点焊装置的制作方法
1.本发明涉及一种彼此相向的一对电极中的至少一方为尖端形状的点焊用电极的点焊装置(spot welding device)。
背景技术:
2.在点焊中,通过一边由彼此彼此相向的一对电极(尖端形状的点焊用电极)按压被焊接件一边在规定时间通电来进行焊接。在日本发明专利公开公报特开平05-096379号中公开了,由于该焊点数的增加而使电极的顶端部发生损耗,据此电极与被焊接面的接触面发生变化,与此对应,能够绕该电极的轴来调整保持该电极的保持器。
技术实现要素:
3.在上述日本发明专利公开公报特开平05-096379号的技术中,通过按照来自外部的输入来转动保持电极的保持器来使电极绕轴转动规定角度。在该情况下有以下问题:随着焊接次数增加而与被焊接件抵接所造成的负荷也增加,据此调整后的相位会发生偏移。
4.另一方面,在现有技术的点焊中,大多数情况下在装置主体(臂和主体部)上没有设置用于调整电极顶端部的偏移的机构。因此,在使用点焊装置的生产线中,在由于某种原因而使电极的顶端发生偏移的情况下,有时通过强制地使柄(shank)和臂(arm)弯曲来调整电极的偏移。据此,存在生产线的生产率降低这样的问题。尤其是,在具有长度比较短的臂的点焊装置和不具有柄的点焊装置中难以调整电极的偏移。
5.并且,点焊装置的用户需要进行购买市售的电极且将其固定于保持器的作业。在该情况下有以下问题:由于电极的零部件精度和电极固定于保持器的固定方法,而使电极相对于保持器偏心。在该情况下,将偏心的电极从保持器拆下后再次将该电极固定于保持器对于用户而言负担较大。另一方面,如上述日本发明专利公开公报特开平05-096379号所示,在根据来自外部的输入来调整电极的相位的情况下,需要另外设置调整机构,因此较花费成本。
6.本发明是考虑到这种技术问题而完成的,其目的在于,提供一种能够以低成本且简单的结构来调整电极顶端的偏移(错位)的点焊装置。
7.本发明的方式涉及一种彼此相向的一对电极中的至少一方被设定为为尖端形状的点焊用电极的点焊装置。
8.在该情况下,所述点焊装置具有装置主体和保持器部,所述保持器部以可自如拆装的方式被安装于所述装置主体且固定所述点焊用电极。
9.另外,所述保持器部具有第1保持器、第2保持器、连接部和调整部,其中,所述第1保持器被安装于所述装置主体;所述第2保持器用于固定所述点焊用电极;所述连接部在所述保持器部的轴向上连接所述第1保持器的所述装置主体的相反侧和所述第2保持器的所述点焊用电极的相反侧;所述调整部进行以下调整中的至少一方的调整:其被设置于所述连接部,调整所述第2保持器相对于所述第1保持器在与所述轴向正交的正交方向上的偏移
量;和其被设置于所述第1保持器和所述第2保持器的连接位置,调整所述第2保持器相对于所述第1保持器绕所述轴向的相位。
10.根据本发明,使用设置于连接部的调整部来调整第2保持器相对于第1保持器在与轴向正交的正交方向上的偏移量。或者,通过设置于第1保持器和第2保持器的连接位置的调整部,调整第2保持器相对于第1保持器绕轴向的相位。据此,调整被固定于第2保持器的点焊用电极的偏移量。这样,在本发明中,无需更换点焊用电极而调整该点焊用电极的偏移量。其结果,能够以低成本且简单的结构来调整点焊用电极的顶端的偏移。
11.根据参照附图对以下实施方式进行的说明,上述的目的、特征和优点应易于被理解。
附图说明
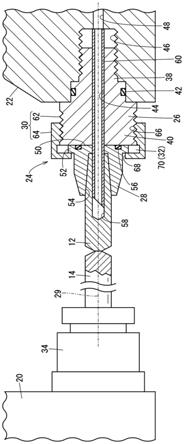
12.图1是本实施方式所涉及的点焊装置的侧视图。图2是在第1实施例中剖切第1保持器部周边来图示的局部侧视图。图3是图2的第1保持器部的立体分解图。图4是第1实施例的变形例(第1变形例)的局部剖视图。图5是第1实施例的另一变形例(第2变形例)的局部剖视图。图6是第2实施例中的第1保持器部周边的剖视图。图7是图6的第1保持器部的立体分解图。图8是图6的第1保持器部的立体分解图。图9是在第2实施例的变形例(第3变形例)中剖切局部来图示的侧视图。图10a是图9的第2保持器的基端部侧的后视图,图10b是图9的第1保持器的顶端部侧的主视图。
具体实施方式
13.下面,例示优选的实施方式且一边参照附图一边对本发明所涉及的点焊装置进行说明。
14.[1.本实施方式的概略结构]如图1所示,本实施方式所涉及的点焊装置10通过一边由彼此相向的一对电极12、14按压未图示的被焊接件一边在规定时间通电来进行点焊。另外,在以下的说明中,有时将一对电极12、14称为第1电极12和第2电极14。另外,在本实施方式中,第1电极12和第2电极14中的至少一方的电极是尖端形状的点焊用电极即可。在以下的说明中,对第1电极12和第2电极14双方是尖端形状的点焊用电极的情况进行说明。并且,对点焊用电极是市售的电极头的情况进行说明。在该情况下,点焊装置10的用户等购买市售的电极头,将该电极头作为第1电极12和第2电极14来使用。
[0015]
点焊装置10具有装置主体16,该装置主体16是被安装在未图示的焊接机器人上的焊枪。装置主体16具有:主体部18,其被安装在焊接机器人的顶端;l字形状的固定臂20,其从主体部18延伸出;和j字形的可动臂22,其通过被设置于主体部18的驱动机构相对于固定臂20的下端部(顶端部)进退。因此,通过将固定臂20的顶端部和可动臂22的下端部(顶端部)以彼此彼此相向的方式安装于主体部18,来构成c型焊枪构造的装置主体16。
[0016]
在可动臂22的顶端部,在与固定臂20的顶端部彼此相向的一侧以可自如拆装的方式安装有用于固定第1电极12的第1保持器部24(保持器部)。第1保持器部24具有:第1保持器26,其被安装于可动臂22;第2保持器28,其固定第1电极12;和连接部30,其在第1保持器部24的轴向(沿着第1保持器部24的中心轴线29的图1的左右方向)上连接第1保持器26的可动臂22的相反侧(与固定臂20的顶端部彼此相向的一侧)和第2保持器28的与第1保持器26彼此相向的一侧(第1电极12的相反侧)。
[0017]
第1电极12以指向固定臂20的顶端部的方式被固定于第2保持器28。另外,在连接部30与第1保持器26的连接位置和连接部30与第2保持器28的连接位置中的至少一方上设置有调整部32(参照图2~图10b),该调整部32用于调整第1保持器26相对于第2保持器28的偏移。
[0018]
另外,如后述那样,第2保持器28能够相对于第1保持器26沿第1保持器部24的径向(中心轴线29的正交方向)位移,或者能够绕第1保持器部24的轴向(绕中心轴线29)旋转。另外,第1保持器部24的中心轴线29还是被安装于可动臂22的第1保持器26的中心轴线。
[0019]
在固定臂20的顶端部,在与可动臂22的顶端部彼此相向的一侧以可自如拆装的方式安装有用于固定第2电极14的第2保持器部34。在该情况下,第2电极14以指向可动臂22的顶端部、即被固定于第2保持器28的第1电极12的方式被固定于第2保持器部34。
[0020]
[2.本实施方式的特征性结构]接着,一边参照图2~图10b一边对本实施方式所涉及的点焊装置10的特征性结构进行说明。该点焊装置10的特征性结构涉及用于固定第1电极12的第1保持器部24的结构,更具体而言涉及第1保持器部24的调整部32的结构。
[0021]
即,现有技术中,在点焊装置中,由于一对电极的零部件精度和因碰撞而导致的臂的变形等,有时一对电极的顶端发生偏移(位置偏移、相位偏移)。然而,在现有技术的点焊装置中,在装置主体(臂和主体部)上没有设置用于调整该偏移的机构。因此,在使用点焊装置的生产线中发生该偏移的情况下,只能采用强制地使用于固定一对电极的柄(保持器)或臂弯曲来调整该偏移的方法。其结果,有生产线的生产率降低的问题。另外,处于通过长度比较短的臂和没有柄的臂几乎不能进行上述调整的状况。
[0022]
对此,在本实施方式所涉及的点焊装置10中,能够使用调整部32来简单且容易地调整一对电极12、14顶端的偏移。在此,下面说明调整部32的具体结构(第1实施例、第2实施例)。
[0023]
<2.1第1实施例>一边参照图2~图5一边对第1实施例进行说明。在第1实施例的说明中,还一边说明第1保持器部24的内部结构一边说明调整部32的具体结构。
[0024]
第1实施例为:使第2保持器28沿与第1保持器部24的轴向正交的正交方向(径向)可自如位移。据此,被固定于第2保持器28的第1电极12的位置沿该正交方向位移,据此调整第1电极12的顶端相对于第2电极14的顶端的相对位置偏移。
[0025]
如图2和图3所示,第1保持器26是可动臂22侧的基端部38为小径部分,且第2保持器28侧的顶端部40为大径部分的带有台阶的筒状部件。在第1保持器26的基端部38形成有螺纹。另外,在第1保持器26的基端部38与顶端部40之间配设有o形环等第1密封部件42。并且,在第1保持器26的内侧部分形成有连通孔44(通孔)。
[0026]
另一方面,在可动臂22的顶端部的第1保持器26侧形成有收装凹部46,该收装凹部46能够收装第1保持器26的基端部38。在收装凹部46形成有与第1保持器26的基端部38的螺纹旋合的螺纹。另外,用于供给空气等制冷剂的制冷剂通道48与收装凹部46连通。在该情况下,当第1保持器26的基端部38的螺纹和收装凹部46的螺纹旋合时,第1保持器26被固定于可动臂22。据此,顶端部40封闭收装凹部46。另外,第1密封部件42密封第1保持器26与收装凹部46的间隙。
[0027]
第2保持器28是在第1保持器26侧的基端部50形成有凸缘52,且外周面朝向固定臂20的顶端部缩径为锥形的筒状部件。在第2保持器28的内侧部分形成有插入孔54,该插入孔54朝向固定臂20的顶端部呈锥形扩开。在第2保持器28的基端部50配设有o形环等第2密封部件56(密封部件)。在该情况下,当第2保持器28的基端部50与第1保持器26的顶端部40接触时,第2密封部件56密封第1保持器26的顶端部40与第2保持器28的基端部50的间隙。
[0028]
第1电极12是棒状电极的电极头,形成为第2保持器28侧的基端部缩径的锥形。另外,在第1电极12的基端部的内侧部分形成有向第2保持器28开口的孔部58。
[0029]
在该情况下,当第1电极12的基端部被插入第2保持器28的插入孔54时,该第1电极12被固定于第2保持器28。另外,孔部58通过插入孔54和连通孔44而与收装凹部46相连通。
[0030]
与制冷剂通道48连接的连接管60被贯插在插入孔54和连通孔44中。连接管60的一端与制冷剂通道48相连通。连接管60的另一端被插入第1电极12的孔部58。因此,来自制冷剂通道48的制冷剂通过连接管60被向孔部58供给,据此能够适宜地对第1电极12进行冷却。
[0031]
连接部30由在第1保持器26的顶端部40的外周面形成的螺纹部62、和与螺纹部62旋合的螺母64构成。在螺母64的内侧部分的第1保持器26侧形成有与螺纹部62旋合的螺纹66。另外,在螺母64的内径部分的第2保持器28侧形成有开口68,该开口68的大小为,能够供第2保持器28的顶端部贯插,并且供第2保持器28的凸缘52卡止的程度。另外,开口68具有当第2保持器28的顶端部贯插在该开口68中时该第2保持器28的顶端部能够沿螺母64的径向位移的大小。
[0032]
另外,在螺母64的内侧部分的第2保持器28侧,通过使螺母64的内周面向该螺母64的径向外侧凹进,形成作为间隙部分的调整余量70。调整余量70中的螺母64的径向上的大小被设定为,比第2保持器28的凸缘52的外径大。在第1实施例中,该调整余量70成为调整部32。
[0033]
并且,在第1实施例中,通过以下方法,将第1电极12固定于可动臂22,并调整第1电极12的顶端相对于第2电极14的顶端的相对位置偏移。
[0034]
首先,通过使第1保持器26的基端部38的螺纹和可动臂22的收装凹部46的螺纹旋合,将该第1保持器26固定于可动臂22。接着,将第2保持器28的顶端部从螺母64的第1保持器26侧(形成有螺纹66的开口部分)插入。据此,第2保持器28的顶端部从螺母64的开口68突出,凸缘52被卡止在螺母64的内侧部分的开口68侧。
[0035]
接着,在使第1保持器26的顶端部40和第2保持器28的基端部50在第1保持器部24的轴向上相向且夹持着第2保持器28的状态下,使螺母64的螺纹66和第1保持器26的螺纹部62旋合。据此,第1保持器26的顶端部40和第2保持器28的基端部50在第1保持器部24的轴向上相连接。在该情况下,优选为使螺母64的螺纹66和第1保持器26的螺纹部62在临时固定的状态下相旋合。
[0036]
接着,将连接管60插入第1保持器26的连通孔44和第2保持器28的插入孔54,使连接管60和制冷剂通道48相连通。接着,以连接管60的顶端被插入第1电极12的孔部58的方式,将第1电极12的基端部插入第2保持器28的插入孔54。据此,第1电极12被固定于第2保持器28。
[0037]
接着,使被固定于第2保持器28的第1电极12的顶端和被固定于固定臂20侧的第2保持器部34的第2电极14的顶端相向,来掌握第1电极12的顶端相对于第2电极14的顶端的位置偏移量(与第1保持器部24的轴向正交的径向上的位置偏移量)。在第1电极12的顶端相对于第2电极14的顶端发生位置偏移的情况下,使第2保持器28沿第1保持器部24的径向位移,以使第1电极12的顶端和第2电极14的顶端成为同轴的方式进行位置偏移的调整。
[0038]
在第1电极12的顶端相对于第2电极14的顶端没有发生位置偏移的情况下或者位置偏移的调整作业已完成的情况下,旋转螺母64进行螺母64与螺纹部62的最后旋紧。据此,第1保持器26和第2保持器28在轴向上被压接在一起,因此,能够将调整为同轴的第1电极12通过第1保持器部24可靠地固定在可动臂22上。
[0039]
另外,在生产线中,当在点焊作业中途进行位置偏移的调整时,可以在点焊作业中断之后拧松螺母64的状态下进行上述位置偏移的调整作业。
[0040]
图4表示第1实施例的变形例(第1变形例)。在第1变形例中,第1电极12通过柄72被固定于第2保持器28。即,柄72是棒状的部件。在柄72的顶端部固定有第1电极12,该第1电极12是剖面为半圆状的电极头。柄72的第2保持器28侧的基端部形成为向第2保持器28缩径的锥形。另外,在第1变形例中,第2保持器28沿第1保持器部24的轴向较长地构成。
[0041]
在此,当将固定有第1电极12的柄72的基端部插入第2保持器28的插入孔54时,该柄72被固定于第2保持器28。据此,通过使连接有柄72的第2保持器28沿第1保持器26的径向位移,能够调整第1电极12的顶端相对于第2电极14的顶端的位置偏移。
[0042]
另外,第1电极12通过柄72被固定于第2保持器28。因此,被供给到第2保持器28的插入孔54的制冷剂对被传递了来自第1电极12的热量的柄72进行冷却。即,在第1变形例中,第1电极12通过柄72被间接地冷却。
[0043]
另外,在第1变形例中,使用圆筒状的电极对齐夹具74,使第1电极12和第2电极14沿第1保持器部24的轴向同轴对齐。即,将第1电极12和柄72的顶端部插入电极对齐夹具74中的一方,将第2电极14和第2保持器部34的顶端部插入电极对齐夹具74中的另一方。据此,能够易于将第1电极12的顶端和第2电极14的顶端调整为同轴。其结果,能够更易于进行第1电极12的顶端相对于第2电极14的顶端的位置偏移的调整作业。
[0044]
图5表示第1实施例的另一变形例(第2变形例)。在第2变形例中,与图1~图3同样没有设置柄72。另外,电极对齐夹具74的内侧部分为,一方面两端部侧较大地开口,另一方面中央部为能插入第1电极12和第2电极14的程度的小径的连通孔。在该情况下,当将第2保持器28的顶端部和第2保持器部34的顶端部分别插入电极对齐夹具74的两端部时,第1电极12和第2电极14被插入小径的连通孔中。据此,能够更易于将第1电极12的顶端和第2电极14的顶端调整为同轴。
[0045]
<2.2第2实施例>一边参照图1和图6~图10b一边对第2实施例进行说明。在第2实施例中,对与第1实施例(参照图1~图5)相同的结构添加相同的附图标记,省略其详细说明。
[0046]
第2实施例为:通过使第2保持器28相对于第1保持器26绕第1保持器部24的中心轴线29进行旋转,来调整第1电极12的顶端相对于第2电极14的顶端的相位偏移。由于进行这种调整,因此,第2实施例的第1保持器26和第2保持器28的各形状以及调整部32的结构与第1实施例的情况不同。
[0047]
即,在第1保持器26的顶端部40形成有与连通孔44连通的嵌合凹部76。第2保持器28的基端部50以与嵌合凹部76嵌合的方式向第1保持器26侧突出。因此,第2保持器28的凸缘52形成在向第1保持器26侧突出的基端部50与锥形的顶端部之间。第2密封部件56被设置在基端部50的外周面。因此,当第2保持器28的基端部50与嵌合凹部76嵌合时,第2保持器28被固定于第1保持器26,凸缘52封闭嵌合凹部76。另外,第1保持器26的嵌合凹部76与第2保持器28的基端部50的间隙被第2密封部件56密封。
[0048]
另外,在第2实施例中,第2保持器28的插入孔54相对于第1保持器部24的中心轴线29径向偏心距离d。另外,如图6所示,由于第2保持器28的中心轴线与中心轴线29同轴,因此,插入孔54相对于第2保持器28的中心轴线(中心轴线29)偏心距离d。在该情况下,插入孔54也可以相对于中心轴线29径向偏心连接管60能贯插插入孔54和连通孔44的程度。
[0049]
如图7和图8所示,在第2实施例中,调整部32是凸部78(突起部)和多个凹部80(槽部),其中,所述凸部78形成在第1保持器26的顶端部40、第2保持器28的基端部50及第2保持器28的凸缘52(与第1保持器26彼此相向的一侧)中的一方;所述多个凹部80形成在其中的另一方,且能够与凸部78嵌合。在图7和图8中图示出了在第1保持器26的顶端部40形成有多个凹部80,且在第2保持器28的基端部50和凸缘52形成有2个凸部78的情况。另外,也可以在第1保持器26的顶端部40形成凸部78,在第2保持器28的基端部50和凸缘52上形成多个凹部80。另外,在第1保持器26或者第2保持器28上至少设置有一个凸部78。
[0050]
在该情况下,多个凹部80绕第1保持器部24的轴向、即绕第1保持器部24的中心轴线29按一定角度的间隔θ来设置。在图7和图8中,在第1保持器26的顶端部40,绕第1保持器部24的中心轴线29(第1保持器26的中心轴线)按θ=45
°
的间隔形成有8个凹部80。
[0051]
另外,凸部78形成为,沿相对于第1保持器部24的中心轴线29的正交方向(第1保持器部24的径向)延伸的突起部。另外,多个凹部80形成为沿该正交方向延伸且能够与凸部78嵌合的槽部。
[0052]
另外,在第2实施例中,也可以对螺母64设置调整余量70。在图6中图示出对螺母64设置有调整余量70的情况。在该情况下,也可以使调整余量70包含在调整部32中。
[0053]
并且,在第2实施例中,通过以下方法,将第1电极12固定于可动臂22,并调整第1电极12的顶端相对于第2电极14的顶端的相位偏移。
[0054]
首先,通过使第1保持器26的基端部38的螺纹和可动臂22的收装凹部46的螺纹螺合,将该第1保持器26固定于可动臂22。接着,将第2保持器28的顶端部从螺母64的第1保持器26侧插入,据此使第2保持器28的顶端部从螺母64的开口68突出,且使凸缘52卡止于螺母64的内径部分的开口68侧。
[0055]
接着,在使第1保持器26的顶端部40和第2保持器28的基端部50在第1保持器部24的轴向上相向且夹持着第2保持器28的状态下,使第2保持器28的基端部50嵌合于第1保持器26的嵌合凹部76。
[0056]
接着,将连接管60插入第1保持器26的连通孔44和第2保持器28的插入孔54,使连
接管60和制冷剂通道48相连通。接着,以制冷剂通道48的顶端被插入第1电极12的孔部58的方式,将第1电极12的基端部插入第2保持器28的插入孔54中。据此,第1电极12被固定于第2保持器28。
[0057]
接着,使被固定于第2保持器28的第1电极12的顶端和被固定于固定臂20侧的第2保持器部34的第2电极14的顶端相向,掌握第1电极12的顶端相对于第2电极14的顶端的相位偏移量(绕第1保持器部24的轴向的相位偏移量)。在第1电极12的顶端相对于第2电极14的顶端发生相位偏移的情况下,使第2保持器28绕第1保持器部24的中心轴线29旋转,以使第1电极12的顶端和第2电极14的顶端成为同轴的方式进行相位偏移的调整。具体而言,使第2保持器28旋转,从而使凸部78嵌合于相位偏移量变为最小的角度的凹部80。
[0058]
在第1电极12的顶端相对于第2电极14的顶端没有相位偏移的情况下或者相位偏移的调整作业已完成的情况下,使螺母64的螺纹66和第1保持器26的螺纹部62旋合。据此,第1保持器26和第2保持器28在轴向上被压接在一起,因此,能够将调整为同轴后的第1电极12通过第1保持器部24可靠地固定在可动臂22上。
[0059]
另外,在生产线中,当点焊作业中途进行相位偏移的调整时,可以在点焊作业中断后拧松螺母64的状态下进行上述的相位偏移的调整作业。
[0060]
另外,在还进行位置偏移的调整作业的情况下,与第1实施例的情况同样,也可以在拧松螺母64的状态下使第2保持器28沿相对于第1保持器部24的中心轴线29的径向进行位移。
[0061]
图9~图10b表示第2实施例的变形例(第3变形例)。在第3变形例中,与第1变形例(参照图4)同样,第1电极12通过柄72被固定于第2保持器28。在该情况下,第1电极12被固定于作为棒状部件的柄72的顶端部。柄72的第2保持器28侧的基端部被插入第2保持器28的插入孔54。另外,在第3变形例中,插入孔54形成为带有台阶的通孔。另外,在第1保持器26的基端部38形成有嵌合凹部82。第1保持器26通过使嵌合凹部82嵌入可动臂22的顶端部而被固定于可动臂22。
[0062]
在第3变形例中,当将固定有第1电极12的柄72的基端部插入第2保持器28的插入孔54时,该柄72被固定于第2保持器28。据此,通过使连接有柄72的第2保持器28绕第1保持器部24的中心轴线29进行旋转,能够调整第1电极12的顶端相对于第2电极14的顶端的相位偏移。
[0063]
另外,第1电极12通过柄72被固定于第2保持器28。因此,被供给到第2保持器28的插入孔54的制冷剂对被传递了来自第1电极12的热量的柄72进行冷却。即,在第3变形例中,也通过柄72对第1电极12间接地进行冷却。
[0064]
[3.本实施方式的效果]如以上说明的那样,本实施方式所涉及的点焊装置10使彼此相向的一对电极12、14(第1电极12和第2电极14)中的至少一方为尖端形状的点焊用电极。在该情况下,点焊装置10具有装置主体16和第1保持器部24(保持器部),该第1保持器部24以可自如拆装的方式被安装于装置主体16,且固定作为点焊用电极的第1电极12。
[0065]
另外,第1保持器部24具有第1保持器26、第2保持器28、连接部30和调整部32,其中,所述第1保持器26被安装于装置主体16;所述第2保持器28用于固定第1电极12;所述连接部30在第1保持器部24的轴向上连接第1保持器26的顶端部40(装置主体16的相反侧)和
第2保持器28的基端部50(第1电极12的相反侧);所述调整部32进行以下调整中的至少一方的调整:被设置于连接部30,调整第2保持器28相对于第1保持器26在与轴向正交的正交方向上的位置偏移量(偏移量);以及被设置于第1保持器26和第2保持器28的连接位置,调整第2保持器28相对于第1保持器26绕轴向的相位偏移量(相位)。
[0066]
这样,使用设置于连接部30的调整部32来调整第2保持器28相对于第1保持器26在与轴向正交的正交方向上的位置偏移量,或者通过设置于第1保持器26和第2保持器28的连接位置的调整部32来调整第2保持器28相对于第1保持器26绕轴向的相位偏移量,据此调整被固定于第2保持器28的第1电极12的偏移量。这样,无需更换第1电极12而调整第1电极12的偏移量,因此能够以低成本且简单的结构来调整第1电极12的顶端的偏移。
[0067]
在此,连接部30是在第1保持器26的外周面上形成的螺纹部62和与螺纹部62旋合的螺母64。通过第1保持器26的顶端部40和第2保持器28的基端部50在第1保持器部24的轴向上彼此相向的状态下夹着第2保持器28使螺母64和螺纹部62旋合,第1保持器26的顶端部40和第2保持器28的基端部50在该轴向上被连接在一起。据此,第1保持器26和第2保持器28在轴向上被压接在一起。其结果,能够将调整后的第1电极12通过第1保持器部24可靠地固定在装置主体16上。另外,能够有效地抑制由于点焊作业等而使第1电极12发生偏移。
[0068]
另外,如第1实施例所示,调整部32是调整余量70,该调整余量70是通过使螺母64的内周面向螺母64的径向的外侧凹进而在与第2保持器28的外周面之间形成的间隙。第2保持器28能够沿作为正交方向的径向调整与调整余量70在径向上的长度相应的量。据此,能够易于调整第1电极12的顶端相对于第2电极14的顶端向径向的位置偏移。
[0069]
在该情况下,点焊装置10还具有电极对齐夹具74,该电极对齐夹具74用于使第1电极12和第2电极14沿第1保持器部24的轴向同轴地对齐。据此,能够更易于进行第1电极12与第2电极14的位置偏移的调整作业。
[0070]
另一方面,如第2实施例所示,调整部32是凸部78和多个凹部80,其中,所述凸部78形成在第1保持器26的顶端部40和第2保持器28的基端部50中的一方;所述多个凹部80形成在其中的另一方,且能够与凸部78嵌合。据此,能够简单地调整第1电极12的顶端相对于第2电极14的顶端的相位偏移。另外,能够有效抑制随着焊接次数增加而第1电极12顶端的相位发生变化。
[0071]
在该情况下,多个凹部80绕第1保持器部24的中心轴线29的轴向按一定角度的间隔θ来设置。据此,仅仅通过使凸部78与相位偏移变为最小的角度的凹部80对齐,就能够容易地调整第1电极12的顶端相对于第2电极14的顶端的相位偏移。
[0072]
另外,凸部78是沿第1保持器部24的中心轴线29的正交方向延伸的突起部,多个凹部80是沿该正交方向延伸且能够与突起部嵌合的槽部。据此,当使螺母64和螺纹部62旋合时,能够防止凸部78和凹部80之间发生偏移。
[0073]
并且,在第2保持器28上形成有供第1电极12的基端部插入的插入孔54,插入孔54相对于沿第2保持器28的轴向的中心轴线(中心轴线29)径向偏心。据此,即使第1电极12有允许范围内的微小误差,也能够通过将第1电极12的基端部插入偏心的插入孔54,并且使第2保持器28旋转来消除该误差的影响,同时调整第1电极12的相位偏移。
[0074]
在第1保持器26和第2保持器28上形成有沿第1保持器部24的轴向贯通的通孔(连通孔44、插入孔54),在第1保持器26与第2保持器28之间插入有密封部件(第2密封部件56),
向连通孔44和插入孔54供给用于对第1电极12进行冷却的制冷剂。据此,能够高效地对第1电极12进行冷却。
[0075]
第1电极12通过柄72被固定于第2保持器28或者被直接固定于第2保持器28。在任一情况下,都能够调整第1电极12的顶端相对于第2电极14的顶端的偏移。
[0076]
另外,本发明并不限定于上述实施方式,当然能够根据本说明书的记载内容而采用各种结构。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1