一种新型螺钉自动装配装置的制作方法
1.本发明涉及螺钉装配技术领域,特别是涉及一种新型螺钉自动装配装置。
背景技术:
2.螺钉是一种广泛使用的可拆卸固定连接,具有结构简单、连接可靠、装拆方便等优点,在各种大型、重型的机电设备中,螺钉连接得到了广泛地应用。
3.随着现代工业自动化的飞速发展,传统手工操作大量被自动化设备取代,在制造业的生产线上,螺丝拧紧工位开始逐渐改用自动化拧紧,来取代人工拧紧操作。
4.但是现有的螺丝拧紧工位中仅有一个工位,需要人工将待拧螺钉设备安装于工位上,螺丝拧紧装置工作开始拧紧螺钉,工作完成后,需要人工将工位上的设备拆下,安装新的待拧螺钉设备,才能重新开始工作,整个过程中,螺丝拧紧装置待机时间较长,工作效率较低。
5.而且,待拧螺钉设备通常有多个地方需要拧螺钉,因此需要调节待拧螺钉设备的位置,现有技术中,通常都是人工搬动待拧螺钉设备,费时费力。
6.因此,亟待提供一种新型的新型螺钉自动装配装置,以解决现有技术中所存在的上述问题。
技术实现要素:
7.本发明的目的是提供一种新型螺钉自动装配装置,以解决现有技术中所存在的上述问题,提高了螺钉的装配效率,而且能够自动对工件的不同部位进行螺钉装配。
8.为实现上述目的,本发明提供了如下方案:
9.本发明提供一种新型螺钉自动装配装置,包括:
10.主机架,所述主机架上设置有工作台;
11.工位转盘,所述工位转盘转动安装于所述工作台上,所述工位转盘上均布有若干个工位,每个所述工位上均能够安装有一个工件定位装置,所述工件定位装置能够对待拧螺钉工件进行固定;
12.拧紧装置,所述拧紧装置安装于所述工作台上,并位于所述工位转盘的一侧,所述拧紧装置能够将螺钉拧紧在所述待拧螺钉工件上;
13.螺钉上料装置,所述螺钉上料装置能够为所述拧紧装置输送螺钉;
14.壳体旋转机构,所述壳体旋转机构靠近所述拧紧装置设置,所述壳体旋转机构能够带动所述工件定位装置转动;
15.控制装置,所述拧紧装置、所述螺钉上料装置以及所述壳体旋转机构均与所述控制装置连接。
16.优选的,所述主机架包括由上至下设置的上部机架和底部机架,所述工作台安装于所述底部机架上;所述上部机架周围设置有玻璃封挡,所述上部机架的正面设置有开口,所述开口的两侧安装有安全光栅,所述上部机架的一侧设置有检修门。
17.优选的,所述控制装置采用控制箱,所述控制箱安装于所述上部机架上,所述上部机架的前端一侧还安装有触摸屏,所述触摸屏与所述控制箱连接,所述触摸屏上设置有急停开关。
18.优选的,所述工位转盘上对称设置有两个工位,两个所述工位之间设置有隔断保护板;靠近所述拧紧装置的工位的正下方安装有所述壳体旋转机构。
19.优选的,所述工位上安装有工件条码扫描器和工件在位检测器,所述工件条码扫描器和所述工件在位检测器均安装于所述工作台上,并靠近所述工件定位装置设置。
20.优选的,所述工件定位装置包括定位底板,所述定位底板转动安装于所述工位上,所述定位底板上安装有定位座,所述定位座上安装有定位机构,所述定位机构能够对所述待拧螺钉工件进行固定定位;所述定位底板的下方安装有止转气缸。
21.优选的,所述壳体旋转机构通过安装支架安装于所述工作台的下方,所述壳体旋转机构包括顶升气缸和伺服电机,所述顶升气缸安装于所述伺服电机的下方,能够带动所述伺服电机上下运动;所述伺服电机的顶部连接有连接轴,所述连接轴能够向上穿过所述工作台与所述定位底板的底部连接。
22.优选的,所述拧紧装置包括支撑座和定扭枪,所述支撑座安装于所述工作台上;所述定扭枪通过定扭枪支架安装于所述支撑座上,所述支撑座上安装有前后驱动气缸,所述前后驱动气缸能够带动所述定扭枪支架前后运动;所述定扭枪支架上安装有定扭枪气缸,所述定扭枪气缸能够带动所述定扭枪上下运动。
23.优选的,所述支撑座上还安装有不合格品料斗,所述不合格品料斗位于所述定扭枪的下方,能够接收不合格螺钉,所述不合格品料斗的底部通过料管连接有不合格品收集箱;所述不合格品料斗连接有料斗气缸,所述料斗气缸能够带动所述不合格品料斗前后运动。
24.优选的,所述螺钉上料组件包括振动盘,所述振动盘内放置有螺钉,所述振动盘的顶部连接有直震,所述直震远离所述振动盘的一端连接有接料座;所述直震的一侧设置有缺料检测传感器,所述接料座上安装有光纤传感器,所述接料座的一侧安装有分料气缸,所述分料气缸能够推动所述接料座上的螺钉;所述接料座上还设置有吹气口和出料管,所述吹气口能够将螺钉吹入至所述出料管内,所述出料管能够将螺钉输送至所述拧紧装置。
25.本发明相对于现有技术取得了以下有益技术效果:
26.本发明设置有多个工位,其中一个工位靠近拧紧装置,对工件进行螺钉装配时,其余工位可以人工安装工件,提高了工作衔接性,提高螺钉装配效率;而且设置有壳体旋转机构,能够带动工件定位装置转动,实现对工件不同位置的螺钉装配。
附图说明
27.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
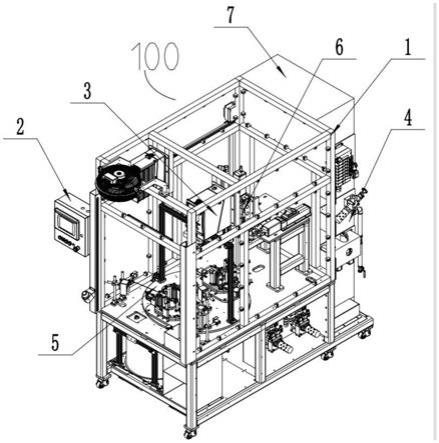
28.图1为本发明新型螺钉自动装配装置的第一轴测示意图;
29.图2为本发明新型螺钉自动装配装置的第二轴测示意图;
30.图3为本发明新型螺钉自动装配装置的俯视图;
31.图4为本发明新型螺钉自动装配装置的侧视图;
32.图5为本发明新型螺钉自动装配装置的主视图;
33.图6为本发明工位转盘的结构示意图;
34.图7为本发明工位转盘的侧视图;
35.图8为本发明工件定位装置的结构示意图;
36.图9为本发明工件定位装置的主视图;
37.图10为本发明拧紧装置的结构示意图;
38.图11为本发明壳体旋转机构的结构示意图;
39.图12为本发明壳体旋转机构的主视图;
40.图13为本发明螺钉上料组件的结构示意图;
41.图14为本发明螺钉上料组件的主视图;
42.其中,100为新型螺钉自动装配装置,1为主机架,101为上部机架,102为底部机架,103为检修门,104为风扇,105为安全光栅,2为触摸屏,3为控制箱,4为气路系统,5为工位转盘,51为第一工位,52为第二工位,53为隔断保护板,54为凸轮分割器,55为壳体条码扫描器,56为壳体在位检测器,57为护套组件条码扫描器,58为护套组件在位检测器,6为拧紧装置,61为支撑座,62为定扭枪支架,63为前后驱动气缸,64为前后导轨,65为定扭枪,66为定扭枪气缸,67为不合格品料斗,68为上下驱动气缸,7为电箱,8为工作台,9为工件定位装置,91为定位底板,92为定位座,93为壳体定位块,94为马达辅助定位,95为护套仿形定位件,96为护套定向组件,97为轴套,10为壳体旋转机构,110为安装支架,120为连接轴,130为顶升气缸,140为伺服电机,11为螺钉上料组件,111为振动盘,112为振动盘底板,113为直震,114为光纤传感器,115为分料气缸,116为接料座,117为出料管。
具体实施方式
43.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
44.本发明的目的是提供一种新型螺钉自动装配装置,以解决现有技术中所存在的上述问题,提高了螺钉的装配效率,而且能够自动对工件的不同部位进行螺钉装配。
45.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
46.实施例
47.如图1-14所示,本实施例提供一种新型螺钉自动装配装置100,包括:
48.主机架1,所述主机架1上设置有工作台8;
49.工位转盘5,所述工位转盘5转动安装于所述工作台8上,所述工位转盘5上均布有若干个工位,每个所述工位上均能够安装有一个工件定位装置9,所述工件定位装置9能够对待拧螺钉工件进行固定;其中,工位转盘5的底部安装有凸轮分割器54,通过凸轮分割器54带动工位转盘5,或者还可以根据工作需要选择其它的旋转机构;
50.拧紧装置6,所述拧紧装置6安装于所述工作台8上,并位于所述工位转盘5的一侧,所述拧紧装置6能够将螺钉拧紧在所述待拧螺钉工件上;
51.螺钉上料装置,所述螺钉上料装置能够为所述拧紧装置6输送螺钉;
52.壳体旋转机构10,所述壳体旋转机构10靠近所述拧紧装置6设置,所述壳体旋转机构10能够带动所述工件定位装置9转动;
53.控制装置,所述拧紧装置6、所述螺钉上料装置以及所述壳体旋转机构10均与所述控制装置连接。
54.本实施例中,工位转盘5上设置有多个工位,其中一个工位靠近拧紧装置6对工件进行螺钉装配时,其余工位可以人工安装工件,提高了工作衔接性,提高螺钉装配效率;而且设置有壳体旋转机构10,能够带动工件定位装置9转动,实现对工件不同位置的螺钉装配。
55.在本实施例中,所述主机架1包括由上至下设置的上部机架101和底部机架102,所述工作台8安装于所述底部机架102上;所述上部机架101周围设置有玻璃封挡,在封挡的同时,能够方便进行查看,所述底部机架102周围设置有304钣金封挡;所述上部机架101的正面设置有开口,所述开口的两侧安装有安全光栅105,当有人靠近时,安全光栅105将信号传递给控制装置,控制装置控制整个设备停机,保证安全性;所述上部机架101的一侧设置有推拉式的检修门103,检修门103配备有安全开关。
56.在本实施例中,所述控制装置采用控制箱3,所述控制箱3安装于所述上部机架101上,所述上部机架101的前端一侧还安装有触摸屏2,所述触摸屏2与所述控制箱3连接,所述触摸屏2上设置有急停开关,可以进行紧急关停,进一步的保证安全性。而且,在主机架1的后方还安装有气路系统4和电箱7,为整个设备进行供气以及供电等。
57.在本实施例中,所述工位转盘5上优选对称设置有两个工位,包括第一工位51和第二工位52,两个所述工位之间设置有隔断保护板53;当其中一个工位靠近所述拧紧装置6进行拧螺钉工作时,该工位的正下方安装有所述壳体旋转机构10。
58.在本实施例中,所述工位上安装有工件条码扫描器和工件在位检测器,所述工件条码扫描器和所述工件在位检测器均安装于所述工作台8上,并靠近所述工件定位装置9设置。其中,待拧螺钉工件以汽车转向助力机构为例进行说明,其主要包括壳体和护套组件;因此,工位上安装有壳体条码扫描器55、护套组件条码扫描器57、壳体在位检测器56和护套组件在位检测器58。
59.在本实施例中,所述工件定位装置9包括定位底板91,所述定位底板91转动安装于所述工位上,所述定位底板91上安装有定位座92,所述定位座92上安装有定位机构,所述定位机构能够对所述待拧螺钉工件进行固定定位;其中,定位机构包括壳体定位机构和护套组件定位机构,壳体定位机构包括环绕壳体设置的若干个壳体定位块93,护套组件定位机构包括护套仿形定位件95和护套定向组件96,定位底板91上还可以安装有马达辅助定位94;或者,还可以根据工作需要选择其它的定位机构。其中,护套定向组件96安装于定位底板91上,其包括定向支架、驱动气缸以及定位块,定位块根据护套组件的形状而设计,本实施例中优选为u型定位块,定位块以及驱动气缸安装于定向支架上,驱动气缸能够带动定位块朝向或远离护套组件进行移动,从而对护套组件进行定位或者松开护套组件。
60.所述定位底板91的下方安装有止转气缸,当进行螺钉装配工作时,止转气缸向下
伸出,实现定位底板91与工作台8的固定。
61.在本实施例中,所述壳体旋转机构10通过安装支架110安装于所述工作台8的下方,所述壳体旋转机构10包括顶升气缸130和伺服电机140,所述顶升气缸130安装于所述伺服电机140的下方,能够带动所述伺服电机140上下运动;所述伺服电机140的顶部连接有连接轴120,在顶升气缸130的带动下,所述连接轴120能够向上穿过所述工作台8与所述定位底板91的底部连接,能够带动整个工件定位装置9转动,以便于对工件的不同位置进行螺钉装配;此时,止转气缸收回,以方便工件定位装置9转动。
62.在本实施例中,所述拧紧装置6包括支撑座51和定扭枪65,所述支撑座51安装于所述工作台8上;所述定扭枪65通过定扭枪支架62安装于所述支撑座51上,所述支撑座51上安装有前后驱动气缸63,所述前后驱动气缸63能够带动所述定扭枪支架62及其上的定扭枪65前后运动;所述定扭枪支架62上安装有定扭枪气缸66,所述定扭枪气缸66能够带动所述定扭枪65上下运动,定扭枪65能够抓取螺钉,将其安装于待拧螺钉工件上。
63.在本实施例中,所述支撑座51上还安装有不合格品料斗67,所述不合格品料斗67位于所述定扭枪65的下方,能够接收不合格螺钉,所述不合格品料斗67的底部通过料管连接有不合格品收集箱;所述不合格品料斗67连接有料斗气缸,所述料斗气缸能够带动所述不合格品料斗67前后运动。其中,定扭枪65能够对螺钉进行检测,当螺钉不合格时,定扭枪65松开螺钉,螺钉落入不合格品料斗67,通过料管进行不合格品收集箱进行收集。
64.在本实施例中,所述螺钉上料组件11包括振动盘111,所述振动盘111内放置有螺钉,振动盘111能够实现螺钉的振动上料,所述振动盘111的顶部连接有直震113,所述直震113远离所述振动盘111的一端连接有接料座116,接料座116能够接收螺钉。所述直震113的一侧设置有缺料检测传感器,检测直震113上是否有螺钉,没有螺钉时发出警报信息,方便工作人员及时添加螺钉;所述接料座116上安装有光纤传感器114,所述接料座116的一侧安装有分料气缸115,当光纤传感器114检测到螺钉到达接料座116时,所述分料气缸115启动能够推动所述接料座116上的螺钉;所述接料座上还设置有吹气口和出料管,所述吹气口能够将分料气缸推过来的螺钉吹入至所述出料管内,并将所述出料管内螺钉输送至所述拧紧装置。
65.所述支撑座51还设置有上下驱动气缸68,上下驱动气缸68能够带动出料管上下运动,调节其出料高度。
66.在本实施例中,振动盘111安装于振动盘底板112上,振动盘底板112滑动安装于滑轨上,振动盘底板112的一侧还设置有推手,方便推动振动盘111移动;振动盘111的顶部设置有顶盖,顶盖分为两部分,其中一块顶盖上设置有进料斗,方便加入螺钉;另一块顶盖与第一块顶盖铰接设置,其上还设置有拉手,便于打开。
67.需要说明的是,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
68.本发明中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的
说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1