用激光束加工机床的位移控制装置的制作方法
1.本发明涉及激光加工机床支架技术领域,具体为用激光束加工机床的位移控制装置。
背景技术:
2.激光切割是激光加工行业中最量要的一项应用技术,由于具有诸多特点,已广泛地应用于汽车、机车车辆制造、航空、化工、轻工、电器与电子、石油和冶金等工业部门。近年来,激光切割技术发展很快,国际上每年都以20%~30%的速度增长。我国自1985年以来,更以每年25 %以上的速度增长。由于我国激光工业基础较差,激光加工技术的应用尚不普遍,激光加工整体水平与先进国家相比仍有较大差距,相信随着激光加工技术的不断进步,这些障碍和不足会得到解决。激光切割技术必将成为21 世纪不可缺少的重要的钣金加工手段。激光切割加工广阔的应用市场,加上现代科学技术的迅猛发展,使得国内外科技工作者对激光切割加工技术进行不断探入的研究,推动着激光切割技术不断地向前发展。
3.管道激光切割机床是激光切割机床中最为常见的一种例如专利号为cn104816097b的专利,公开了一种用于管道激光切割机的工装夹具,包括:切割装夹单元,其具有圆盘,圆盘一侧端面设置有多个卡爪,用于对管道夹紧;导向机构,其为与述圆盘同轴布置的环形体,用于对进入圆盘中的管道进行导向;以及送料夹紧机构,其设置在导向机构后,用于夹紧待切割长管道的末端并进行切割送料;送料夹紧机构为中空筒体,筒体外周直径小于导向机构以及圆盘中心通孔的内径,从而所述送料夹紧机构可直接进入所述圆盘中心通孔内而使得所述切割装夹单元的多个卡爪可夹紧管道末端管壁,以完成该管道的最后一次的切割。本发明的装置可以实现对管道进行精确高效的切割,特别是可以极大地减少常规切割机械中管道剩余长度过多带来的余料浪费。
4.现有管道激光切割机床在加工使用时,为满足管道的分段切割,大都需为管道的旋转切割动作和激光器的进给移动动作分别配套驱动电机,不能将两种动作步骤传动结合公用一处动力装置驱使,造成设备增重和造价升高,且大都采用自动化控制器件(如plc)并配套编程电路实现自动化,自动化控制器件的购成本较高,且编程电路的工程师雇佣成本较高,这不利于降低设备的成本,不利于设备的市场竞争。
技术实现要素:
5.本发明的目的在于提供用激光束加工机床的位移控制装置,以解决上述背景技术中提出大都采用自动化控制器件并配套编程电路实现自动化,自动化控制器件的购成本较高,且编程电路的工程师雇佣成本较高的问题。
6.为实现上述目的,本发明提供如下技术方案:用激光束加工机床的位移控制装置,包括底座;所述底座包括安装框,所述底座整体呈矩形结构,其前后两端对称支撑有两处安装框,其中后侧安装框的顶端支撑焊接有一处定位套,且两处安装框的顶端上方纵向焊接有一处支撑架;所述主动齿轮的圆周外圈上环套设置有九分之四圈齿片,且驱动件整体由
中心转轴和间隔状套于中心转轴后端段上的两处小齿轮共同组合形成,其中后侧的小齿轮对应与主动齿轮啮合传动,前侧的小齿轮对应与两处丝后端的小直径齿轮通过同步带传动连接;丝杠,两处丝杠对称转动穿设于两处安装框上,且两处丝杠上啮合套装一处滑动圈套,且待加工的管道穿过滑动圈套顶插固定于定位套的内部,两处丝杠的后端均套装有一处小直径齿轮;所述底座还包括驱动件,后侧所述安装框的中间位置焊接有一组竖向撑板,此一组竖向撑板的底部段上转动穿设有一处驱动件;主动齿轮,主动齿轮转动穿设于后侧安装框的中间竖向撑板上;电机,电机锁紧安装于后侧安装框中间竖向撑板的背部,且电机与主动齿轮轴接传动;滑动圈套,所述滑动圈套包括竖撑轨道框,所述滑动圈套靠近定位套的一侧向上焊接有一处竖撑轨道框,此竖撑轨道框上通过弹簧顶推滑动套装有一处激光切割机;定位套,所述定位套包括定位圈,所述定位套的后侧竖撑焊接有一处定位圈,此定位圈上转动套装有一处驱动机构,此驱动机构的内部中心处滑动安装有一处顶推架;所述十字顶推架包括螺纹顶杆,螺纹顶杆转动连接于十字顶推架的背部中心处,且螺纹顶杆与所述十字安装架的中心圆板螺纹贯穿配合;定位轴杆,顶推架的背部呈上下对称焊接支撑有两处定位轴杆,此两处定位轴杆与所述十字安装架滑动贯穿配合;三角出力框,十字顶推架靠近定位套的一侧对称焊接有四处三角出力框,此四处三角出力框对应与四处所述楔形受力框斜面顶推接触。
7.优选的,所述滑动圈套还包括t形支座,t形支座焊接固定于滑动圈套的底部,其与两处丝杠螺纹啮合滑动连接;l状吊杆,竖撑轨道框的顶端中间处向后凸出焊接固定有一处l状吊杆;船型开关,船型开关锁紧安装于l状吊杆的尾端,且船型开关与控制激光切割机开关的接触器电性连接。
8.优选的,所述支撑架包括等腰三角顶框,所述支撑架的顶端对称焊接有两处纵向撑杆,激光切割机滑动位于此两处纵向撑杆之间,且两处纵向撑杆的底部等距间隔焊接有两排等腰三角顶框。
9.优选的,所述激光切割机包括水平撑杆,上下四处所述水平撑杆对称焊接于激光切割机上半部分的左右两侧,且四处水平撑杆对应与竖撑轨道框的左右支轴滑动配合;拨板,激光切割机靠近滑动圈套的侧面上锁紧安装有一处拨板,此拨板上下滑动与船型开关顶推接触。
10.优选的,所述激光切割机还包括顶轮,底部左右两处所述水平撑杆的顶端对称转动支撑有两处顶轮,此两处顶轮对应两处等腰三角顶框前后滑动顶推接触。
11.优选的,所述驱动机构包括从动齿轮,从动齿轮焊接支撑于驱动机构的后侧位置;z形连接件,四处z形连接件环绕焊接于从动齿轮圆周外圈的内侧,且四处z形连接件的中间段上均焊接有一处卡块,此四处卡块通过其上的卡槽与定位圈转动配合;竖撑环,竖撑环焊接固定于四处z形连接件的首端。
12.优选的,所述从动齿轮还包括
十字定位架,所述竖撑环的内部焊接固定有一处十字定位架,此十字定位架由两处六棱轴杆纵横焊接组成;牙块,四处牙块均呈长条结构,其通过弹簧顶推对称滑动套装于十字定位架上,且四处牙块顶插位于定位套的内部;十字安装架,十字安装架焊接固定于从动齿轮后侧;楔形受力框,四处楔形受力框对应焊接于四处牙块的尾端。
13.与现有技术相比,本发明的有益效果是:1、本发明通过主动齿轮的动力传递,电机可交替啮合驱使从动齿轮和驱动件旋转,控制待加工管道进行旋转切割、激光切割机螺纹推进前后移动,使管道的旋转切割和激光切割机的进给前后移动作能够按照作业步骤先后依次进行,将管道的旋转切割与激光切割机的进给移动控制两种作业步骤精简结合在一起并通过一处马达驱使,这省去多步操作的中间环节有助于提升对管道的切割效率,并免去为管道旋转和激光切割机进给移动分别配套驱动马达,充分利用了电机的旋转动能,减少马达的设置数量有利于降低设备的造价;2、本发明通过斜面导向原理激光切割机在被两处丝杠螺纹推进前后移动时,两处顶轮可被两排等腰三角顶框驱使下滑,使激光切割机的切割头与管道的外壁抵靠贴合实施切割,进而两处丝杠在推进激光切割机前后移动至标准长度的行程后可联动驱使激光切割机自行向下滑动与管道贴合切割,这省去为激光切割机额外设置下滑的驱动马达并免去为激光切割机的下滑抵靠动作专门设计编程电路和自动化控制器件,有助于进一步降低设备的造价;3、本发明通过拨板,激光切割机在上下滑动的过程中可来回拨动船型开关,自动控制其自身的启停,这省去为激光切割机的自动启停专门设计编程电路;4、本发明通过斜面导向原理,四处三角出力框可内滑顶推驱使四处楔形受力框和四处牙块沿十字定位架同步外滑撑紧于管道的内壁上,对管道实施定位并完成管道与从动齿轮的动力传递。
附图说明
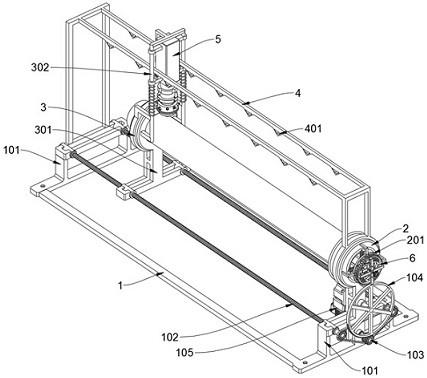
14.图1为本发明结构示意图;图2为本发明后侧三维结构示意图;图3为本发明激光切割机滑动安装示意图;图4为本发明定位套半剖内部结构示意图;图5为本发明牙块滑动安装位置示意图;图6为本发明从动齿轮安装位置示意图;图7为本发明竖撑环结构示意图;图8为本发明十字顶推架结构示意图;图9为本发明激光切割机结构示意图;图10为本发明竖撑轨道框结构示意图;图11为本发明图3中a部分放大结构示意图。
15.图中,部件名称与附图编号的对应关系为:1、底座;101、安装框;102、丝杠;103、驱动件;104、主动齿轮;105、电机;2、定位套;
201、定位圈;3、滑动圈套;301、t形支座;302、竖撑轨道框;303、l状吊杆;304、船型开关;4、支撑架;401、等腰三角顶框;5、激光切割机;501、水平撑杆;502、顶轮;503、拨板;6、从动齿轮;601、牙块;602、竖撑环;603、十字定位架;604、十字安装架;605、z形连接件;606、楔形受力框;7、十字顶推架;701、螺纹顶杆;702、定位轴杆;703、三角出力框。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
17.请参阅图1至图11,本发明提供的一种实施例:用激光束加工机床的位移控制装置,包括底座1;底座1包括安装框101,底座1整体呈矩形结构,其前后两端对称支撑有两处安装框101,其中后侧安装框101的顶端支撑焊接有一处定位套2,且两处安装框101的顶端上方纵向焊接有一处支撑架4;支撑架4包括等腰三角顶框401,支撑架4的顶端对称焊接有两处纵向撑杆,激光切割机5滑动位于此两处纵向撑杆之间,且两处纵向撑杆的底部等距间隔焊接有两排等腰三角顶框401;底座1还包括驱动件103,后侧安装框101的中间位置焊接有一组竖向撑板,此一组竖向撑板的底部段上转动穿设有一处驱动件103;l状吊杆303,竖撑轨道框302的顶端中间处向后凸出焊接固定有一处l状吊杆303;船型开关304,船型开关304锁紧安装于l状吊杆303的尾端,且船型开关304与控制激光切割机5开关的接触器电性连接;主动齿轮104,主动齿轮104转动穿设于后侧安装框101的中间竖向撑板上;电机105,电机105锁紧安装于后侧安装框101中间竖向撑板的背部,且电机105与主动齿轮104轴接传动;丝杠102,两处丝杠102对称转动穿设于两处安装框101上,且两处丝杠102上啮合套装一处滑动圈套3,且待加工的管道穿过滑动圈套3顶插固定于定位套2的内部,两处丝杠102的后端均套装有一处小直径齿轮;滑动圈套3,滑动圈套3包括竖撑轨道框302,滑动圈套3靠近定位套2的一侧向上焊接有一处竖撑轨道框302,此竖撑轨道框302上通过弹簧顶推滑动套装有一处激光切割机5;定位套2,定位套2包括定位圈201,定位套2的后侧竖撑焊接有一处定位圈201,此定位圈201上转动套装有一处驱动机构,此驱动机构的内部中心处滑动安装有一处十字顶推架7;驱动机构包括从动齿轮6,从动齿轮6焊接支撑于驱动机构的后侧位置,通过从动齿轮6,电机105可旋转驱使四处牙块601以及撑紧固定于其上的管道一起转动;z形连接件605,四处z形连接件605环绕焊接于从动齿轮6圆周外圈的内侧,且四处z形连接件605的中间段上均焊接有一处卡块,此四处卡块通过其上的卡槽与定位圈201转动配合;竖撑环602,竖撑环602焊接固定于四处z形连接件605的首端;从动齿轮6还包括十字定位架603,竖撑环602的内部焊接固定有一处十字定位架603,此十字定位架603由两处六棱轴杆纵横焊接组成;牙块601,四处牙块601均呈长条结构,其通过弹簧顶推对称滑动套装于十字定位架603上,且四处牙块601顶插位于定位套2的内部;十字安装架604,十字安装架604焊接固定于从动齿轮6后侧;楔形受力框606,四处楔形受力框606对应焊接于四处牙块601的尾端。
18.进一步,主动齿轮104的圆周外圈上环套设置有九分之四圈齿片,且驱动件103整体由中心转轴和间隔状套于中心转轴后端段上的两处小齿轮共同组合形成,其中后侧的小齿轮对应与主动齿轮104啮合传动,前侧的小齿轮对应与两处丝杠102后端的小直径齿轮通
过同步带传动连接,通过主动齿轮104的动力传递,电机105可交替啮合驱使从动齿轮6和驱动件103旋转,控制待加工管道进行旋转切割、激光切割机5螺纹推进前后移动,使管道的旋转切割和激光切割机5的进给前后移动作能够按照作业步骤先后依次进行,将管道的旋转切割与激光切割机5的进给移动控制两种作业步骤精简结合在一起并通过一处马达驱使,这省去多步操作的中间环节有助于提升对管道的切割效率,并免去为管道旋转和激光切割机5进给移动分别配套驱动马达,充分利用了电机105的旋转动能,减少马达的设置数量有利于降低设备的造价。
19.进一步,滑动圈套3还包括t形支座301,t形支座301焊接固定于滑动圈套3的底部,其与两处丝杠102螺纹啮合滑动连接,两处丝杠102可螺纹推进驱使t形支座301以及滑动圈套3和激光切割机5进给前后位移,实现对管道的分段切割;进一步,激光切割机5包括水平撑杆501,上下四处水平撑杆501对称焊接于激光切割机5上半部分的左右两侧,且四处水平撑杆501对应与竖撑轨道框302的左右支轴滑动配合;拨板503,激光切割机5靠近滑动圈套3的侧面上锁紧安装有一处拨板503,此拨板503上下滑动与船型开关304顶推接触,通过拨板503,激光切割机5在上下滑动的过程中可来回拨动船型开关304,自动控制其自身的启停,这省去为激光切割机5的自动启停专门设计编程电路。
20.进一步,激光切割机5还包括顶轮502,底部左右两处水平撑杆501的顶端对称转动支撑有两处顶轮502,此两处顶轮502对应两处等腰三角顶框401前后滑动顶推接触,通过斜面导向原理激光切割机5在被两处丝杠102螺纹推进前后移动时,两处顶轮502可被两排等腰三角顶框401驱使下滑,使激光切割机5的切割头与管道的外壁抵靠贴合实施切割,进而两处丝杠102在推进激光切割机5前后移动至标准长度的行程后可联动驱使激光切割机5自行向下滑动与管道贴合切割,这省去为激光切割机5额外设置下滑的驱动马达并免去为激光切割机5的下滑抵靠动作专门设计编程电路和自动化控制器件,有助于进一步降低设备的造价。
21.进一步,十字顶推架7包括螺纹顶杆701,螺纹顶杆701转动连接于十字顶推架7的背部中心处,且螺纹顶杆701与十字安装架604的中心圆板螺纹贯穿配合,螺纹顶杆701可螺纹推进十字安装架604和四处三角出力框703前后滑动驱使四处牙块601进行撑紧和松动;定位轴杆702,十字顶推架7的背部呈上下对称焊接支撑有两处定位轴杆702,此两处定位轴杆702与十字安装架604滑动贯穿配合;三角出力框703,十字顶推架7靠近定位套2的一侧对称焊接有四处三角出力框703,此四处三角出力框703对应与四处楔形受力框606斜面顶推接触,通过斜面导向原理,四处三角出力框703可内滑顶推驱使四处楔形受力框606和四处牙块601沿十字定位架603同步外滑撑紧于管道的内壁上,对管道实施定位并完成管道与从动齿轮6的动力传递。
22.在另一实施例中可将四处三角出力框703的斜边上等距间隔镶嵌上三处钢珠,减小其与四处楔形受力框606的滑动磨损,避免过度摩擦损耗,延长其与四处楔形受力框606的使用寿命。
23.工作原理:使用时首先将待加工的钢管穿过滑动圈套3插置于定位套2中,然后顺时针旋钮螺纹顶杆701,螺纹顶杆701可螺纹推进十字安装架604和四处三角出力框703前移,通过斜面导向原理,四处三角出力框703可内滑顶推驱使四处楔形受力框606和四处牙块601沿十字定位架603同步外滑撑紧于管道的内壁上,对管道实施定位并完成对管道与从动齿轮6的动力传递,随后启动电机105,通过主动齿轮104,电机105可交替啮合驱使从动齿轮6和驱动件103旋转,驱动件103可带动两处丝杠102一起旋转并驱使t形支座301以及滑动圈套3和激光切割机5进给前移,当激光切割机5前移至标准长度的行程时,两处顶轮502与左右两处等腰三角顶框401斜面顶推接触,通过斜面导向原理此时的激光切割机5可被顶推向下滑移,其切割头会与管道的外壁抵靠贴合,且在激光切割机5下滑时拨板503可拨动船型开关304,控制启动激光切割机5,与此同时主动齿轮104和驱动件103脱离并与从动齿轮6啮合接触驱使管道旋转切割,通过电机105的驱使以此往复就能够使激光切割机5前后滑动完成对管道的分段切割。
24.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1