一种六角网生产用送丝摆线系统及设备的制作方法
1.本发明属于丝网加工技术领域,具体的说,涉及一种六角网生产用送丝摆线系统及设备。
背景技术:
2.六角网也称为拧花网,又称软边网,拧花网是金属线材编织的角形网(六角形)制成的铁丝网,使用的金属线径是根据六角形的大小而不同。六角网作为日常生活和建筑工程中的常用材料其具备如下优点:(1)使用方便,只需将网面平铺的墙面、建筑水泥中即可使用;(2)施工简便,不需特殊技术;(3)有很强的抵御自然破坏及耐腐蚀和抗恶劣气候影响的能力;(4)可以承受大范围的变形,而仍不坍塌。起固定保温隔热作用;(5)优良的工艺基础保证了镀层厚度的均匀性,抗腐蚀性更强;(6)节约运输费用:可将其缩成小卷,并卷入防潮纸包装,占用空间很少,因此被广泛应用。
3.我公司致力于丝网编织机械的研发、生产、销售和售后服务,申请号为201911365523.5的中国发明专利,为我公司针对六角网生产用特点所研发设计的专用生产设备,以该专利作为对比文件,其公开了一种六角网编织用免打簧送丝系统,包括框架,所述框架前端设有第一送丝装置,框后端设有第二送丝装置,第一送丝装置和第二送丝装置中间设置有摆线装置,所述框架前端还设有可移动的扶梯;第一送丝装置包括设置于框架前端的多组位于同一平面的放线单元组,放线单元组包括两列并排垂直布置的若干个放线单元及用于驱动放线单元的传动机构,各放线单元包括链盘和丝轴,链盘的齿根底部均开设有用于穿过网丝的网丝槽,丝轴垂直安装于链盘内孔、且与链盘内孔转动配合,所述链盘自下而上依次分为第一排至第n排;所述传动机构包括由动力部件驱动的主动轮及n个从动轮,动力部件及主动轮均设置于框架的底部,若干个从动轮设置于主动轮的上方,主动轮与底部第一排的两个链盘啮合,第一个从动轮与第一排的两个链盘及第二排的两个链盘啮合,第n-1个从动轮与第n-1排的两个链盘及第n排的两个链盘啮合,第n个从动轮与第n排的两个链盘啮合,n个从动轮的传动轴均与框架转动配合;每组放线单元组的两侧均设有支撑限位机构,主动轮及从动轮与链盘均为链传动,支撑限位机构与链盘也为链传动;第二送丝装置包括放线架,若干个丝轴转动安装于放线架上;第一送丝装置用于在网丝编织时,将第二送丝装置中丝轴上的网丝绕过相对应的第一送丝装置中丝轴上的网丝;摆线装置用于使第二送丝装置中丝轴上的网丝上下方向和左右方向摆动,以使其从相对应的第一送丝装置中一个链盘的网丝槽内拨到另一相邻链盘的网丝槽内。
4.上述设备,摆线装置中左右摆线的驱动组件和上下摆线的驱动组件分别通过多组气缸驱动实现摆线,一方面,摆线装置的动力源相互独立,设备运行调试困难,六角网生产中若出现动力不同步的情况,导致摆线装置上下摆线和左右摆线不同步,使网丝不能及时移位,将直接影响丝网的加工效率及质量;另一方面其设备结构较为复杂,生产成本较高。
5.为此,在原有基础上,我公司进一步研发了一种六角网生产用送丝摆线系统。
技术实现要素:
6.本发明提供一种六角网生产用送丝摆线系统,用于解决现有技术中,摆线装置的动力源相互独立,设备运行调试困难,六角网生产中若出现动力不同步的情况,使网丝不能及时移位,将直接影响丝网的加工效率及质量;另一方面其设备结构较为复杂,生产成本较高的问题。
7.为实现上述目的,本发明所采用的技术方案如下:
8.一种六角网生产用送丝摆线系统,包括框架,所述框架前端设有第一送丝装置,框后端设有第二送丝装置,第一送丝装置和第二送丝装置中间设置有摆线装置,所述框架顶部设有摆线驱动单元,摆线驱动单元包括由驱动部驱动的上下摆线驱动组件和左右摆线驱动组件,驱动部通过上下摆线驱动组件和左右摆线驱动组件同时为摆线装置提供动力,从而实现第二送丝装置中丝轴上穿过摆线装置的网丝上下方向和左右方向摆动,从相对应第一送丝装置中一个链盘的网丝槽内拨到另一相邻链盘的网丝槽内。
9.所述驱动部包括驱动电机和底座,驱动电机通过底座固设于框架顶部,驱动电机的输出轴通过减速器与驱动轴首端相连,驱动轴通过轴承组件转动安装于与底座上,驱动电机经减速器和驱动轴驱动上下摆线驱动组件和左右摆线驱动组件同时为摆线装置提供动力,实现第二送丝装置中丝轴上穿过摆线装置的网丝上下摆动和左右摆动。
10.所述上下摆线驱动组件包括第一驱动链轮、第一从动链轮和中间轴,第一驱动链轮同轴固定连接于驱动轴的尾端,中间轴固定安装于框架前端,中间轴的首端与第一送丝装置的从动轮经轴承组件转动连接,中间轴的尾端与第一从动链轮经轴承组件转动连接,第一从动链轮与摆线装置的连接杆固定连接,第一驱动链轮通过链条与第一从动链轮相连,驱动第一从动链轮转动,同时驱动连接杆上下摆动。
11.进一步的,所述左右摆线驱动组件包括第二驱动链轮、平移组件和过渡链轮组件,第二驱动链轮同轴固设于驱动轴上,并通过链条与平移组件相连,平移组件和过渡链轮组件通过链条与第二从动链轮相连,第二从动链轮转动安装于框架顶部并与摆线装置中左右摆线组件的主摆轴顶端同轴固定连接。
12.进一步的,所述平移组件包括移动平台,移动平台通过滑轨组件滑动安装于框架顶部,移动平台上固设有两组链条安装杆,其中第一组链条安装杆经链条与第二驱动链轮相连,第二组链条安装杆经过渡链轮组件与第二从动链轮相连。
13.进一步的,所述过渡链轮组件包括两组过渡链轮,每组过渡链轮包括两个过渡轮,第一组过渡链轮的两过渡轮水平转动安装于滑轨组件的两端,第二组过渡链轮的两过渡轮水平转动安装于第二从动链轮的两侧,移动平台上的第二组链条安装杆经两组过渡链轮与第二从动链轮相连。
14.进一步的,所述第一送丝装置包括设置于框架前端的多组位于同一平面的放线单元组,放线单元组包括两列并排垂直布置的若干个放线单元及用于驱动放线单元的传动机构,各放线单元包括链盘和丝轴,链盘的齿根底部均开设有用于穿过网丝的网丝槽,丝轴垂直安装于链盘内孔、且与链盘内孔转动配合,所述链盘自下而上依次分为第一排至第n排,框架前端设有对链盘其支撑限位作用的支撑限位机构。
15.进一步的,所述第二送丝装置包括放线架,若干个丝轴分别通过安装组件转动安装于放线架上,安装组件包括安装轴和铰接件,安装轴的底部通过支撑杆与放线架铰接,安
装轴的顶部通支撑杆和销钉与放线架固定连接,放线架上设置有若干个用于丝轴上的网丝进行导向的送丝导向组件,各送丝导向组件与丝轴对应设置。
16.进一步的,所述送丝导向组件包括导向座、导向杆a和导向杆b,导向座固设于框架上并与丝轴对应设置,导向杆a一端与导向座固定连接,另一端与导向杆b一端铰接,导向杆b另一端的槽口设有导向轴,导向杆a和导向杆b之间设有伸缩杆,每排送丝导向组件上方设有横杆,横杆通过支座转动安装于框架上。
17.进一步的,所述摆线装置包括上下摆线组件和左右摆线组件,左右摆线组件和上下摆线组件均设置于框架内部,其中两个上下摆线组件并排设置,左右摆线组件位于两个上下摆线组件之间,上下摆线组件中的连接杆与中间轴尾端的第一从动链轮固定连接,左右摆线组件中的主摆轴顶部与第二从动链轮同轴固定连接。
18.本发明还公开了一种六角网生产设备,包括上述六角网生产用送丝摆线系统。
19.本发明由于采用了上述的结构,其与现有技术相比,所取得的技术进步在于:驱动部通过上下摆线驱动组件和左右摆线驱动组件同时为摆线装置提供动力,从而实现第二送丝装置中丝轴上穿过摆线装置的网丝上下方向和左右方向摆动,从相对应第一送丝装置中一个链盘的网丝槽内拨到另一相邻链盘的网丝槽内,相对于原设备中的摆线装置中左右摆线的驱动组件和上下摆线的驱动组件分别通过多组气缸驱动实现摆线,本专利中摆线装置的动力源统一,上下摆线和左右摆线的动力均由驱动部提供,一方面,设备运行调试简单,六角网生产中不会出现上下摆线和左右摆线两者动力不同步的情况,能够及时实现网丝移位,保证丝网的加工效率及质量,另一方面,设备结构简单化,生产成本低,适用于丝网加工技术领域。
附图说明
20.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
21.在附图中:
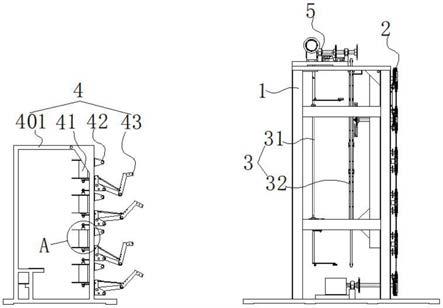
22.图1为本发明实施例的结构示意图;
23.图2为本发明实施例的立体结构示意图;
24.图3为本发明实施例中第一驱动链轮、第一从动链轮和第一送丝装置的从动轮在框架上的位置关系示意图;
25.图4为本发明实施例中摆线驱动单元的结构示意图;
26.图5为本发明实施例中摆线驱动单元的另一角度结构示意图;
27.图6为本发明实施例中第一从动链轮、连接杆和从动轮连接的结构示意图;
28.图7为本发明实施例中送丝导向组件的结构示意图;
29.图8为图1中a处的局部放大图;
30.图9为对比文件中第一送丝装置的结构示意图;
31.图10为对比文件中左右摆线机构的结构示意图;
32.图11为对比文件中上下摆线机构的结构示意图。
33.标注部件:1-框架,2-第一送丝装置,202-从动轮,203-支撑限位机构,204-链盘,206-电机,207-主动轮,3-摆线装置,3021-导线组件a,3023-连接杆,3031-导线组件b,
3032-主摆轴,31-左右摆线组件,32-上下摆线组件,4-第二送丝装置,401-放线架,41-丝轴,411-销钉,412-支撑杆,42-横杆,43-送丝导向组件,431-导向座,432-导向杆a,433-导向杆b,434-伸缩杆,435-导向轴,5-摆线驱动单元,500-底座,501-驱动电机,502-减速器,503-驱动轴,511-第一驱动链轮,513-中间轴,514-第一从动链轮,516-轴承组件,521-第二驱动链轮,522-第一组过渡链轮,523-第二从动链轮,524
‑‑
第二组过渡链轮,525-滑轨组件,526-第二组链条安装杆,527-第一组链条安装杆,528-移动平台,。
具体实施方式
34.以下结合附图对本发明的优选实施例进行说明。应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
35.本发明公开了一种六角网生产用送丝摆线系统,如图1-3所示,包括框架1,所述框架1前端设有第一送丝装置2,框后端设有第二送丝装置4,第一送丝装置2和第二送丝装置4中间设置有摆线装置3,所述框架1顶部设有摆线驱动单元5,摆线驱动单元5包括由驱动部驱动的上下摆线驱动组件和左右摆线驱动组件,驱动部通过上下摆线驱动组件和左右摆线驱动组件同时为摆线装置3提供动力,从而实现第二送丝装置4中丝轴41上穿过摆线装置3的网丝上下方向和左右方向摆动,从相对应第一送丝装置2中一个链盘的网丝槽内拨到另一相邻链盘的网丝槽内。
36.进一步的,所述第一送丝装置2包括设置于框架1前端的多组位于同一平面的放线单元组,放线单元组包括两列并排垂直布置的若干个放线单元及用于驱动放线单元的传动机构,各放线单元包括链盘204和丝轴,链盘204的齿根底部均开设有用于穿过网丝的网丝槽,丝轴垂直安装于链盘204内孔、且与链盘204内孔转动配合,所述链盘204自下而上依次分为第一排至第n排,框架1前端设有对链盘204其支撑限位作用的支撑限位机构203。根据丝网加工宽度需求,可以增加或减少放线单元组的数量,也可将多个相同结构的第一送丝装置2并排安装使用。
37.如图9所示,对比文件中第一送丝装置2的传动机构包括由动力部件驱动的主动轮207及n个从动轮202,与对比文件中结构不同之处在于,本发明中动力部件的电机206和减速机数量均为1个,电机206通过减速机进行减速,减速机的输出轴通过两转轴驱动框架1底部的两主动轮207转动,两转轴上安装有链轮,两转轴上的链轮之间通过链条相连实现两主动轮207同步转动。本发明中的主动轮207和从动轮202采用非双排链轮结构,如图6所示,而是在链轮的两侧加装环形挡圈,从而对链盘204进行轴向限定,防止脱离,此结构简单,设备成本低。
38.本发明的有益效果在于:驱动部通过上下摆线驱动组件和左右摆线驱动组件同时为摆线装置3提供动力,从而实现第二送丝装置4中丝轴41上穿过摆线装置3的网丝上下方向和左右方向摆动,从相对应第一送丝装置2中一个链盘的网丝槽内拨到另一相邻链盘的网丝槽内,相对于原设备中的摆线装置3中左右摆线的驱动组件和上下摆线的驱动组件分别通过多组气缸驱动实现摆线,本专利中摆线装置3的动力源统一,上下摆线和左右摆线的动力均由驱动部提供,一方面,设备运行调试简单,六角网生产中不会出现上下摆线和左右摆线两者动力不同步的情况,能够及时实现网丝移位,保证丝网的加工效率及质量,另一方面,设备结构简单化,生产成本低。
39.作为本发明一个优选的实施例,如图4-5所示,所述驱动部包括驱动电机501和底座500,驱动电机501通过底座500固设于框架1顶部,驱动电机501的输出轴通过减速器502与驱动轴503首端相连,驱动轴503通过轴承组件516转动安装于与底座500上,驱动电机501经减速器502和驱动轴503驱动上下摆线驱动组件和左右摆线驱动组件同时为摆线装置3提供动力,实现第二送丝装置4中丝轴41上穿过摆线装置3的网丝上下摆动和左右摆动。具体的,驱动电机501采用伺服电机206。
40.优选的,所述上下摆线驱动组件包括第一驱动链轮511、第一从动链轮514和中间轴513,第一驱动链轮511同轴固定连接于驱动轴503的尾端,如图3所示,中间轴513固定安装于框架1前端,如图6所示,中间轴513的首端与第一送丝装置2的从动轮202经轴承组件516转动连接,中间轴513的尾端与第一从动链轮514经轴承组件516转动连接,第一从动链轮514与摆线装置3的连接杆3023固定连接,第一驱动链轮511通过链条与第一从动链轮514相连,驱动第一从动链轮514转动,同时驱动连接杆3023上下摆动。
41.优选的,所述左右摆线驱动组件包括第二驱动链轮521、平移组件和过渡链轮组件,第二驱动链轮521同轴固设于驱动轴503上,并通过链条与平移组件相连,平移组件和过渡链轮组件通过链条与第二从动链轮523相连,第二从动链轮523转动安装于框架1顶部并与摆线装置3中左右摆线组件31的主摆轴3032顶端同轴固定连接。所述平移组件包括移动平台528,移动平台528通过滑轨组件525滑动安装于框架1顶部,移动平台528上固设有两组链条安装杆,其中第一组链条安装杆527经链条与第二驱动链轮521相连,第二组链条安装杆526经过渡链轮组件与第二从动链轮523相连。所述过渡链轮组件包括两组过渡链轮,每组过渡链轮包括两个过渡轮,第一组过渡链轮522的两过渡轮水平转动安装于滑轨组件525的两端,第二组过渡链轮524的两过渡轮水平转动安装于第二从动链轮523的两侧,移动平台528上的第二组链条安装杆526经两组过渡链轮与第二从动链轮523相连。
42.其中,所述摆线装置3包括上下摆线组件32和左右摆线组件31,左右摆线组件31和上下摆线组件32均设置于框架1内部,其中两个上下摆线组件32并排设置,左右摆线组件31位于两个上下摆线组件32之间,上下摆线组件32中的连接杆3023与中间轴513尾端的第一从动链轮514固定连接,左右摆线组件31中的主摆轴3032顶部与第二从动链轮523同轴固定连接。
43.本实施例的工作原理为:驱动电机501作为摆线装置3唯一的动力源输出动力,驱动电机501输出轴通过驱动轴503将动力分为两部分,第一部分动力通过驱动轴503驱动第一驱动链轮511转动,第一驱动链轮511通过链条带动第一从动链轮514转动,第一从动链轮514带动摆线装置3的连接杆3023摆动,连接杆3023带动两组导线组件a3021上下摆动,从而实现第二送丝装置4中穿过两组导线组件a3021的网丝上下摆动;
44.第二部分动力由驱动轴503带动第二驱动链轮521转动,第二驱动链轮521经链条带动移动平台528左右移动,移动平台528经链条带动水平转动安装的两组过渡链轮组件转动,因过渡链轮组件和第二从动链轮523由链条连接,所以移动平台528左右移动的同时会经链条带动过渡链轮组件和第二从动链轮523同步转动,第二从动链轮523转动带动摆线装置3的主摆轴3032转动,主摆轴3032带动导线组件b3031左右摆动,实现第二送丝装置4中穿过三组导线组件b3031的网丝左右摆动。
45.本实施例的有益效果为:上下摆线机构的结构和左右摆线机构的结构,以及第一
送丝装置2的结构,在对比文件中已经公开,在此不做赘述。本发明专利中,将上下摆线机构和左右摆线机构的动力部分整合为一体,统一由驱动部的驱动电机501驱动,实现动力源统一,不会出上下摆线和左右摆线动力不一致的情况出现,能够及时进行网丝移位,且设备运行调试简单,能够保证丝网的加工效率及质量,设备结构简单化,生产成本降低。
46.作为本发明一个优选的实施例,如图1-3所示,所述第二送丝装置4包括放线架401,若干个丝轴41分别通过安装组件转动安装于放线架401上,如图8所示,安装组件包括安装轴和铰接件,安装轴的底部通过支撑杆412与放线架401铰接,安装轴的顶部通支撑杆412和销钉411与放线架401固定连接,放线架401上设置有若干个用于丝轴41上的网丝进行导向的送丝导向组件43,各送丝导向组件43与丝轴41对应设置。丝轴41与安装轴转动连接,网丝在丝网编制设备的拉力下实现放线功能,丝轴41通过安装组件转动安装于放线架401上,更换丝轴41时,先取下销钉411,然后转动安装轴使其倾斜即可取下空的丝轴41,将缠绕有网丝的丝轴41重新套装到安装轴上,旋转安装轴复位至垂直位置,装上销钉411即可,一方面,缠绕有网丝的丝轴41重量较大,通过该方式不需要将丝轴41提升太高再安装,丝轴41更换方便,省时省力;另一方面,如果安装轴垂直设置,需要为丝轴41安装和拆卸预留提升空间,通过该结构则不需要留出过多的提升空间,增加丝轴41安装紧凑性,减小设备体积。
47.进一步的,如图7所示,所述送丝导向组件43包括导向座431、导向杆a432和导向杆b433,导向座431固设于框架1上并与丝轴41对应设置,导向杆a432一端与导向座431固定连接,另一端与导向杆b433一端铰接,导向杆b433另一端的槽口设有导向轴435,导向杆a432和导向杆b433之间设有伸缩杆434,每排送丝导向组件43上方设有横杆42,横杆42通过支座转动安装于框架1上。通过调节伸缩杆434的长度,可以改变导向杆a432与导向杆b433的连接角度,从而改变导向杆b433对网丝的导向高度。从丝轴41上出来的网丝,经过横杆42后再经过导向杆b433端部的导向轴435实现网丝在高度方向上的导向作用,一方面使网丝与摆线装置3中导线组件a3021和导线组件b3031的高度相对应,另一方面,避免网丝聚集缠绕,影响生产。
48.本发明还公开了一种六角网生产设备,包括上述六角网生产用送丝摆线系统。
49.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明权利要求保护的范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1