卡舌部件冲裁成型工艺的制作方法
1.本发明属于钣金件冲压成型技术领域,具体涉及一种卡舌部件冲裁成型工艺。
背景技术:
2.冲压成型是指靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的加工成型方法。
3.坯料能否在模具中获得良好的定位,对于保证冲压件的产品良率和模具的冲压效率具有极其重要的作用。
4.当前,有一篇公告号为“cn209892580u”的中国实用新型专利文献,该文献公开了一种隐藏式快速卡接结构,能够保证公寓床相应型材连接后无缝隙、具有更好的外观质量。其连接结构中涉及到一个名称为“卡舌”的零部件,采用冲压工艺制造该零件时,由于卡舌的形变轮廓线为非对称结构,且不具备定位支撑面,导致在模具内很难获得良好的定位,冲压制造难度极大。而采用其他工艺生产该零件,又存在制造成本高、经济性差等问题。
技术实现要素:
5.有鉴于此,本发明提供一种卡舌部件冲裁成型工艺,解决了背景技术中所指出的卡舌定位困难的技术难题。
6.为实现上述目的,本发明技术方案如下:
7.一种卡舌部件冲裁成型工艺,所述卡舌部件包括直角形状的焊接部以及从焊接部内端边缘向下延伸的卡接部,其成型工艺在于:
8.步骤一:先裁剪坯料板,所述坯料板上具有至少两个所述卡舌部件的展开材料;
9.步骤二:以所述坯料板的下侧中心为定位支撑面,模具冲头一次冲裁成型至少两个所述卡舌部件,各个所述卡舌部件在坯料板的周向均匀分布。
10.采用上述成型工艺,多个卡舌部件在坯料板上同步成型,解决了单个成型无法定位的技术难题,并取得了生产效率高、冲裁成型质量高的技术优势。
11.作为优选:在所述坯料板上一次冲裁成型四个所述卡舌部件。采用上述结构,生产制造效率高,材料利用率高。
12.作为优选:所述卡舌部件冲裁成型后,卡接部的下端边缘为冲裁之前的坯料板周向边缘。
13.作为优选:所述焊接部具有两条互相垂直的直角边,所述模具冲头具有与直角边相对应的剪切刃。
14.与现有技术相比,本发明的有益效果是:
15.1、多个卡舌部件在同一坯料板上同步成型,解决了成型单个卡舌部件无法定位的技术难题。
16.2、同时成型多个卡舌部件,还具有生产效率高、冲裁受力分布均、成型质量好、材料利用率高等技术优势。
附图说明
17.图1为卡舌部件的结构示意图;
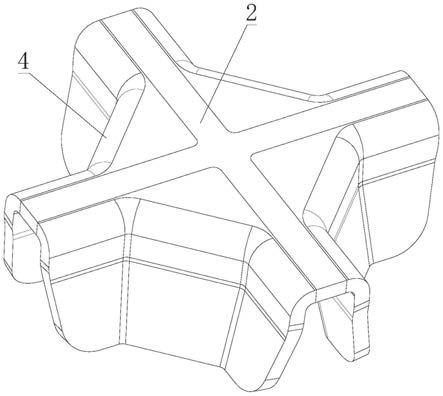
18.图2为坯料板的结构示意图;
19.图3为坯料板被冲头冲裁后的结构示意图。
具体实施方式
20.以下结合实施例和附图对本发明作进一步说明。
21.如图1所示,一种卡舌部件4,卡舌部件4包括直角形状的焊接部4a以及从焊接部4a内端边缘向下延伸的卡接部4b,焊接部4a具有两条互相垂直的直角边a。
22.再如图2和3所示,卡舌部件4的冲裁成型工艺包括:
23.步骤一:先裁剪坯料板1,坯料板1上具有至少两个卡舌部件4的展开材料;
24.步骤二:以坯料板1的下侧中心为定位支撑面,模具冲头一次冲裁成型至少两个卡舌部件4,各个卡舌部件4在坯料板1的周向均匀分布。
25.按照上述方式一次冲裁成型多个卡舌部件4,多个卡舌部件4的直角边a共处于同一平面上,能够形成定位支撑面,从而有助于在模具内定位支撑坯料板1。卡舌部件4在坯料板1的周向均匀分布,能够保证冲头冲裁过程中受力分布均匀,产品的成型的质量更好。
26.请参图3,本实施例提供的冲裁成型工艺中,在坯料板1上一次冲裁成型四个卡舌部件4,四个卡舌部件4冲裁成型后,卡接部4b的下端边缘为冲裁之前的坯料板1周向边缘,如此设计,四个卡舌部件4冲裁完成后,他们的中间仅有一个十字型的废料,能够提升材料利用率,经济性好,生产成本低廉。在此冲裁过程中,仅需保证模具冲头具有与直角边a相对应的剪切刃即可,冲头结构也很容易设计和制造。
27.在上述工艺中,裁剪坯料板1和四个卡舌部件4可以在同一模具中一次冲裁完成,也可以用不同的模具按先后顺序冲裁完成。
28.最后需要说明的是,上述描述仅仅为本发明的优选实施例,本领域的普通技术人员在本发明的启示下,在不违背本发明宗旨及权利要求的前提下,可以做出多种类似的表示,这样的变换均落入本发明的保护范围之内。
技术特征:
1.一种卡舌部件(4)冲裁成型工艺,所述卡舌部件(4)包括直角形状的焊接部(4a)以及从焊接部(4a)内端边缘向下延伸的卡接部(4b),其成型工艺在于:步骤一:先裁剪坯料板(1),所述坯料板(1)上具有至少两个所述卡舌部件(4)的展开材料;步骤二:以所述坯料板(1)的下侧中心为定位支撑面,模具冲头一次冲裁成型至少两个所述卡舌部件(4),各个所述卡舌部件(4)在坯料板(1)的周向均匀分布。2.根据权利要求1所述的卡舌部件冲裁成型工艺,其特征在于:在所述坯料板(1)上一次冲裁成型四个所述卡舌部件(4)。3.根据权利要求1所述的卡舌部件冲裁成型工艺,其特征在于:所述卡舌部件(4)冲裁成型后,卡接部(4b)的下端边缘为冲裁之前的坯料板(1)周向边缘。4.根据权利要求1所述的卡舌部件冲裁成型工艺,其特征在于:所述焊接部(4a)具有两条互相垂直的直角边(a),所述模具冲头具有与直角边(a)相对应的剪切刃。5.根据权利要求1所述的卡舌部件冲裁成型工艺,其特征在于:所述步骤一和步骤二在同一模具中一次冲裁完成。
技术总结
本发明公开了一种卡舌部件冲裁成型工艺,所述卡舌部件包括直角形状的焊接部以及从焊接部内端边缘向下延伸的卡接部,其成型工艺在于:步骤一:先裁剪坯料板,所述坯料板上具有至少两个所述卡舌部件的展开材料;步骤二:以所述坯料板的下侧中心为定位支撑面,模具冲头一次冲裁成型至少两个所述卡舌部件,各个所述卡舌部件在坯料板的周向均匀分布。本发明的有益效果是:多个卡舌部件在同一坯料板上同步成型,解决了成型单个卡舌部件无法定位的技术难题。题。题。
技术研发人员:樊景明
受保护的技术使用者:重庆市澜林教学设备有限公司
技术研发日:2021.12.17
技术公布日:2022/3/25
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1