一种扩压器空气流道的加工工艺及数铣夹具的制作方法
1.本发明涉及扩压器加工领域,特别是涉及一种扩压器空气流道的加工工艺及数铣夹具。
背景技术:
2.对于航空发动机的扩压器零件而言,如图1所示,由于其壁厚薄,属于超薄壁环形件,形状不规则,结构刚性差;材料切削性差,刀具切削力大,零件易受外力而变形;零件空气流道由径向叶片、轴向叶片、轮毂组成,其对于叶型面轮廓度、表面粗糙度等尺寸精度要求较高。
3.现有技术中,如图2至图3所示,为了实现对扩压器空气流道的加工,工艺流程分为粗加工和精加工两个阶段,粗加工工艺流程按先后顺序安排粗车加工基准和轮毂处尺寸(预留余量0.5-1mm),三轴粗铣加工径向叶片(预留余量0.5mm),四轴粗铣加工轴向叶片(预留余量0.5mm),各工序留0.5-1mm 余量给精加工,精加工工艺流程按先后顺序安排精密数车工序、精密三轴数铣工序、精密四轴数铣工序共3道工序,如图3-1、图3-2和图3-3,精密数车工序加工基准a、基准b、轮毂和径向叶片的顶部端面,精密三轴精铣工序加工径向叶片,精密四轴数铣加工径向叶片。
4.然而,现有技术中的加工方式,具有以下缺点:
5.1、无法实现径向叶片、轴向叶片的根部与轮毂转接圆滑,表面粗糙度无法保证合格;三轴数铣工序加工径向叶片、四轴数铣加工轴向叶片时都需与轮毂圆滑转接,但实际加工过程中由于工序装夹状态不一致,且零件产生应力变形,导致径向叶片、轴向叶片的根部不能与轮毂r20接平,会出现 0.05-0.2mm接刀痕,需要手工打磨,加工效率低,表面质量差;
6.2、叶型精密尺寸无法保证,加工前后产生变化;由于零件产生应力变形,基准面a平面度0.02和叶型轮廓度0.1发生变化,最终检验工序时平面度实际为0.02-0.05,面轮廓度实际为0.10-0.22。
7.因此,如何有效提高航空发动机的扩压器空气流道的加工精度,减少变形,是本领域技术人员目前需要解决的技术问题。
技术实现要素:
8.本发明的目的是提供一种扩压器空气流道的加工工艺及数铣夹具,用于消除零件加工过程中产生的应力变形和压紧变形,提高合格率。
9.为实现上述目的,本发明提供如下技术方案:
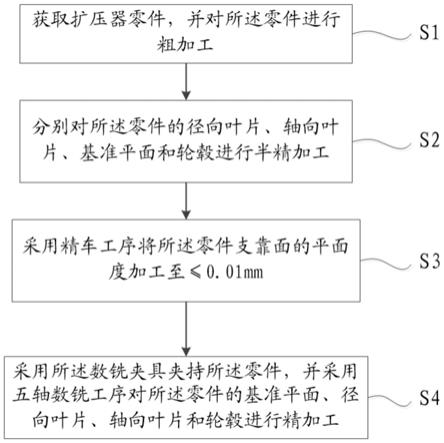
10.一种扩压器空气流道的加工工艺,包括以下步骤:
11.获取扩压器零件,并对所述零件进行粗加工;
12.分别对所述零件的径向叶片、轴向叶片、基准平面和轮毂进行半精加工;
13.采用精车工序将所述零件端面内侧的支靠面的平面度加工至≤0.015mm;
14.采用所述数铣夹具夹持所述零件,并采用五轴数铣工序对所述零件的基准平面、
径向叶片、轴向叶片和轮毂进行精加工。
15.优选的,所述步骤采用数铣夹具夹持所述零件包括:
16.将所述零件放入所述数铣夹具的定位环内,使所述零件端面内侧的支靠面和底部支靠面分别与所述底座和所述支撑环贴合;
17.预压紧所述第一压板,找正所述零件,确保所述零件的外圆对称四点位置的跳动≤0.01mm,找正所述零件的角向孔沿x轴方向的跳动≤0.01mm,沿y 轴方向的跳动≤0.05mm,检查所述零件端面内侧的支靠面和底部支靠面的跳动≤0.02mm。
18.优选的,所述步骤采用五轴数铣工序对所述零件的基准平面、径向叶片、轴向叶片和轮毂进行精加工包括:
19.找正所述零件后,插入所述定位销,压紧所述第一压板和所述第二压板,按照加工顺序分别粗加工所述轴向叶片、所述轮毂处的尺寸,并预留余量 0.05-0.1mm给精加工;
20.卸下所述第二压板,加工所述径向叶片,预留余量0.05-0.1mm给精加工;
21.压紧所述第二压板,按先后顺序分别粗加工所述轴向叶片、所述轮毂处的尺寸,所述轮毂与所述轴向叶片的根部连接处转接圆滑;
22.卸下所述第二压板,加工所述径向叶片,所述径向叶片的根部与所述轮毂的连接处转接圆滑。
23.优选的,所述轴向叶片和所述径向叶片均包括前缘、后缘、叶盆、叶背和端面,相邻两个所述轴向叶片或相邻两个所述径向叶片之间形成流道面;所述步骤采用五轴数铣工序对所述零件的基准平面、径向叶片、轴向叶片和轮毂进行精加工之后,还包括:
24.按照顺序:前缘和后缘
→
叶背和叶盆
→
流道面
→
叶片端面
→
流道光刀,加工所述轴向叶片的叶型;
25.按照顺序:前缘和后缘
→
叶背和叶盆
→
流道面
→
叶片端面中心段
→
叶片端面后段
→
叶片端面前段
→
流道光刀,加工所述径向叶片的叶型。
26.优选的,所述步骤采用五轴数铣工序对所述零件的基准平面、径向叶片、轴向叶片和轮毂进行精加工之前,还包括:
27.设定五轴数铣程序;
28.根据所述五轴数铣程序,采用三维轮廓铣方式加工径向叶片与轮毂的转接处,采用四轴联动方式,加工轴向叶片与轮毂的转接处。
29.优选的,所述步骤采用三维轮廓铣方式加工径向叶片与轮毂的转接处,采用四轴联动方式,加工轴向叶片与轮毂的转接处包括:
30.设定主轴转速为2200-2600r/min,切削速度为40-50m/min,进给速度为 620-660mm/min,每齿切削量为0.067mm/刃,实际加工时间为162-170min。
31.优选的,所述步骤采用五轴数铣工序对所述零件的基准平面、径向叶片、轴向叶片和轮毂进行精加工之前,还包括:
32.设定五轴数铣程序,并在所述五轴数铣程序中设计坐标偏移量计算公式,通过局部坐标系指令实现快速适应新的数铣夹具高度;
33.所述坐标偏移计算公式为:y=[h-h]*sin[θ],z=[h-h]*cos[θ];
[0034]
其中,y为数铣夹具的y轴坐标偏移量,z为数铣夹具的z轴坐标偏移量,θ为数铣夹具在a轴的旋转角度,h为数铣夹具的理论高度,h为数铣夹具的实际高度。
[0035]
一种扩压器空气流道加工用数铣夹具,应用于上述的加工工艺中,包括底座、定位环、支撑环、第一压板和第二压板;所述定位环安装在所述底座上,用于定位零件位置;所述支撑环安装在所述底座上用于沿轴向支撑所述零件,所述支撑环位于所述定位环的内侧;所述第一压板可安装至所述零件内部,用于压紧所述零件的法兰盘;所述第二压板位于所述零件的顶部,用于压紧所述零件的端面。
[0036]
优选的,所述第二压板上还设有定位销,所述定位销可与所述零件的角向孔配合定位。
[0037]
优选的,还包括顶部螺栓、压板螺栓和底部螺栓,所述顶部螺栓贯穿所述第二压板后与所述底座连接,所述压板螺栓用于将所述第一压板紧固在所述底座上,所述底部螺栓贯穿所述底座后与所述定位环固定连接。
[0038]
本发明所提供的扩压器空气流道的加工工艺,包括以下步骤:获取扩压器零件,并对所述零件进行粗加工;分别对所述零件的径向叶片、轴向叶片、基准平面和轮毂进行半精加工;采用精车工序将所述零件端面内侧的支靠面的平面度加工至≤0.015mm;采用所述数铣夹具夹持所述零件,并采用五轴数铣工序对所述零件的基准平面、径向叶片、轴向叶片和轮毂进行精加工。本发明所提供的加工工艺,分为粗加工、半精加工和精加工三个阶段,粗加工和半精加工阶段去除余量,消除粗加工阶段产生的应力变形,为后续精加工创造加工条件;精加工阶段先采用数车工序为后续五轴数铣工序的装夹做准备,避免产生压紧变形,然后将构成扩压器空气流道的径向叶片、轴向叶片、转接圆弧合并在一道五轴数铣工序,并通过一次工装装夹的状态下完成尺寸加工,从而保证空气流道的叶型尺寸和表面粗糙度符合图纸要求。
[0039]
本发明所提供的扩压器空气流道加工用数铣夹具,包括底座、定位环、支撑环、第一压板和第二压板;所述定位环安装在所述底座上,用于定位零件位置;所述支撑环安装在所述底座上用于沿轴向支撑所述零件,所述支撑环位于所述定位环的内侧;所述第一压板可安装至所述零件内部,用于压紧所述零件的法兰盘;所述第二压板位于所述零件的顶部,用于压紧所述零件的端面。本发明所提供的扩压器空气流道加工用数铣夹具,操作简单,能消除零件加工过程中产生的应力变形和压紧变形,空气流道处叶型尺寸的一次加工合格率明显提高,表面粗糙度值完全符合图纸要求,表面完整性优良,加工质量稳定。
附图说明
[0040]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0041]
图1为本发明所提供的扩压器空气流道的加工工艺的流程图;
[0042]
图2-1为扩压器的正面结构示意图;
[0043]
图2-2为扩压器的背面结构示意图;
[0044]
图3-1为现有技术中数车精加工示意图;
[0045]
图3-2为现有技术中三轴数铣精加工示意图;
[0046]
图3-3为现有技术中四轴数铣精加工示意图;
[0047]
图4为本发明所提供的扩压器空气流道的加工工艺中精车工序示意图;
[0048]
图5为本发明所提供的扩压器空气流道的加工工艺中五轴数铣工序示意图;
[0049]
图6-1为本发明所提供的扩压器空气流道的加工工艺中轴向叶片叶型加工顺序示意图;
[0050]
图6-2为本发明所提供的扩压器空气流道的加工工艺中径向叶片叶型加工顺序示意图;
[0051]
图7为本发明所提供的扩压器空气流道加工用数铣夹具一种具体实施方式的剖视图;
[0052]
图8为本发明所提供的扩压器空气流道加工用数铣夹具一种具体实施方式的俯视图;
[0053]
其中:扩压器-100;角向孔-101;径向叶片-200;轴向叶片-300;轮毂-400;数铣夹具-500;加高块-501;底座-502;底部螺栓-503;定位环-504;支撑环
ꢀ‑
505;第一压板-506;压板螺栓-507;第二压板-508;顶部垫片-509;顶部螺栓-510;定位销-511;前缘-601;后缘-602;叶背-603;叶盆-604;流道面-605;端面/端面中心段-606;端面后段-607;端面前段-608。
具体实施方式
[0054]
本发明的核心是提供一种扩压器空气流道的加工工艺及数铣夹具,用于消除零件加工过程中产生的应力变形和压紧变形,提高合格率。
[0055]
为了使本技术领域的人员更好地理解本发明方案,下面结合附图和具体实施方式对本发明作进一步的详细说明。
[0056]
请参考图1以及图4至图8,图1为本发明所提供的扩压器空气流道的加工工艺的流程图;图4为本发明所提供的扩压器空气流道的加工工艺中精车工序示意图;图5为本发明所提供的扩压器空气流道的加工工艺中五轴数铣工序示意图;图6-1为本发明所提供的扩压器空气流道的加工工艺中轴向叶片叶型加工顺序示意图;图6-2为本发明所提供的扩压器空气流道的加工工艺中径向叶片叶型加工顺序示意图;图7为本发明所提供的扩压器空气流道加工用数铣夹具一种具体实施方式的剖视图;图8为本发明所提供的扩压器空气流道加工用数铣夹具一种具体实施方式的俯视图。
[0057]
在该实施方式中,扩压器空气流道的加工工艺包括以下步骤:
[0058]
步骤s1:获取扩压器100零件,并对零件进行粗加工;
[0059]
步骤s2:分别对零件的径向叶片200、轴向叶片300、基准平面和轮毂 400进行半精加工,轮毂400的位置在加工完成后,形成转接圆弧;
[0060]
步骤s3:采用精车工序将零件端面内侧的支靠面的平面度加工至≤0.015mm,如图4所示,零件端面内侧的支靠面为标注p所示,提高零件的结构刚性,避免装夹变形;
[0061]
步骤s4:采用数铣夹具500夹持零件,并采用五轴数铣工序对零件的基准平面、径向叶片200、轴向叶片300和轮毂400进行精加工。
[0062]
进一步,步骤s3中,还包括:采用精车工序将零件的底部支靠面q的平面度控制在0.015mm,为步骤s4中的五轴数铣工序做准备,提高零件的底部支靠面q的安装精度。
[0063]
优选的,该工艺针对的扩压器,最小壁厚1mm,属于超薄壁环形件,形状不规则,结
660mm/min,每齿切削量为0.067mm/刃,实际加工时间为162-170min。
[0080]
在上述各实施方式的基础上,步骤采用五轴数铣工序对零件的基准平面、径向叶片200、轴向叶片300和轮毂400进行精加工之前,还包括:
[0081]
设定五轴数铣程序,并在五轴数铣程序中设计坐标偏移量计算公式,通过局部坐标系指令实现快速适应新的数铣夹具500高度;
[0082]
坐标偏移计算公式为:y=[h-h]*sin[θ],z=[h-h]*cos[θ];
[0083]
其中,y为数铣夹具500的y轴坐标偏移量,z为数铣夹具500的z轴坐标偏移量,θ为数铣夹具500在a轴的旋转角度,h为数铣夹具500的理论高度,h为数铣夹具500的实际高度;具体的,理论高度和实际高度是指程序零点与设备的旋转中心之间的高度,理论高度为设计高度,实际高度为夹具实际加工后的高度。
[0084]
除上述扩压器空气流道的加工工艺外,本发明还提供了一种应用于上述的加工工艺中的扩压器空气流道加工用数铣夹具500。该扩压器空气流道加工用数铣夹具500包括底座502、定位环504、支撑环505、第一压板506和第二压板508。
[0085]
其中,定位环504安装在底座502上,用于定位零件位置;支撑环505 安装在底座502上用于沿轴向支撑零件,支撑环505位于定位环504的内侧;第一压板506可安装至零件内部,用于压紧零件的法兰盘;第二压板508位于零件的顶部,用于压紧零件的端面203。
[0086]
在上述各实施方式的基础上,第二压板508上还设有定位销511,定位销 511可与零件的角向孔101配合定位,定位销511与角向孔101之间的定位,既可以用于验证零件与定位环504之间的定位是否准确,用于找正零件中心,保持零件中心与数铣夹具500的中心重合,而且还可以作为程序设定中坐标零点的选择依据。
[0087]
在上述各实施方式的基础上,还包括位置底座502底部的加高块501,加高块501的设置,可以避免夹具与机床组件的干涉,保证夹具的正常使用。
[0088]
在上述各实施方式的基础上,还包括顶部螺栓510、压板螺栓507和底部螺栓503,顶部螺栓510贯穿第二压板508后与底座502连接,压板螺栓507 用于将第一压板506紧固在底座502上,底部螺栓503贯穿底座502后与定位环504固定连接,顶部螺栓510、压板螺栓507和底部螺栓503可实现可拆卸的固定连接。
[0089]
在一种具体实施例中,该加工工艺工艺流程分为粗加工阶段、半精加工阶段和精加工阶段;粗加工工艺流程与原方案一致。半精加工工艺流程按先后顺序安排三轴铣加工径向叶片200,预留余量0.2mm,四轴铣加工轴向叶片 300,预留余量0.2mm,半精数车加工基准,预留余量0.05mm和轮毂400处,尺寸,预留余量0.2mm,三工序留0.05-0.2mm余量给精加工工序作为精修整用。精加工工艺流程按先后顺序安排精车工序和五轴数铣工序,如图5所示,精车工序为五轴数铣工序的装夹找正创造条件,保证五轴工序支靠面的平面度在0.01mm以内,即零件端面内侧的支靠面p,如图4所示,确保零件压紧后,压紧变形量小到可以忽略;如图5所示,将基准平面a、径向叶片200、轴向叶片300、转接圆弧合并在一道五轴数铣工序,并通过一次装夹状态下加工,为提高表面完整性提供加工条件,同时保证流道高度公差。
[0090]
工装设计方案:研制五轴数铣夹具500,设计方案如图7和图8所示,装夹零件时时采用双支靠双压紧方案:第一压板506与加工表面不干涉,加工全过程压紧零件;第二压板508在加工轴向叶片300和转接圆弧时压紧,增加零件刚性。底座502和支撑环505支靠零件,
支撑环505在加工过程能减少零件沿中心轴方向的变形。
[0091]
装夹、找正步骤:
①
先将零件放入定位环504中,零件两支靠面分别与底座502和支撑环505贴合,并采用不大于0.02mm塞尺检查贴合度;
②
预压紧第一压板506,找正零件,找正零件外圆,即轴向叶片300的对称四点跳动不大于0.01mm,找正角向孔101沿x轴方向的跳动不大于0.01mm,沿y轴方向的跳动不大于0.05mm,检查支靠面跳动不大于0.02mm。
[0092]
创新五轴数铣程序编制方法,减少转接处凸起,提升流道表面完整性,提高生产效率。如图8所示,21处径向叶片200与转接圆弧的转接处的转接程序通过三维轮廓铣方式完成;86处轴向叶片300与转接圆弧的转接处的转接程序通过四轴联动方式完成,通过数控程序实现“与转接处圆滑转接,不允许有台阶”,不需要钳工手工打磨,减少打磨难度和强度。径向叶片200、轴向叶片300与转接圆弧的程序参数优化前后参数见附表1。
[0093]
另外,在五轴程序编制中考虑夹具高度变化,设计夹具高度变量,并设计坐标偏移量计算公式,通过局部坐标系指令g52实现快速适应新的夹具高度。坐标偏移计算公式为:y=[h-h]*sin[θ],z=[h-h]*cos[θ]。y轴坐标偏移量为y,z轴坐标偏移量为z,θ为数铣夹具500在a轴的旋转角度,h为数铣夹具500的理论高度,可从图纸中读出,为预先设定数值,h为数铣夹具 500的实际高度;a轴是指绕x轴的旋转轴,x轴和y轴如图8所示,z轴为数铣夹具500的轴线方向。坐标偏移计算公式在编程中设置,不允许操作者修改。g52为局部坐标系指令。数控设备读取变量,实现坐标调整。这样可以在不知道夹具高度的情况下提前准备五轴程序,为产品试制节省等待时间;对于拼装夹具,每次高度有变化时不需要修改程序,降低程序风险。
[0094]
表1转接程序参数优化
[0095] 优化前优化后优化比主轴转速r/min16002400提高50%切削速度m/min3045提高50%进给速度mm/min320640提高100%每齿切削量mm/刃0.050.067提高33.3%实际加工时间min252166提效34.12%铣刀φ6刃数44 [0096]
零件加工步骤:
①
找正零件后,插入定位销511,压紧第一压板506和第二压板508,按先后顺序分别粗加工轴向叶片300、轮毂400处尺寸,预留余量0.05-0.1mm给精加工;
②
卸下第二压板508,加工径向叶片200,预留余量 0.05-0.1mm给精加工;
③
压紧第二压板508,开始精加工,按先后顺序分别粗加工轴向叶片300、轮毂400处尺寸,轮毂400与轴向叶片300根部连接处转接圆滑;
④
卸下第二压板508,加工径向叶片200,径向叶片200根部与轮毂 400连接处转接圆滑;加工叶型时,
⑤
卸下第一压板506和定位销511,将零件从夹具中取出,完成加工。叶型加工顺序如图6所示:前缘201和后缘205
→
叶背202和叶盆204
→
流道面206
→
叶片端面203
→
流道光刀,流道光刀是指采用激光刀具加工空气流道的方法。此方法能有效的防止叶尖卷边、崩缺等质量问题,流道光刀放到最后进行,能防止零件壁薄引起的刀具振刀。
[0097]
本实施例所提供的扩压器空气流道的加工工艺及数铣夹具500,具有以下有益效果:
[0098]
①
半精加工工艺流程去除空气流道面206的大部分余量,预留少许余量给精加工,以消除因零件应力变形而引起的不均匀余量,避免精加工阶段出现局部应力集中而导致零件产生切削变形。
[0099]
②
五轴精铣加工空气流道前,由于零件对于支靠面的刚性要求高,采用精车工序精加工两处支靠面平面,目的是为后续工序的装夹做准备,保证五轴精铣工序的支靠面的平面度控制在0.01mm以内,使压紧变形量小到可忽略不计,避免产生装夹变形。
[0100]
③
精加工工艺流程将构成空气流道的径向叶片200、轴向叶片300、转接圆弧合并在一道五轴数铣工序,并通过一次工装装夹的状态下完成尺寸加工。此方法大大提升了空气流道面206各处尺寸的合格率和表面完整性,与发动机的工作状态更贴合。
[0101]
以上对本发明所提供的扩压器空气流道的加工工艺及数铣夹具进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1