一种通用波纹铣刀的制作方法
1.本发明涉及机械加工技术领域,具体为一种通用波纹铣刀。
背景技术:
2.在机械加工时需要用到铣床,而铣床主要指用铣刀对工件多种表面进行加工的机床,它在可加工材料涵盖铝、铜、铸铁、钢、不锈钢、高温合金、钛合金等硬度≤hrc50
°
的材料,在铣床中,铣刀有着不可代替的作用,但是现有的铣刀存在着以下问题:
3.1、在切削加工时,切削刀刃的载荷较高,导致切削时温度较高,且切削时容易发生晃动,导致降低了稳定性;
4.2、切屑时密度较大,且切屑时废屑不容易发生脱落,继而会产生积屑瘤,进而使得排屑效果不好。
5.所以我们提出了一种通用波纹铣刀,以便于解决上述中提出的问题。
技术实现要素:
6.本发明的目的在于提供一种通用波纹铣刀,以解决上述背景技术提出的在切削加工时,切削刀刃的载荷较高,导致切削时温度较高,且切削时容易发生晃动,导致降低了稳定性,同时切屑时密度较大,且切屑时废屑不容易发生脱落,继而会产生积屑瘤,进而使得排屑效果不好的问题。
7.为实现上述目的,本发明提供如下技术方案:一种通用波纹铣刀,包括波纹铣刀本体,所述波纹铣刀本体的一侧一体化固定连接有两个切削刀刃,且两个切削刀刃呈相互交错分布。
8.优选的,两个所述切削刀刃之间的侧视为错距分布,且两个所述切削刀刃的任意轴截面为不等齿结构,且两个所述切削刀刃的背部为不等分度。
9.优选的,两个所述切削刀刃的正视呈正弦曲线状,且曲线的波峰波谷呈周期性变化。
10.优选的,两个所述切削刀刃的外壁开设有切削槽,且切削槽与切削刀刃的外壁之间设置有螺旋槽。
11.优选的,所述螺旋槽为大螺旋升角设置。
12.优选的,所述切削刀刃的外侧设置有切削刃口,且切削刃口为拟合的等径曲线设置。
13.与现有技术相比,本发明的有益效果是:
14.1、该通用波纹铣刀,通过切削刀刃呈正弦曲线状,且波峰波谷周期性变化的设置,有利于切削刀刃刃长增大,继而使得切削刀刃单位长度上的载荷降低,进而有利于散热,同时,通过切削刀刃的特殊波刃结构设置,有利于切削时切屑具有纵向横向双向变形,使得断屑效果好,进而有利于切屑致密;
15.2、该通用波纹铣刀,通过切削刀刃的特殊错距结构刃部任意轴截面为不等齿结
构,搭配切削刀刃背部的不等分度设置,有效的抑制了震动频率,进而使得切削平稳性好;
16.3、该通用波纹铣刀,通过切削槽的设置,使得整体刀具可以用来进行插孔、侧铣、方肩铣、槽铣、兜圆等加工;
17.4、该通用波纹铣刀,通过螺旋槽的大螺旋升角设置,搭配切削刀刃的波刃设置,使切屑更容易脱落,不会产生积屑瘤,进而使得排屑性能更好;
18.5、该通用波纹铣刀,通过切削刃口为特殊拟合的等径曲线设置,有利于在加工时,切削刃口每一点都处于同一圆柱表面,使得整体刀具兼具粗精加工能力。
附图说明
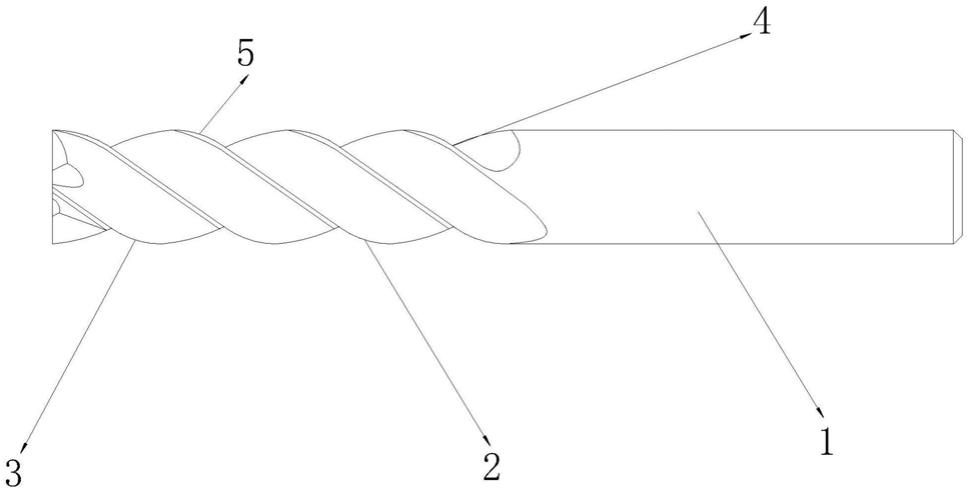
19.图1为本发明一种通用波纹铣刀整体立体结构示意图;
20.图2为本发明一种通用波纹铣刀切削刀刃背面立体结构示意图;
21.图3为本发明一种通用波纹铣切削刀刃轴截面刀结构示意图;
22.图4为本发明一种通用波纹铣刀切削刀刃与切削刃口立体连接结构示意图;
23.图5为本发明一种通用波纹铣刀切削刀刃与螺旋槽立体连接结构示意图;
24.图6为本发明一种通用波纹铣刀切削刀刃与切削槽立体连接结构示意图;
25.图7为本发明一种通用波纹铣刀切削刀刃局部放大结构示意图。
26.图中:1、波纹铣刀本体;2、切削刀刃;3、切削槽;4、螺旋槽;5、切削刃口。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.请参阅图1-图7,本发明提供一种技术方案:一种通用波纹铣刀,包括波纹铣刀本体1,波纹铣刀本体1的一侧一体化固定连接有两个切削刀刃2,且两个切削刀刃2呈相互交错分布。
29.进一步的,两个切削刀刃2之间的侧视为错距分布,且两个切削刀刃2的任意轴截面为不等齿结构,且两个切削刀刃2的背部为不等分度。
30.通过切削刀刃2的特殊错距结构刃部任意轴截面为不等齿结构,搭配切削刀刃2背部的不等分度设置,有效的抑制了震动频率,进而使得切削平稳性好。
31.进一步的,两个切削刀刃2的正视呈正弦曲线状,且曲线的波峰波谷呈周期性变化。
32.通过切削刀刃2呈正弦曲线状,且波峰波谷周期性变化的设置,有利于切削刀刃2刃长增大,继而使得切削刀刃2单位长度上的载荷降低,进而有利于散热,同时,通过切削刀刃2的特殊波刃结构设置,有利于切削时切屑具有纵向横向双向变形,使得断屑效果好,进而有利于切屑致密。
33.进一步的,两个切削刀刃2的外壁开设有切削槽3,且切削槽3与切削刀刃2的外壁之间设置有螺旋槽4。
34.通过切削槽3的设置,使得整体刀具可以用来进行插孔、侧铣、方肩铣、槽铣、兜圆
等加工。
35.进一步的,螺旋槽4为大螺旋升角设置。
36.通过螺旋槽4的大螺旋升角设置,搭配切削刀刃2的波刃设置,使切屑更容易脱落,不会产生积屑瘤,进而使得排屑性能更好。
37.进一步的,切削刀刃2的外侧设置有切削刃口5,且切削刃口5为拟合的等径曲线设置。
38.通过切削刃口5为特殊拟合的等径曲线设置,有利于在加工时,切削刃口5每一点都处于同一圆柱表面,使得整体刀具兼具粗精加工能力。
39.本实施例的工作原理:在使用该通用波纹铣刀时,首先通过切削刀刃2的特殊错距结构刃部任意轴截面为不等齿结构,搭配切削刀刃2背部的不等分度设置,有效的抑制了震动频率,进而使得切削平稳性好,与此同时,通过切削刀刃2呈正弦曲线状,且波峰波谷周期性变化的设置,有利于切削刀刃2刃长增大,继而使得切削刀刃2单位长度上的载荷降低,进而有利于散热,同时,通过切削刀刃2的特殊波刃结构设置,有利于切削时切屑具有纵向横向双向变形,使得断屑效果好,进而有利于切屑致密,与此同时,通过切削槽3的设置,使得整体刀具可以用来进行插孔、侧铣、方肩铣、槽铣、兜圆等加工,与此同时,通过螺旋槽4的大螺旋升角设置,搭配切削刀刃2的波刃设置,使切屑更容易脱落,不会产生积屑瘤,进而使得排屑性能更好,与此同时,通过切削刃口5为特殊拟合的等径曲线设置,有利于在加工时,切削刃口5每一点都处于同一圆柱表面,使得整体刀具兼具粗精加工能力。
40.需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为便于描述本发明的简化描述,而不是指示或暗指所指的装置或元件必须具有特定的方位、为特定的方位构造和操作,因而不能理解为对本发明保护内容的限制。
41.尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1