天窗导轨内部冲切装置的制作方法
1.本发明涉及模具设备技术领域,尤其涉及一种天窗导轨内部冲切装置。
背景技术:
2.我们在遇到内部结构紧凑的铝制天窗导轨零件冲切时,因其内部复杂的型腔,往往需要调整多个冲压方向生产零件。这就导致简单的几个冲切工艺需要多序模具才能完成,不利于模具及生产成本的控制。
3.专利号208261648u公开了一种天窗导轨的整体冲孔模,通过,在上模设置限位块,通过限位块上设置安装孔用于冲孔刀的安装,通过冲孔刀下压对零件进行冲孔和切槽,使冲孔和切槽同步进行,从而提高生产效率;但是天窗导轨型腔复杂,中间一条筋上需冲切孔及冲切部分边,该装置只能够有效的对天窗导轨正面进行切冲,在对侧边冲切时会有复杂型面会对冲切造成阻碍,导致冲切较为不便,从而影响切冲的效率,因此解决这个问题就变得很重要了。
技术实现要素:
4.本发明的目的是提供一种天窗导轨内部冲切装置,通过设置侧向冲切机构伸入到天窗导轨内,上模板带动打杆下压推动侧向冲切机构进行侧向冲切,从而解决了背景技术中不能有效的侧向冲切的问题。
5.本发明提供一种天窗导轨内部冲切装置,包括上模板和下模板,下模板上设有凹模,天窗导轨放置在凹模上,凹模内中间两侧对称设有导向槽,导向槽上设有侧向冲切机构,上模板上对应侧向冲切机构设置有打杆。
6.进一步改进在于:侧向冲切机构包括冲头、安装架,弹簧、等高螺栓;所述冲头设置在安装架上,安装架活动设置在等高螺栓上,等高螺栓下端固定在导向槽内,弹簧设置在导向槽内并套设在等高螺栓上,弹簧上端与安装架下侧接触。
7.进一步改进在于:安装架采用7字型,安装架上端设有对接槽。
8.进一步改进在于:打杆下端设有缓冲块。
9.进一步改进在于:凹模端部活动设置有定位块,定位块对天窗导轨进行定位支撑。
10.进一步改进在于:凹模内对应侧向冲切机构设有表面带有凹槽的拖料板,拖料板滑动设置在下模板上。
11.进一步改进在于:上模板和下模板两端设有伸缩式导向柱,下模板两端设有限位柱,限位柱设置在导向柱侧边。
12.进一步改进在于:上模板侧边和下模板侧边都设有吊耳。
13.本发明的有益效果:1、本发明通过设置侧向冲切机构伸入到天窗导轨内侧进行冲切加工,采用钩冲的方式伸入到天窗导轨内复杂型内腔中进行冲切,代替了现有的直接冲切的方式,天窗导轨内腔结构复杂,在冲切时复杂内腔容易对冲切造成阻碍,从而影响冲切的效率和冲切效果;本技术通过设置7字型的安装架用于冲头的安装,安装架带动冲头伸入
到天窗导轨,随着上模板的下移,使打杆将安装架在等高螺栓上下压移动,从而带动冲头对天窗导轨内腔侧边进行冲切,从而提高了对天窗导轨内腔冲切的便利性,提高了冲切效果。
14.2、本发明中通过在等高螺栓上活动设置安装架,安装架在等高螺栓上升降移动,从而便于安装架伸入到天窗导轨内腔中进行冲切;等高螺栓下端套设弹簧,弹簧在冲压时从下侧对安装架进行压缩力缓冲,使安装架下移更加平稳,从而使冲头更加平稳进行冲切,从而提高冲切效果,提高产品质量;冲切完成后,通过弹簧的推力带动安装架上移,使冲头从零件内脱落,提高冲切成型的效率。
15.3、本发明中通过在打杆下端设有缓冲套,在打杆与安装架接触并推动安装架下移时,通过缓冲套进行缓冲,减缓打杆与安装架接触时的冲力,使安装架平稳下移,使冲头平稳对零件进行冲切,从而提高冲切效果;在安装架上设置对接槽,打杆伸入到对接槽内与安装架接触,通过对接槽对打杆的下移进行导向,减少打杆与安装架接触的偏移,从而使安装架带动冲头进行准确冲切,从而提高对零件的冲切质量。
16.4、本发明中通过设置拖料板,并在拖料板上设置凹槽,冲切产生的废料落到拖料板上的凹槽内集中收集,通过将拖料板从凹槽内拖出,从而便于快速的对冲切产生的废料进行处理,提高废料处理的便利性。
附图说明
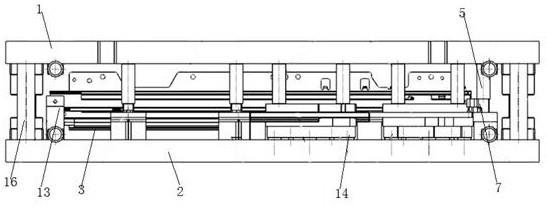
17.图1是本发明的主视截面结构图。
18.图2是本发明的侧视截面结构图。
19.图3是下模板结构示意图。
20.图4是侧向冲切机构结构示意图。
21.图5是打杆结构示意图。
22.其中:1-上模板,2-下模板,3-凹模,5-打杆,6-冲头,7-安装架,8-弹簧,9-等高螺栓,10-导向槽,11-对接槽,12-缓冲套,13-定位块,14-拖料板,15-导向柱,16-限位柱,17-吊耳。
具体实施方式
23.为了加深对本发明的理解,下面将结合实施例对本发明作进一步详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
24.如图1-5所示,本实施例提供一种天窗导轨内部冲切装置,包括上模板1和下模板2,上模板1和下模板2两端设有伸缩式导向柱15,下模板2两端设有限位柱16,限位柱16设置在导向柱15侧边,上模板1沿导向柱15进行升降,限位柱16对上模板1的下移进行限位。
25.下模板2上设有凹模3,天窗导轨放置在凹模3上,凹模3端部活动设置有定位块13,定位块13对天窗导轨从端部进行定位支撑。
26.凹模3内中间两侧对称设有导向槽10,导向槽10上侧向冲切机构,侧向冲切机构包括冲头6、安装架7,弹簧8、等高螺栓9;所述冲头6设置在安装架7上,安装架7采用7字型,安装架7伸入到天窗导轨内侧,冲头6的高度高于切冲面,减少冲头6与零件之间的干涉;安装架7活动设置在等高螺栓9上,安装架7在等高螺栓9上进行升降,带动冲头6进行冲切;等高螺栓9下端固定在导向槽10内,弹簧8设置在导向槽10内并套设在等高螺栓9
上,弹簧8上端与安装架7下侧接触,弹簧8在冲头6下移冲切时进行缓冲保护,在冲切后推动安装架7进行升起复位。
27.上模板1上对应侧向冲切机构设置有打杆5,打杆5下端设有缓冲套12;打杆5随上模板1下移对侧向冲切机构进行下压,使侧向冲切机构进行下压冲切,缓冲套12在接触下压时进行缓冲,从而使冲切更加平稳,从而提高冲切效果;安装架7上端设有对接槽11,打杆5在对安装架7下压时,通过插入到对接槽11内,在下压冲切时更加稳定,减少偏移。
28.凹模3内对应侧向冲切机构下侧设有表面带有凹槽的拖料板14,拖料板14滑动设置在下模板2上,冲切产生的废料落到拖料板14上的凹槽内进行收集,拖动拖料板14使废料从凹模3内进行清理,提高清理的便捷性。
29.上模板1侧边和下模板2侧边都设有吊耳17,通过吊耳17对上模板1和下模板2进行吊装移动,便于操作。
30.在实际生产过程中,在将天窗导轨放入到下模板2上的凹模3内,凹模3的造型由冲切处的筋为型面,以零件下阻碍面为底面,无需压料机构就可以使冲头6从零件孔内脱落;移动定位块13对天窗导轨进行定位固定,使天窗导轨稳定放置,便于后续稳定的冲切加工;安装架7伸入到天窗导轨的内腔中,冲头6的高度小于冲切面到阻碍面的距离,使冲头6不会与零件发生干涉;上模板1带动打杆5沿导向柱15导向方向进行下移,打杆5下端伸入到安装架7上的对接槽11内,通过对接槽11对打杆5进行导向,保证安装架7与打杆5竖直稳定接触,减少偏移;打杆5与安装架7接触时,缓冲套12进行接触缓冲,减少接触产生的冲力,并且安装架7下侧对弹簧8对安装架7的下移进行缓冲,从而使安装架7下移更加平稳,安装架7下移带动冲头6对零件进行冲切,通过缓冲作用使冲头6平稳对零件进行冲切,提高冲切的稳定性,提高冲切效果;冲切完成后,上模块1带动打杆5上移,解除打杆5对安装架7的压制,安装架7通过弹簧8的推力作用推动上移复位,使冲头6从零件孔内脱离,从而完成对天窗导轨的冲切作业;冲切产生的废料落到拖料板14上的凹槽内集中处理,将拖料板14从凹模3内抽出,从而对废料进行处理,提高废料处理的便利性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1