发明实施例1的加工治具中压料机构的左视图;图5为本发明实施例1的加工治具安装冲孔模具后的俯视图;图6为本发明实施例1的加工治具安装冲孔模具后的主视图;图7为本发明实施例2的一种保持架冲孔模具的加工治具的俯视图;图8为本发明实施例3的一种保持架冲孔模具的加工治具的俯视图。
18.图中,100/200/300-加工治具,10-底座,11-压料槽,111-第一螺丝孔,12-键槽,13-容纳腔,14-支撑柱,20-挡板,30-键条,40-压料机构,41-侧部压料块,411-定位面,412-第一压紧面,42-中部压料块,421-第二压紧面,422-第二螺丝孔,50-冲孔模具。
具体实施方式
19.为使对本发明的目的、构造、特征及其功能有进一步的了解,兹配合实施例详细说明如下。
20.请结合参见图1至图4,图1为本发明实施例1的一种保持架冲孔模具的加工治具的俯视图;图2为本发明实施例1的一种保持架冲孔模具的加工治具的主视图;图3为本发明实施例1的一种保持架冲孔模具的加工治具的左视图;图4为本发明实施例1的加工治具中压料机构的左视图。
21.需要说明的是,以图1至图4所示状态的加工治具来看,下文及附图中所述的第一方向x为加工治具100的左右方向,第二方向y为加工治具100的前后方向,z方向为加工治具100的上下方向。
22.本发明实施例1的一种保持架冲孔模具的加工治具100,包括底座10、设于底座10
四边的挡板20以及设于底座10上的可拆卸的键条30和压料机构40,四边的挡板20与底座10一体连接或通过螺丝进行可拆卸地连接;底座10内沿第一方向x设有多个压料槽11,底座10内沿第二方向y设有多个键槽12,压料槽11与键槽12交错设置,第二方向y垂直于第一方向x;压料机构40设于压料槽11内,键条30嵌于键槽12内,键条30与压料机构40将底座10与四边挡板20形成的内部空间分隔成多个按照行列排布的容纳腔13。应用中,容纳腔13内放入待加工的冲孔模具,挡板20、键条30和压料机构40对冲孔模具的四边进行定位和锁紧固定,操作快捷、方便,可同时装夹多个冲孔模具,提高生产效率。
23.每个容纳腔13对应至少一块键条30和至少一组压料机构40,每个容纳腔13边上的压料槽11、键槽12均对应该容纳腔13的中段,保证装夹时定位准确,夹紧力均匀。
24.请结合参见图1和图4,压料机构40包括侧部压料块41和中部压料块42,侧部压料块41有两块,两块侧部压料块41相对设置,中部压料块42设于两块侧部压料块41之间,中部压料块42的结构与两侧的侧部压料块41的结构相匹配;具体地,侧部压料块41的截面为上窄下宽的直角梯形,侧部压料块41具有垂直于第二方向y的定位面411以及与定位面411相对且倾斜设置的第一压紧面412;中部压料块42的截面为上宽下窄的等腰梯形,中部压料块42的两侧具有相对于第二方向y倾斜设置的第二压紧面421,两块侧部压料块41的第一压紧面412分别与中部压料块42两侧的第二压紧面421贴合。每组压料机构40中,两块侧部压料块41的定位面411分别朝向在第二方向y上相邻的两个容纳腔13。压料机构40中,侧部压料块41与中部压料块42构成榫卯结构,装夹冲孔模具时起到锁紧固定的作用。
25.其中,沿z方向,侧部压料块41的高度大于压料槽11的深度,键条30的高度大于键槽12的深度。当键条30嵌于键槽12内时,键条30上端突出,能够对容纳腔13内的冲孔模具的侧边进行定位,当侧部压料块41置于压料槽11中时,侧部压料块41从压料槽11突出,侧部压料块41的定位面411可对容纳腔13内的冲孔模具的侧边进行定位。
26.挡板20的内侧面、键条30的侧面均光滑,采用研磨工艺加工,便于向容纳腔13内放置冲孔模具并进行定位。
27.请结合参见图3和图4,压料槽11的槽底设有第一螺丝孔111,中部压料块42上设有第二螺丝孔422,第二螺丝孔422的结构与第一螺丝孔111的结构相匹配,中部压料块42通过螺丝可拆卸地连接压料槽11的槽底。
28.本发明实施例1中,沿第一方向x设置两个压料槽11,沿第二方向y设置两个键槽12,压料槽11与键槽12呈十字型排布,形成按照两行两列结构排布的四个容纳腔13,可同时装夹四个冲孔模具进行加工,提高生产效率。
29.请结合参见图5和图6,图5为本发明实施例1的加工治具安装冲孔模具后的俯视图;图6为本发明实施例1的加工治具安装冲孔模具后的主视图;应用中,四个容纳腔13内放入待加工的冲孔模具50,挡板20对冲孔模具50的两边进行定位,键条30对冲孔模具50的第三边进行定位,将压料机构40放入对应的压料槽11内,此时,压料机构40处于“松”的状态,采用螺丝将中部压料块42与压料槽11连接,随着螺丝的锁紧,中部压料块42向下压紧,两块侧部压料块41的第一压紧面412分别与中部压料块42的两侧第二压紧面421贴紧,两块侧部压料块41的定位面411分别与两侧的容纳腔13内的冲孔模具50贴紧,从而对冲孔模具50的第四边进行定位和锁紧固定,避免加工过程中冲孔模具50松脱或移动,保证生产安全和冲孔模具加工精度。之后,将装夹有冲孔模具50的加工治具100整体安装到数控机床上,数控
机床对冲孔模具50进行孔位、圆弧等车削加工。冲孔模具50加工完成后,将加工治具100从数控机床上取下,拧开中部压料块42上的螺丝,两块侧部压料块41与两侧的冲孔模具50脱离,即可取出冲孔模具50,更换下一组待加工的四个冲孔模具。
30.请参见图2,底座10的底部还设有支撑柱14,支撑柱14对称设于底座10的底部两侧。支撑柱14起到增加加工治具100高度的作用,便于加工治具100装夹冲孔模具后放在数控机床上,在数控机床的行程范围内进行加工。
31.本发明的加工治具100中,底座10、挡板20、键条30和压料机构40均采用高硬度合金材料制造,耐磨性好,能够延长加工治具100的使用寿命,还能够减少使用中的磨损,降低磨损导致的加工误差,保证冲孔模具的加工精度。
32.请参见图7,图7为本发明实施例2的一种保持架冲孔模具的加工治具的俯视图;本发明实施例2的一种保持架冲孔模具的加工治具200中,底座10上设置两行压料槽11,每行两个,设置一列三个键槽12,形成按照三行两列结构排布的六个容纳腔13,可同时装夹六个冲孔模具进行加工,提高了生产效率。第一行和第三行的容纳腔13中,挡板20对冲孔模具的两边进行定位,键条30对冲孔模具的第三边进行定位,压料机构40对冲孔模具的第四边进行定位及锁紧;第二行的容纳腔中,挡板20和键条30分别对冲孔模具的左右两边进行定位,压料机构40对冲孔模具的前后两边进行定位及锁紧,避免加工过程中冲孔模具松脱或移动。
33.请参见图8,图8为本发明实施例3的一种保持架冲孔模具的加工治具的俯视图;本发明实施例3的一种保持架冲孔模具的加工治具300中,底座10上设置一行三个压料槽11,设置两列键槽12,每行两个,形成按照两行三列结构排布的六个容纳腔13,可同时装夹六个冲孔模具进行加工,提高了生产效率。第一列和第三列的容纳腔13中,挡板20对冲孔模具的两边进行定位,键条30对冲孔模具的第三边进行定位,压料机构40对冲孔模具的第四边进行定位及锁紧;第二列的容纳腔13中,挡板20对冲孔模具的第一边(前边或后边)进行定位,键条30对冲孔模具的左右两边进行定位,压料机构40对冲孔模具的第四边进行定位及锁紧,避免加工过程中冲孔模具松脱或移动。
34.当然,在本发明的其他实施例中,可以根据实际生产需求合理设定压料槽11及键槽12的排布方式,本发明对此并不限定。
35.综上所述,本发明提供一种保持架冲孔模具的加工治具,该加工治具结构简单、稳固,制造成本低,操作方便,便于快速安装及拆卸,且能够同时装夹多个冲孔模具进行加工成型,提高了生产效率;应用中,容纳腔内放置待加工的冲孔模具,挡板、键条与压料机构起到定位冲孔模具四边的作用,压料机构中侧边压料块与中部压料块构成类似榫卯结构,对冲孔模具进行锁紧固定,装夹牢固度高,安装及拆卸效率高。
36.本发明已由上述相关实施例加以描述,然而上述实施例仅为实施本发明的范例。必需指出的是,已揭露的实施例并未限制本发明的范围。相反地,在不脱离本发明的精神和范围内所作的更动与润饰,均属本发明的专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1