自换网焊接设备的制作方法
1.本发明属于丝网上料辅助设备技术领域,具体涉及一种自换网焊接设备。
背景技术:
2.环氧网是指环氧树脂金属丝网,其金属丝网喷涂覆设环氧树脂胶,经烘干炉高温固化定型,以形成环氧网。环氧网因其结构牢固且不易生锈的特点,被广泛应用在滤芯等领域。
3.现有技术中,金属丝网进入喷涂前,需进行展开,此时需将金属丝网卷放置在喷涂装置前设置的的转辊座上,转辊可随着金属丝网的自由端的移动而转动。因为金属丝网卷需要不停的更换,通常会将转辊座设置为与金属丝网卷为可拆卸式,并且随着金属丝网卷在生产线上传递过来后,通过人工拆装的方式进行换网工作,该种换网工作效率低下,工作强度较大。而且为了保证丝网喷涂的连续性,通常会将下一个金属丝网卷的丝网头端(自由端)与前一个金属丝网卷的丝网尾端焊接,该工作也是通过人工完成,焊接精度及焊接质量较差,且焊接效率低下,该种方式也会在一定程度上降低上料效率或环氧网的生产效率。
技术实现要素:
4.本发明实施例提供一种自换网焊接设备,旨在能够解决现有的环氧网生产过程中金属丝网卷上料效率低下的问题。
5.为实现上述目的,本发明采用的技术方案是:提供一种自换网焊接设备,包括:
6.机架;设定金属丝网在喷涂过程中传递的方向为第一方向,与所述第一方向垂直的水平方向为第二方向;
7.接料机构,包括滑轨、滑架、传料辊、顶推组件及第一驱动组件;所述滑轨沿着所述第一方向固设在所述机架上;所述滑架滑动设置在所述滑轨上,且通过所述第一驱动组件与所述滑轨动力连接;所述传料辊设有多个,各所述传料辊均沿着所述第一方向设置转动设置在所述滑架上,且各所述传料辊沿着所述第二方向间隔设置,用于接收生产线上沿着所述第二方向传递而来且轴线沿着所述第二方向设置的金属丝网卷;所述顶推组件设置在所述滑架上,且位于各所述传料辊的下方,用于沿着竖直方向向上穿过各所述传料辊间的空隙,并对位于各所述传料辊上的金属丝网卷进行顶起;
8.夹料机构,设置在所述机架上,且位于所述接料机构的上方,用于对所述顶推组件顶起的金属丝网卷的卷轴进行转动夹持,以脱离所述顶推组件;
9.导向辊,设有两个,两个所述导向辊均沿着所述第二方向转动设置在所述机架上,且两个所述导向辊沿着竖直方向间隔设置,两个所述导向辊与所述夹料机构沿着所述第一方向间隔设置,用于供由位于所述夹料机构上的金属丝网卷上传出的丝网绕设;
10.焊接机构,设置在所述机架上,且沿着所述第一方向位于所述导向辊远离所述夹料机构的一侧,用于对前一个金属丝网卷的丝网尾端及位于所述夹料机构上的金属丝网卷传出的丝网头端进行一体焊接;以及
11.刹车机构,设置在所述机架上,且位于所述导向辊的上方,并与所述导向辊沿着所述第一方向间隔设置,用于供由经过所述导向辊的丝网通过并导出,还用于在焊接机构工作前,对前一个金属丝网卷的丝网尾部进行夹持固定。
12.在一种可能的实现方式中,所述顶推组件包括升降架、第一伸缩结构以及托料辊组;
13.所述升降架位于所述滑架中,且位于各所述传料辊的下方;所述第一伸缩结构至少设有两个,每个所述第一伸缩结构均具有固定端和伸缩端,所述第一伸缩结构的固定端固设在所述滑架上,所述第一伸缩结构的伸缩端竖直向上伸出并与所述升降架相连接,以带动所述升降架在滑架中升降移动;所述托料辊组设有多组,各组所述托料辊组与各所述传料辊间的各间隙一一对应设置;每组所述托料辊包括两个沿着所述第一方向间隔设置的托辊,两个所述托辊均沿着所述第二方向转动设置在所述升降架上,在两个所述托辊之间形成用于供金属丝网卷安置的载料空间;
14.其中,在所述滑架中设有可供所述升降架上下移动的移动空间。
15.在一种可能的实现方式中,所述夹料机构包括:
16.固定座,沿着所述第二方向设置在所述机架上;在所述固定座上沿着所述第二方向具有滑杆;
17.第二伸缩结构,具有固定端及伸缩端,所述第二伸缩结构的固定端固设在所述固定座上,所述第二伸缩结构的伸缩端沿着所述第二方向伸出;
18.移动组件,包括两个移动座及传动结构;两个所述移动座均滑动设置在所述滑杆上,且两组所述夹持组件沿着所述第二方向间隔设置,其中一个所述移动座与所述第二伸缩结构的伸缩端相连接;两个所述移动座通过所述传动结构动力连接,以在所述第二伸缩结构的驱动下,沿着所述第二方向相对移动或相背移动;以及
19.升降组件,设有两个,两个所述升降组件分别与两个所述移动座一一对应设置,并分别设置在对应的所述移动座中,两个所述升降组件用于在所述移动组件的带动下对所述顶推组件顶起的金属丝网卷的卷轴进行转动夹持,并且带动金属丝网卷向上移动。
20.一些实施例中/示例性的/举例说明,各所述升降组件均包括:
21.滑动座,滑动设置在对应的所述移动座上;所述滑动座上均设有伸出轴,所述伸出轴一端与所述滑动座固定连接,另一端沿着所述第二方向朝向另一个所述移动座伸出,用于随着对应的所述移动座移动后,插入至金属丝网卷的卷轴中;
22.丝杆,沿着竖直方向转动设置在对应的所述移动座上,且与设置在所述滑动座上的丝母部螺旋配合连接;以及
23.第二驱动结构,固设在对应的所述滑动座上,具有动力输出端,所述第二驱动结构的动力输出端与所述丝杆动力连接,以驱动所述丝杆转动;
24.其中,在各所述移动座上均设有沿着竖直方向设置的供所述滑动座滑动的第一滑腔。
25.一些实施例中/示例性的/举例说明,所述传动件包括第一传动带轮、第二传动带轮、第一传动带及第二传动带;其中,
26.所述第一传动带轮和所述第二传动带轮的轴线均沿着所述第一方向转动设置在所述机架上,且所述第一传动带轮和所述第二传动带轮沿着所述第二方向间隔设置,并位
于两个所述移动座的两侧;设定靠近第一传动带轮的所述移动座为第一移动座,靠近所述第二传动带轮的所述移动座为第二移动座;所述第一传动带的一端固定连接在所述第一移动座上,另一端绕过所述第一传动带轮后与所述第二移动座固定连接;所述第二传动带的一端固定连接在所述第二移动座上,另一端绕设过所述第二传动带轮后与所述第一移动座固定连接。
27.在一种可能的实现方式中,所述焊接机构包括:
28.辅助杆,沿着所述第二方向设置在两个所述导向辊之间,且两端与所述机架固定连接;所述辅助杆远离所述夹料机构的一侧设有沿着竖直方向设置的焊接面;
29.挂网组件,位于所述焊接面的一侧,用于对位于所述夹料机构上的金属丝网卷传出的丝网头端进行挂设,且带动丝网的头端上行,以与位于所述焊接面处的前一个金属丝网卷的丝网尾端叠合;以及
30.焊接组件,位于所述焊接面的一侧,用于对叠合在所述焊接面上的两个丝网端进行焊接。
31.一些实施例中/示例性的/举例说明,所述挂网组件包括:
32.转轴,沿着所述第二方向转动设置在所述机架上;
33.第一带轮,设有两个,两个所述第一带轮分别设置在所述转轴的两端,且与所述转轴同轴连接;
34.第二带轮,设有两个,两个所述第二带轮与两个所述第一带轮一一对应设置,每个所述第二带轮均位于对应的所述第一带轮的正下方,且转动设置在所述机架上;
35.第一皮带,设有两个,两个所述第一皮带分别呈环形套设在两个对应设置的所述第一带轮和所述第二带轮的外周面;
36.导向杆,设有两个,两个所述导向杆分别沿着竖直方向设置在两个对应设置的所述第一带轮和所述第二带轮之间,且与所述机架固定连接;
37.导向座,设有两个,两个所述导向座分别滑动设置在两个所述导向杆上,且分别与两个所述第一皮带对应连接,以在所述第一皮带的带动下,升降移动;
38.挂网辊,沿着所述第二方向设置,所述挂网辊的两端分别与两个所述导向座转动连接;所述挂网辊的外周面上套设有多个挂网套环,每个所述挂网套环的外周面上均布有用于插入金属丝网网孔的毛刺;以及
39.第三驱动结构,固设在所述机架上,具有动力输出端,所述第三驱动结构的动力输出端与所述转轴动力连接,以驱动所述转轴转动。
40.一些实施例中/示例性的/举例说明,所述焊接组件包括:
41.横向轨道,沿着所述第二方向设置,且沿着所述第一方向位于所述辅助面的一侧;
42.第三带轮,设有两个,两个所述第三带轮沿着所述第二方向分别位于所述横向轨道的两侧,且均转动设置在所述机架上,每个所述第三带轮的转动轴线均沿着所述第一方向设置;
43.第二皮带,呈环形套设在两个所述第三带轮的外周面上;
44.移动底座,滑动设置在所述横向轨道上,且与所述第二皮带相连接,以在所述第二皮带的带动下沿着所述第二方向往复移动;
45.第三伸缩结构,具有固定端和伸缩端,所述第三伸缩结构的固定端固设在所述移
动底座上,所述第三伸缩结构的伸缩端沿着所述第一方向向所述焊接面一侧伸出;
46.焊接头,设置在所述第三伸缩结构的伸缩端上,用于随着所述移动底座移动,以对叠合在所述焊接面上的两个丝网端进行焊接;以及
47.第四驱动结构,固设在所述机架上,具有动力输出端,所述第四驱动结构的动力输出端与其中一个所述第三带轮同轴连接。
48.在一种可能的实现方式中,所述刹车机构包括:
49.固定轴座,设有两个,两个所述固定轴座沿着所述第二方向间隔设置在所述机架上;每个所述固定轴座上均设有第二滑腔;
50.移动轴座,设有两个,两个所述移动轴座分别滑动设置在两个所述第二滑腔中;
51.第一压辊,沿着所述第二方向设置,两端分别转动设置在两个所述固定轴座上;
52.第二压辊,沿着所述第二方向设置,两端分别转动设置在两个所述移动轴座上;所述第二压辊位于所述第一压辊的上方,在所述第二压辊与所述第一压辊之间形成用于供丝网通过的走网通道;
53.第四伸缩结构,设有两个,两个所述第四伸缩结构与两个所述固定轴座或两个移动轴座一一对应设置;每个所述第四伸缩结构均具有固定端和伸缩端,所述第四伸缩结构的固定端固设在对应的所述固定轴座上,所述第四伸缩结构的伸缩端与对应的所述移动轴座相连,用于带动所述移动轴座下行,以使通过所述走网通道的丝网被所述第一压辊和所述第二压辊夹紧;以及
54.刹车件,设置在所述机架上,且与所述第一压辊相连接,用于阻止所述第一压辊转动。
55.一些实施例中/示例性的/举例说明,所述刹车件包括:
56.刹车轮,位于所述第一压辊的其中一端,且与所述第一压辊同轴连接;
57.第五伸缩结构,具有固定端和伸缩端,所述第五伸缩结构的固定端与所述机架铰接;以及
58.刹车皮带,一端与所述机架相连接,另一端绕过所述刹车轮的外周面后与所述第五伸缩结构的伸缩端相连接,以在第五伸缩结构的伸缩端收缩后,与所述刹车轮的外周面紧密贴合。
59.本实现方式/申请实施例中,设置了接料组件,设置在滑架上的传料辊能够对生产线上传递而来的金属丝网卷进行承接,并且通过第一驱动组件带动滑架在滑轨上移动,以将金属丝网卷送至夹料机构的下方,通过顶推组件将金属丝网卷传递给夹料机构,并且通过夹料机构对金属丝网卷进行夹持固定,该种接料且传料的结构,可改变以往人力上料的方式,可有效的节省上料时间,提高上料的工作效率。另外,导向辊和刹车机构可对由金属丝网卷上导出的丝网进行导向,而且在丝网的传递过程中通过焊接机构对前一个金属丝网卷的丝网尾端及位于所述夹料机构上的金属丝网卷传出的丝网头端进行一体焊接,以保证丝网喷涂的连续性。刹车机构还能够对前一个金属丝网卷的丝网尾部进行夹持固定,以保证焊接的稳定性,该种结构可改变以往人力焊接的方式,焊接效率高,且焊接的质量好。本实现方式/申请实施例提供的自换网焊接设备能够实现环氧网生产过程中,进行自动更换金属丝网卷且自动焊接,可有效的降低工作人员的劳动强度,并且提高环氧网的生产效率,实用性强。
附图说明
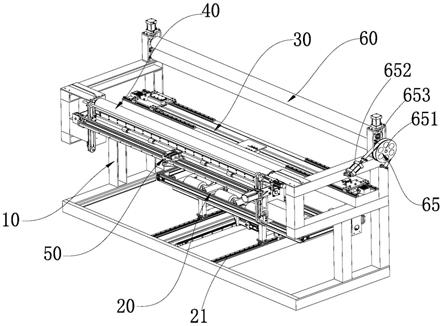
60.图1为本发明实施例提供的自换网焊接设备的结构示意图;
61.图2为本发明实施例提供的自换网焊接设备的主视结构示意图;
62.图3为图2实施例提供的自换网焊接设备的a-a向剖视结构示意图;
63.图4本发明实施例提供的自换网焊接设备的接料机构结构示意图;
64.图5本发明实施例提供的自换网焊接设备的夹料机构结构示意图一;
65.图6本发明实施例提供的自换网焊接设备的夹料机构结构示意图二;
66.图7本发明实施例提供的自换网焊接设备的挂料机构处结构示意图;
67.图8本发明实施例提供的自换网焊接设备的挂料机构处剖视结构示意图;
68.附图标记说明:
69.10、机架;20、接料机构;21、滑轨;22、滑架;23、传料辊;24、顶推组件;241、升降架;242、第一伸缩结构;243、托料辊组;25、第一驱动结构;30、夹料机构;31、固定座;32、第二伸缩结构;33、移动组件;331、移动座;332、传动结构;333、第一传动带轮;334、第二传动带轮;335、第一传动带;336、第二传动带;337、伸出轴;34、升降组件;341、滑动座;342、丝杆;343、第二驱动结构;40、导向辊;50、焊接机构;51、辅助杆;52、挂网组件;521、转轴;522、第一带轮;523、第二带轮;524、第一皮带;525、导向杆;526、导向座;527、挂网辊;528、第三驱动结构;53、焊接组件;531、横向轨道;532、第三带轮;533、第二皮带;534、第三伸缩结构;535、焊接头;536、第四驱动结构;537、移动底座;60、刹车机构;61、固定轴座;611、移动轴座;62、第一压辊;63、第二压辊;64、第四伸缩结构;65、刹车件;651、刹车轮;652、第五伸缩结构;653、刹车皮带;70、金属丝网卷;71、丝网头端;72、丝网尾端。
具体实施方式
70.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
71.请一并参阅图1至图8,现对本发明提供的自换网焊接设备进行说明。所述自换网焊接设备,包括机架10、接料机构20、夹料机构30、导向辊40、焊接机构50以及刹车机构60。
72.设定金属丝网在喷涂过程中传递的方向为第一方向,与第一方向垂直的水平方向为第二方向。
73.其中,接料机构20包括滑轨21、滑架22、传料辊23、顶推组件24及第一驱动组件25;滑轨21沿着第一方向固设在机架10上;滑架22滑动设置在滑轨21上,且通过第一驱动组件25与滑轨21动力连接;传料辊23设有多个,各传料辊23均沿着第一方向设置转动设置在滑架22上,且各传料辊23沿着第二方向间隔设置,用于接收生产线上沿着第二方向传递而来且轴线沿着第二方向设置的金属丝网卷70;顶推组件24设置在滑架22上,且位于各传料辊23的下方,用于沿着竖直方向向上穿过各传料辊23间的空隙,并对位于各传料辊23上的金属丝网卷70进行顶起。
74.夹料机构30设置在机架10上,且位于接料机构20的上方,用于对顶推组件24顶起的金属丝网卷70的卷轴进行转动夹持,以脱离顶推组件24。导向辊40设有两个,两个导向辊40均沿着第二方向转动设置在机架10上,且两个导向辊40沿着竖直方向间隔设置,两个导
向辊40与夹料机构30沿着第一方向间隔设置,用于供由位于夹料机构30上的金属丝网卷70上传出的丝网绕设。焊接机构50设置在机架10上,且沿着第一方向位于导向辊40远离夹料机构30的一侧,用于对前一个金属丝网卷70的丝网尾端72及位于夹料机构30上的金属丝网卷70传出的丝网头端71进行一体焊接。刹车机构60设置在机架10上,且位于导向辊40的上方,并与导向辊40沿着第一方向间隔设置,用于供由经过导向辊40的丝网通过并导出,还用于在焊接机构50工作前,对前一个金属丝网卷70的丝网尾部进行夹持固定。
75.本实施例提供的自换网焊接设备,与现有技术相比,设置了接料组件,设置在滑架22上的传料辊23能够对生产线上传递而来的金属丝网卷70进行承接,并且通过第一驱动组件25带动滑架22在滑轨21上移动,以将金属丝网卷70送至夹料机构30的下方,通过顶推组件24将金属丝网卷70传递给夹料机构30,并且通过夹料机构30对金属丝网卷70进行夹持固定,该种接料且传料的结构,可改变以往人力上料的方式,可有效的节省上料时间,提高上料的工作效率。另外,导向辊40和刹车机构60可对由金属丝网卷70上导出的丝网进行导向,而且在丝网的传递过程中通过焊接机构50对前一个金属丝网卷70的丝网尾端72及位于所述夹料机构30上的金属丝网卷70传出的丝网头端71进行一体焊接,以保证丝网喷涂的连续性。刹车机构60还能够对前一个金属丝网卷70的丝网尾部进行夹持固定,以保证焊接的稳定性,该种结构可改变以往人力焊接的方式,焊接效率高,且焊接的质量好。本实施例提供的自换网焊接设备能够实现环氧网生产过程中,进行自动更换金属丝网卷70且自动焊接,可有效的降低工作人员的劳动强度,并且提高环氧网的生产效率,实用性强。
76.为了防止金属丝网卷70由生产线进入至传料辊23过程中,与夹料机构30发生干涉,因此将滑架22设置为滑动设置,以使生产线与夹料机构30交错设置,该种结构可保证适当减小自换网焊接设备的整体体积。
77.在一些实施例中,上述顶推组件24可以采用如图3至图4所示结构。参见图3至图4,顶推组件24包括升降架241、第一伸缩结构242以及托料辊组243。其中,升降架241位于滑架22中,且位于各传料辊23的下方;第一伸缩结构242至少设有两个,每个第一伸缩结构242均具有固定端和伸缩端,第一伸缩结构242的固定端固设在滑架22上,第一伸缩结构242的伸缩端竖直向上伸出并与升降架241相连接,以带动升降架241在滑架22中升降移动;托料辊组243设有多组,各组托料辊组243与各传料辊23间的各间隙一一对应设置;每组托料辊包括两个沿着第一方向间隔设置的托辊,两个托辊均沿着第二方向转动设置在升降架241上,在两个托辊之间形成用于供金属丝网卷70安置的载料空间。在滑架22中设有可供升降架241上下移动的移动空间。
78.因为金属丝网卷70进入至托料辊上后,其受到生产线的推力,并且与各托料辊的滚动摩擦,会在各托料辊上发生偏转,导致最终的金属丝网卷70的轴线与第二方向存在一定的夹角。此时,第一伸缩结构242推动升降架241上升,以使各个托料辊组243向上顶起金属丝网卷70,金属丝网卷70落入至载料空间中,可保证对金属丝网卷70的纠正,并且便于金属丝网卷70的稳定放置,结构简单,实用性强。
79.在一些实施例中,上述夹料机构30可以采用如如图5至图6所示结构。参见图5至图6,夹料机构30包括固定座31、第二伸缩结构32、移动组件33以及升降组件34。其中,固定座31沿着第二方向设置在机架10上;在固定座31上沿着第二方向具有滑杆。第二伸缩结构32具有固定端及伸缩端,第二伸缩结构32的固定端固设在固定座31上,第二伸缩结构32的伸
缩端沿着第二方向伸出。移动组件33包括两个移动座331及传动结构332;两个移动座331均滑动设置在滑杆上,且两组夹持组件沿着第二方向间隔设置,其中一个移动座331与第二伸缩结构32的伸缩端相连接;两个移动座331通过传动结构332动力连接,以在第二伸缩结构32的驱动下,沿着第二方向相对移动或相背移动。升降组件34设有两个,两个升降组件34分别与两个移动座331一一对应设置,并分别设置在对应的移动座331中,两个升降组件34用于在移动组件33的带动下对顶推组件24顶起的金属丝网卷70的卷轴进行转动夹持,并且带动金属丝网卷70向上移动。
80.两个移动座331可通过传动结构332的作用,在滑杆上相对移动或相背移动,可保证对金属丝网卷70卷轴的夹持工作,并且通过设置的升降组件34可保证对金属丝网卷70进行提升,以使金属丝网卷70脱离各托辊。该种结构可保证将金属丝网卷70进行悬空设置,以保证金属丝网的传递。
81.在一些实施例中,上述升降组件34可以采用如图5至图6所示结构。参见图5至图6,各升降组件34均包括滑动座341、丝杆342以及第二驱动结构343。其中,滑动座341滑动设置在对应的移动座331上;滑动座341上均设有伸出轴337,伸出轴337一端与滑动座341固定连接,另一端沿着第二方向朝向另一个移动座331伸出,用于随着对应的移动座331移动后,插入至金属丝网卷70的卷轴中。丝杆342沿着竖直方向转动设置在对应的移动座331上,且与设置在滑动座341上的丝母部螺旋配合连接。第二驱动结构343固设在对应的滑动座341上,具有动力输出端,第二驱动结构343的动力输出端与丝杆342动力连接,以驱动丝杆342转动。在各移动座331上均设有沿着竖直方向设置的供滑动座341滑动的第一滑腔。
82.通过丝杆342与丝母部螺旋配合连接的结构,可保证滑动座341升降的精度,进而保证两个伸出轴337能够准确的插入至金属丝网卷70的卷轴中。而且该种结构可有效的对金属丝网卷70进行提升,以脱离托辊。
83.需要进行说明的是,为了保证伸出轴337能够伸入至金属丝网卷70的卷轴中,在金属丝网卷70的卷轴两端设有插孔。
84.在一些实施例中,上述传动件可以采用如图5所示结构。参见图5,传动件包括第一传动带335轮333、第二传动带336轮334、第一传动带335及第二传动带336。
85.第一传动带335轮333和第二传动带336轮334的轴线均沿着第一方向转动设置在机架10上,且第一传动带335轮333和第二传动带336轮334沿着第二方向间隔设置,并位于两个移动座331的两侧;设定靠近第一传动带335轮333的移动座331为第一移动座331,靠近第二传动带336轮334的移动座331为第二移动座331;第一传动带335的一端固定连接在第一移动座331上,另一端绕过第一传动带335轮333后与第二移动座331固定连接;第二传动带336的一端固定连接在第二移动座331上,另一端绕设过第二传动带336轮334后与第一移动座331固定连接。
86.通过设置的第一传动带335轮333、第二传动带336轮334、第一传动带335及第二传动带336可保证两个移动座331能够同时相背移动或相对移动,并且同时启停,移动形成相等,该种结构可保证对金属丝网卷70轴夹持的精确度,防止金属丝网卷70因移动座331的移动误差而导致的夹持力不均匀。
87.在一些实施例中,上述焊接机构50可以采用如图1、如图7至图8所示结构。参见图7至图8,所示结构。参见图1,焊接机构50包括辅助杆51、挂网组件52以及焊接组件53。其中,
辅助杆51沿着第二方向设置在两个导向辊40之间,且两端与机架10固定连接;辅助杆51远离夹料机构30的一侧设有沿着竖直方向设置的焊接面。挂网组件52位于焊接面的一侧,用于对位于夹料机构30上的金属丝网卷70传出的丝网头端71进行挂设,且带动丝网的头端上行,以与位于焊接面处的前一个金属丝网卷70的丝网尾端72叠合。焊接组件53位于焊接面的一侧,用于对叠合在焊接面上的两个丝网端进行焊接。
88.当前一个金属丝网卷70中的丝网即将在导向辊40导出时,金属丝网的尾端会首先在焊接面停留。此时挂网组件52可带动位于夹料机构30上的金属丝网卷70上传出的丝网头端71上升至焊接面上方,以使丝网头端71与前一个丝网尾端72叠合。在通过焊接组件53对二者进行一体焊接。该种结构可有效的降低工作人员的工作量,并且能够保证焊接的精度和焊接的速度,实用性强。
89.需要进行说明的是,焊接面可通过固设在辅助杆51上的铜板形成。
90.在一些实施例中,上述挂网组件52可以采用如图7至图8所示结构。参见图7至图8,挂网组件52包括转轴521、第一带轮522、第二带轮523、第一皮带524、导向杆525、导向座526、挂网辊527以及第三驱动结构528。其中,转轴521沿着第二方向转动设置在机架10上。第一带轮522设有两个,两个第一带轮522分别设置在转轴521的两端,且与转轴521同轴连接。第二带轮523设有两个,两个第二带轮523与两个第一带轮522一一对应设置,每个第二带轮523均位于对应的第一带轮522的正下方,且转动设置在机架10上。第一皮带524设有两个,两个第一皮带524分别呈环形套设在两个对应设置的第一带轮522和第二带轮523的外周面。导向杆525设有两个,两个导向杆525分别沿着竖直方向设置在两个对应设置的第一带轮522和第二带轮523之间,且与机架10固定连接。导向座526设有两个,两个导向座526分别滑动设置在两个导向杆525上,且分别与两个第一皮带524对应连接,以在第一皮带524的带动下,升降移动。挂网辊527沿着第二方向设置,挂网辊527的两端分别与两个导向座526转动连接;挂网辊527的外周面上套设有多个挂网套环,每个挂网套环的外周面上均布有用于插入金属丝网网孔的毛刺。第三驱动结构528固设在机架10上,具有动力输出端,第三驱动结构528的动力输出端与转轴521动力连接,以驱动转轴521转动。
91.第三驱动结构528带动转轴521转动,进而通过第一带轮522、第二带轮523、第一皮带524、带动导向座526在导向杆525上升降滑动,其挂网辊527为固定式结构,通过其外周面上设置的带有毛刺的挂网套环,能够带动金属丝网的头端进行上升至焊接面的上方。该种结构可便于前一个丝网的尾端和后一个丝网的头端在焊接面处进行叠合,以便于焊接工作,能够降低人工的工作量,提高丝网的焊接速度。
92.在一些实施例中,上述焊接机构50可以采用如图7至图8所示结构。参见图7至图8,焊接组件53包括横向轨道531、第三带轮532、第二皮带533、移动底座537、第三伸缩结构534、焊接头535以及第四驱动结构536。其中,横向轨道531沿着第二方向设置,且沿着第一方向位于辅助面的一侧。第三带轮532设有两个,两个第三带轮532沿着第二方向分别位于横向轨道531的两侧,且均转动设置在机架10上,每个第三带轮532的转动轴线均沿着第一方向设置。第二皮带533呈环形套设在两个第三带轮532的外周面上。移动底座537滑动设置在横向轨道531上,且与第二皮带533相连接,以在第二皮带533的带动下沿着第二方向往复移动。第三伸缩结构534具有固定端和伸缩端,第三伸缩结构534的固定端固设在移动底座537上,第三伸缩结构534的伸缩端沿着第一方向向焊接面一侧伸出。焊接头535设置在第三
伸缩结构534的伸缩端上,用于随着移动底座537移动,以对叠合在焊接面上的两个丝网端进行焊接。第四驱动结构536固设在机架10上,具有动力输出端,第四驱动结构536的动力输出端与其中一个第三带轮532同轴连接。
93.通过第四驱动结构536带动第三带轮532及第二皮带533工作,进而带动移动底座537在横向轨道531上进行往复移动,通过第三伸缩结构534带动的焊接头535,可对叠合的两个金属丝网端进行焊接成型,该种结构可改变传统的人工焊接的方式,并且有效的降低工作人员的焊接工作量,提高焊接的质量及焊接的效率。
94.需要进行说明的是,焊接头535为滚轮焊接结构,该技术为现有技术,焊接结构及焊接原理在此不再赘述。
95.在一些实施例中,上述刹车机构60可以采用如图1所示结构。参见图1,刹车机构60包括固定轴座61、移动轴座611、第一压辊62、第二压辊63、第四伸缩结构64以及刹车件65。其中,固定轴座61设有两个,两个固定轴座61沿着第二方向间隔设置在机架10上;每个固定轴座61上均设有第二滑腔。移动轴座611设有两个,两个移动轴座611分别滑动设置在两个第二滑腔中。第一压辊62沿着第二方向设置,两端分别转动设置在两个固定轴座61上。第二压辊63沿着第二方向设置,两端分别转动设置在两个移动轴座611上;第二压辊63位于第一压辊62的上方,在第二压辊63与第一压辊62之间形成用于供丝网通过的走网通道。第四伸缩结构64设有两个,两个第四伸缩结构64与两个固定轴座61或两个移动轴座611一一对应设置;每个第四伸缩结构64均具有固定端和伸缩端,第四伸缩结构64的固定端固设在对应的固定轴座61上,第四伸缩结构64的伸缩端与对应的移动轴座611相连,用于带动移动轴座611下行,以使通过走网通道的丝网被第一压辊62和第二压辊63夹紧。刹车件65设置在机架10上,且与第一压辊62相连接,用于阻止第一压辊62转动。
96.通过第一压辊62和第二压辊63将金属丝网进行夹持,可保证对金属丝网表面的平复,而且能够保证走网通道前的金属丝网的张紧力保持恒定,结构简单,实用性强。
97.在一些实施例中,上述刹车件65可以采用如图1所示结构。参见图1,刹车件65包括刹车轮651、第五伸缩结构652以及刹车皮带653。其中,刹车轮651位于第一压辊62的其中一端,且与第一压辊62同轴连接。第五伸缩结构652具有固定端和伸缩端,第五伸缩结构652的固定端与机架10铰接。刹车皮带653的一端与机架10相连接,另一端绕过刹车轮651的外周面后与第五伸缩结构652的伸缩端相连接,以在第五伸缩结构652的伸缩端收缩后,与刹车轮651的外周面紧密贴合。第五伸缩结构652可使刹车皮带653改变为收紧状态或松弛状态,进而可阻止第一压辊62的转动,以防止前一个金属丝网越过焊接面,该种结构结构简单,刹车效果好。
98.第一伸缩结构242、第二伸缩结构32、第三伸缩结构534、第四伸缩结构64、第五伸缩结构652均为液压杆。第一驱动结构、第二驱动结构343、第三驱动结构528、第四驱动结构536均优选为伺服电机。
99.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1