一种高韧性耐腐蚀金属药芯焊丝的制作方法
1.本发明属于焊接材料领域,尤其是涉及一种高韧性耐腐蚀金属药芯焊丝。
背景技术:
2.焊丝是作为填充金属或同时作为导电用的金属丝焊接材料,在气焊和钨极气体保护电弧焊时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体保护电弧焊时,焊丝既是填充金属,同时焊丝也是导电电极。
3.焊丝的性能直接影响使用该焊丝的工程的质量,在沿海地区的钢结构腐蚀情况比较严重,对用于这些设备的焊丝的防腐蚀性能方面要求就相应比较高。
技术实现要素:
4.有鉴于此,本发明旨在提出一种高韧性耐腐蚀金属药芯焊丝,以解决上述问题。
5.为达到上述目的,本发明的技术方案是这样实现的:
6.一种高韧性耐腐蚀金属药芯焊丝,包括药芯和外皮;
7.药粉包括如下重量份数的组分:高碳铬铁10-20份,钒铁15-30份,硼铁10-15份,铬粉1-5份,镍粉5-10份,铜粉10-15份,硅添加物1-3份,钛添加物5-8份,钼添加物1-3份,铌添加物1-3份,氟化物8-15份,稀土添加物5-10份,金属锰15-25份,铁粉200-500份;
8.外皮为冷轧低碳钢钢带,钢带的厚度为0.3-0.6mm,钢带的宽度为6-10mm。
9.进一步,药粉包括如下重量份数的组分:高碳铬铁15-20份,钒铁15-25份,硼铁10-12份,铬粉3-5份,镍粉5-8份,铜粉13-15份,硅添加物1.5-3份,钛添加物7-8份,钼添加物2-3份,铌添加物2-3份,氟化物10-15份,稀土添加物8-10份,金属锰20-23份,铁粉260-480份。
10.进一步,硅添加物为锰硅合金,硅锰比为22:60,硅锰合金的粒度为100-150目。
11.进一步,钛添加物为碳化钛纳米粒子,碳化钛纳米粒子的粒径为5-10nm。
12.进一步,钼添加物为钼铁或钼粉。
13.进一步,铌添加物为铌粉或碳化铌。
14.进一步,氟化物为氟化钠、氟化镁、氟化钙以重量比1:0.5:2.6进行混合得到的混合物。
15.进一步,稀土添加物为稀土氧化物或稀土氟化物,稀土元素为镧或铈。
16.进一步,焊丝的直径为1.5-2.5mm。
17.锰硅合金不仅仅是一种脱氧剂,也是合金添加剂,锰硅合金的硅锰比及粒度会影响焊丝的质量。
18.钛也是一种强烈的脱氧元素,且也能和氮化合成tin而起固氮作用,提高焊缝金属抗氮气孔的能力。若ti和b(硼)在焊缝组织中含量适当,可以使焊缝组织得到细化。另外,钛还有良好的耐腐蚀性。
19.碳化钛能够提高焊丝的耐磨性能,纳米级碳化钛还能够提高焊丝的韧性。
20.钼在合金钢中能提高钢的强度、硬度,细化晶粒,防止回火脆性和过热倾向,提高
高温强度、蠕变强度及持久强度。
21.钒可提高钢的强度,细化晶粒,降低晶粒长大倾向,提高淬硬性。钒是较强烈的碳化物形成元素。钒的碳化物具有高温稳定性,因而能提高钢的高温硬度,钒能够改变碳化物在钢中的分布状况。
22.钼、钒能够使堆焊金属晶粒细化,淬透性和热强性能提高,同时也是强碳化物形成元素,可以变溶体碳浓度分布,增加合金韧性。
23.mn是焊缝金属的强化元素,又是脱氧元素,焊丝中须有足够的mn含量才能达到脱氧效果。mn是奥氏体稳定化元素,焊丝中加mn不仅能提高焊缝金属针状铁素体的体积分数,减少先共析铁素体数量,同时还易得到低碳贝氏体组织,锰含量的增加既可提钢材高韧性,又可提高钢材强度。
24.铬、镍、铜能够起到良好的耐腐蚀效果,提高焊丝的耐腐蚀性能。
25.氟化物一般加剧了焊接飞溅的生成,但当氟化物过少时,会出现崩渣,脱渣不良等现象。本发明的氟化物是氟化钠、氟化镁、氟化钙的混合物,能有效的减少焊接飞溅的产生,同时还不会出现崩渣,脱渣的现象。
26.相对于现有技术,本发明所述的高韧性耐腐蚀金属药芯焊丝具有以下优势:
27.本发明所述的高韧性耐腐蚀金属药芯焊丝通过调整药芯成分,提高了焊丝的韧性和耐腐蚀性能;且该焊丝综合性能较好,还可以减少定期维护费用。
具体实施方式
28.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
29.下面将结合实施例来详细说明本发明。
30.一种高韧性耐腐蚀金属药芯焊丝,包括药芯和外皮;
31.药粉包括如下重量份数的组分:高碳铬铁10-20份,钒铁15-30份,硼铁10-15份,铬粉1-5份,镍粉5-10份,铜粉10-15份,硅添加物1-3份,钛添加物5-8份,钼添加物1-3份,铌添加物1-3份,氟化物8-15份,稀土添加物5-10份,金属锰15-25份,铁粉200-500份;
32.外皮为冷轧低碳钢钢带,钢带的厚度为0.5mm,钢带的宽度为7.5mm。
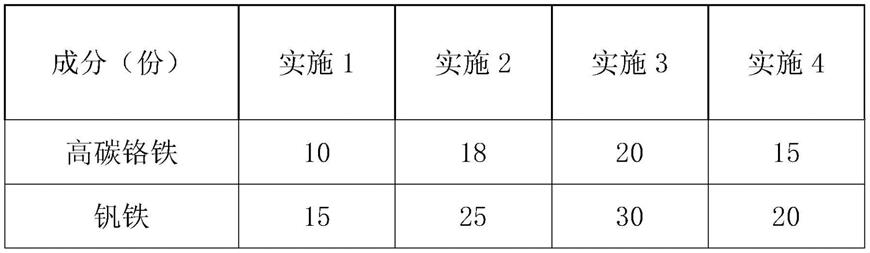
33.焊丝药粉质量分数见下表1。
34.表1焊丝药粉质量分数表
35.[0036][0037]
其中,锰硅合金的硅锰比为22:60,硅锰合金的粒度为110目。
[0038]
碳化钛纳米粒子的粒径为7.5nm。
[0039]
氟化物为氟化钠、氟化镁、氟化钙以重量比1:0.5:2.6进行混合得到的混合物。
[0040]
对比例1
[0041]
在实施例2的基础上,锰硅合金的硅锰比为10:60。
[0042]
对比例2
[0043]
在实施例2的基础上,锰硅合金的硅锰比为20:60。
[0044]
对比例3
[0045]
在实施例2的基础上,锰硅合金的硅锰比为25:60。
[0046]
对比例4
[0047]
在实施例2的基础上,锰硅合金的硅锰比为30:60。
[0048]
对比例5
[0049]
在实施例2的基础上,硅锰合金的粒度为90目。
[0050]
对比例6
[0051]
在实施例2的基础上,硅锰合金的粒度为200目。
[0052]
对比例7
[0053]
在实施例2的基础上,钛添加物为普通碳化钛。
[0054]
对比例8
[0055]
在实施例2的基础上,氟化物为氟化钠。
[0056]
对比例9
[0057]
在实施例2的基础上,氟化物为氟化镁。
[0058]
对比例10
[0059]
在实施例2的基础上,氟化物为氟化钙。
[0060]
对实施例和对比例所制备的药芯焊丝进行力学性能测试,其结果见表2。
[0061]
焊接金属的耐腐蚀性使用stam g48c法进行评价,关于耐腐蚀性,在stam g48c法中,cpt≥60℃为良好,cpt<55℃为不良。
[0062]
表2性能测试表
[0063]
[0064][0065]
从表2可以看出实施例1-4所制备的焊丝-10℃冲击值在130j以上,伸长率比对比例高,具有较好的韧性,力学性能良好;而且脱渣率高,焊接飞溅率低。
[0066]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1