一种智能加工生产线和智能加工方法与流程
1.本发明涉及一种智能加工生产线和智能加工方法。
背景技术:
2.现有技术中加工产品都是独立的加工一面,然后通过机械爪转运或人工转运带另一台设备上去加工,比如打孔攻丝等。
3.由于加工时只能通过特定的设备或固定的刀头进行加工,但是往往产品需要进行多面或者多刀头对一个面进行加工,以传统方式加工不仅时效较长,且转运步骤多效率较低。
4.此外,材料的加工生产过程中往往需要利用零部件进行组装加工,将螺栓等零部件组装在原材料上,传统的组装加工过程中对于零部件的供应存在效率低、速度慢,是降低加工速度的“堵点”。
技术实现要素:
5.本发明的发明目的在于提供一种智能加工生产线,从而解决上述问题。
6.本发明提供一种智能加工生产线,包括第一加工单元、第二加工单元、第三加工单元、循环流水传输线、切割设备、固定夹具、移动夹具和自动送料装置;
7.所述第一加工单元、所述第二加工单元和所述第三加工单元依次位于所述循环流水传输线的上游、中游和下游,所述第一加工单元、所述第二加工单元固定设置,所述第三加工单元活动设置;
8.其特征在于,通过机械手把材料送入所述循环流水传输线上的所述固定夹具中,通过所述切割设备把长度切割至预定尺寸;
9.所述移动夹具将切割好的材料运至所述第一加工单元,所述第一加工单元对切割好的材料的顶面进行加工;
10.所述第二加工单元对材料的两个侧面进行加工;
11.所述第三加工单元进入未完成加工面,完成加工后移动到所述机械手取料工位。
12.进一步的,所述移动夹具为多轴机械臂。
13.进一步的,所述智能加工生产线中第一加工单元和第二加工单元的位置可以互换。
14.进一步的,所述智能加工生产线进一步设置多个加工单元,从而完成多个面的加工。
15.进一步的,所述循环流水传输线为滑道。
16.进一步的,所述第一加工单元能够进行攻丝或打孔操作。
17.进一步的,所述第二加工单元包括两个子单元,所述两个子单元分别对材料的两个侧面进行加工。
18.进一步的,所述子单元包括刀座,所述刀座能够插接不同种类的刀头。
19.进一步的,所述第三加工单元包括配件传输机构和组装机构,所述配件传输机构传输配件,所述组装机构将所述配件装配在材料上。
20.进一步的,所述配件传输机构包括循环传输带,所述循环传输带循环传输配件至所述组装机构;所述组装机构设置有能够检测所述组装机构是否缺乏配件的传感器和控制器,当传感器检测到配件缺乏时将信号发送给所述控制器,所述控制器启动所述循环传输带将配件传输至所述组装机构;当所述传感器没有检测到所述信号时,所述配件在所述循环传输带循环传输。
21.本发明还提供一种智能加工方法,包括以下步骤:
22.通过自动送料装置把材料送入所述流水传输线上的所述固定夹具中,通过所述切割设备把长度切割至预定尺寸;
23.所述移动夹具将切割好的材料运至所述第一加工单元,所述第一加工单元对切割好的材料的顶面进行加工;
24.加工完成后在移动到第二加工单元,第二加工单元的两个子单元同时对材料的两侧进行加工,加工完成后移动到第三加工单元进入未完成加工面,完成加工后则移动到机械手取料工位;
25.所述第三加工单元进行配件传输和组装,当组装机构的传感器检测到配件缺乏时将信号发送给所述控制器,所述控制器启动所述循环传输带将配件传输至所述组装机构;当所述传感器没有检测到所述信号时,所述配件在所述循环传输带循环传输。
26.本发明的上述方案实现以下技术效果:
27.1、本发明的智能加工生产线可以自由组装,根据需要加工的面或刀头指定工作单元,一条流水线加工效率高。同时可以根据工艺要求进行刀具和工位的适应性变化,适应性强。
28.2、本发明的智能加工生产线实现连续化多工位加工,提高了生产效率。
29.3、本发明的智能加工生产线,循环传输配件和按需传递配件,提高了组装效率,解
30.决了组装堵点的问题。
附图说明
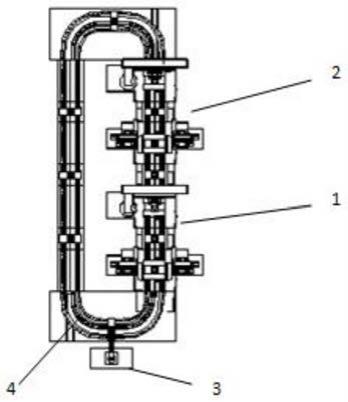
31.图1为本发明智能加工生产线的结构图。
32.图2为本发明智能加工生产线局部示意图。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。
34.参见图1和图2,一种智能加工生产线,包括第一加工单元1、第二加工单元2、第三加工单元、循环流水传输线4、切割设备、固定夹具、移动夹具和自动送料装置;
35.所述第一加工单元1、所述第二加工单元2和所述第三加工单元依次位于所述循环流水传输线4的上游、中游和下游,所述第一加工单元1、所述第二加工单元2固定设置,所述第三加工单元活动设置;
36.其特征在于,通过机械手3把材料送入所述循环流水传输线4上的所述固定夹具
中,通过所述切割设备把长度切割至预定尺寸;
37.所述移动夹具将切割好的材料运至所述第一加工单元,所述第一加工单元对切割好的材料的顶面进行加工;
38.所述第二加工单元对材料的两个侧面进行加工;
39.所述第三加工单元进入未完成加工面,完成加工后移动到取料工位,通过所述取料手3进行取料,取料工位和上料工位为同一工位。
40.进一步的,所述移动夹具为多轴机械臂。
41.进一步的,所述智能加工生产线中第一加工单元和第二加工单元的位置可以互换。
42.进一步的,所述智能加工生产线进一步设置多个加工单元,从而完成多个面的加工。
43.进一步的,所述循环流水传输线4为滑道。
44.进一步的,所述第一加工单元具有攻丝或打孔机构8,从而能够进行攻丝或打孔。
45.进一步的,所述第二加工单元包括两个子单元,所述两个子单元分别对材料的两个侧面进行加工。
46.进一步的,所述子单元包括刀座6,所述刀座6能够插接不同种类的刀头。
47.进一步的,所述第三加工单元包括配件传输机构和组装机构,所述配件传输机构传输配件,所述组装机构将所述配件装配在材料上。
48.进一步的,所述配件传输机构包括循环传输带,所述循环传输带循环传输配件至所述组装机构;所述组装机构设置有能够检测所述组装机构是否缺乏配件的传感器和控制器,当传感器检测到配件缺乏时将信号发送给所述控制器,所述控制器启动所述循环传输带将配件传输至所述组装机构;当所述传感器没有检测到所述信号时,所述配件在所述循环传输带循环传输。
49.以上所述,仅为本发明的具体实施方式,但是本发明的保护范围并不局限于此,任何熟悉本领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或者改变,都应涵盖在本发明的保护范围之内。
技术特征:
1.一种智能加工生产线,包括第一加工单元、第二加工单元、第三加工单元、循环流水传输线、切割设备、固定夹具、移动夹具和自动送料装置;所述第一加工单元、所述第二加工单元和所述第三加工单元依次位于所述循环流水传输线的上游、中游和下游,所述第一加工单元、所述第二加工单元固定设置,所述第三加工单元活动设置;其特征在于,通过机械手把材料送入所述循环流水传输线上的所述固定夹具中,通过所述切割设备把长度切割至预定尺寸;所述移动夹具将切割好的材料运至所述第一加工单元,所述第一加工单元对切割好的材料的顶面进行加工;所述第二加工单元对材料的两个侧面进行加工;所述第三加工单元进入未完成加工面,完成加工后移动到所述机械手取料工位。2.如权利要求1所述的智能加工生产线,其中,所述移动夹具为多轴机械臂。3.如权利要求1所述的智能加工生产线,其中,所述智能加工生产线中第一加工单元和第二加工单元的位置可以互换。4.如权利要求1所述的智能加工生产线,其中,所述智能加工生产线进一步设置多个加工单元,从而完成多个面的加工。5.如权利要求1所述的智能加工生产线,其中,所述循环流水传输线为滑道。6.如权利要求1所述的智能加工生产线,其中,所述第一加工单元能够进行攻丝或打孔操作。7.如权利要求1所述的智能加工生产线,其中,所述第二加工单元包括两个子单元,所述两个子单元分别对材料的两个侧面进行加工。8.如权利要求1所述的智能加工生产线,其中,所述子单元包括刀座,所述刀座能够插接不同种类的刀头。9.如权利要求1所述的智能加工生产线,其中,所述第三加工单元包括配件传输机构和组装机构,所述配件传输机构传输配件,所述组装机构将所述配件装配在材料上。进一步的,所述配件传输机构包括循环传输带,所述循环传输带循环传输配件至所述组装机构;所述组装机构设置有能够检测所述组装机构是否缺乏配件的传感器和控制器,当传感器检测到配件缺乏时将信号发送给所述控制器,所述控制器启动所述循环传输带将配件传输至所述组装机构;当所述传感器没有检测到所述信号时,所述配件在所述循环传输带循环传输。10.一种使用权利要求1-9任一项所述的智能加工生产线进行智能加工的方法,包括以下步骤:通过自动送料装置把材料送入所述流水传输线上的所述固定夹具中,通过所述切割设备把长度切割至预定尺寸;所述移动夹具将切割好的材料运至所述第一加工单元,所述第一加工单元对切割好的材料的顶面进行加工;加工完成后在移动到第二加工单元,第二加工单元的两个子单元同时对材料的两侧进行加工,加工完成后移动到第三加工单元进入未完成加工面,完成加工后则移动到机械手取料工位;
所述第三加工单元进行配件传输和组装,当组装机构的传感器检测到配件缺乏时将信号发送给所述控制器,所述控制器启动所述循环传输带将配件传输至所述组装机构;当所述传感器没有检测到所述信号时,所述配件在所述循环传输带循环传输。
技术总结
一种智能加工生产线,包括第一加工单元、第二加工单元、第三加工单元、循环流水传输线、切割设备、固定夹具、移动夹具和自动送料装置;所述第一加工单元、所述第二加工单元和所述第三加工单元依次位于所述循环流水传输线的上游、中游和下游,所述第一加工单元、所述第二加工单元固定设置,所述第三加工单元活动设置;通过机械手把材料送入所述循环流水传输线上的所述固定夹具中,通过所述切割设备把长度切割至预定尺寸;所述移动夹具将切割好的材料运至所述第一加工单元,所述第一加工单元对切割好的材料的顶面进行加工;所述第二加工单元对材料的两个侧面进行加工;所述第三加工单元进入未完成加工面,完成加工后移动到所述机械手取料工位。取料工位。取料工位。
技术研发人员:毛嘉杰 毛继光
受保护的技术使用者:乐清市毛氏气动科技有限公司
技术研发日:2021.11.08
技术公布日:2022/1/11
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1