液压矫形设备的制作方法
本技术属于焊接,特别是涉及一种液压矫形设备。
背景技术:
1、目前,在铁路货车车体焊接后的车体矫形过程中,没有专用设备,通常使用手工矫形,即锤击或火焰矫形,矫形过程完全依靠操作者的劳动技能。
2、现有车体矫形主要是针对敞车上侧梁部位进行矫形,矫形的目的主要是为保证上侧梁的直线度,即旁弯程度;现有矫形流程通常为:吊装车体到工位→初步测量→手工矫形→完成矫形吊离车体,劳动强度大,矫形作业效率低,对操作者的技能要求较高。
技术实现思路
1、鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种液压矫形设备,用于解决现有车体焊接后的车体矫形过程,存在工人劳动强度大,作业效率低的问题。
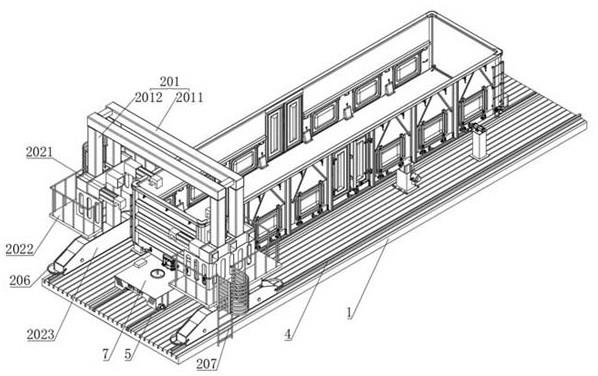
2、为实现上述目的及其他相关目的,本实用新型提供一种液压矫形设备包括:基准平台、龙门矫形装置及定位夹紧装置;所述基准平台上设置有两条第一轨道、两条第二轨道及四套架车台;两条所述第一轨道和两条所述第二轨道相互平行设置,且两条所述第二轨道均位于两条所述第一轨道之间;四套所述架车台分别安装于所述基准平台的四个第一角点处;所述定位夹紧装置安装于所述基准平台上;所述龙门矫形装置包括:龙门构架和两个分别设置在所述龙门构架两侧立柱上的矫形机构;其中,两个所述矫形机构均包括:推拉臂组件、操作平台及行走驱动组件;所述操作平台设置在所述立柱上,且所述操作平台连接有升降油缸;所述升降油缸连接有液压站;所述推拉臂组件设置在所述操作平台上,随所述操作平台同步升降,且所述推拉臂组件上安装有红外位移传感器;所述行走驱动组件安装于所述立柱下端,且所述行走驱动组件的下端安装于所述第一轨道上。
3、于本实用新型的一实施例中,所述定位夹紧装置包括:四套夹紧机构和两套定位工装;四套所述夹紧机构分别安装于所述基准平台的四个第二角点处;两套所述定位工装之间留有间隙,且两套所述定位工装上同一位置的连接线与所述第二轨道的延伸方向平行;两条所述第二轨道对称分布于两套所述定位工装的两侧;所述定位工装通过销孔配合和平面配合的方式进行定位。
4、于本实用新型的一实施例中,还包括物流小车;所述物流小车位于所述第二轨道上,且所述物流小车上承载有待矫形工件。
5、于本实用新型的一实施例中,所述推拉臂组件为c型开口结构。
6、于本实用新型的一实施例中,所述基准平台铺设于地面上,且所述基准平台为t型槽铸铁平台,所述基准平台的上平面为加工面。
7、于本实用新型的一实施例中,所述行走驱动组件的两侧均安装有安全触边。
8、于本实用新型的一实施例中,所述第二轨道的上平面与所述基准平台的上平面平齐。
9、于本实用新型的一实施例中,采用所述第二轨道作为电源输送载体,且对所述第二轨道和所述基准平台做绝缘处理。
10、如上所述,本实用新型所述的液压矫形设备,具有以下有益效果:
11、(1)与现有技术相比,本实用新型通过物流小车将待矫形工件运送至矫形工位,然后架
12、车台将待矫形工件抬升脱离物流小车后,物流小车退出工位,架车台将待矫形工件落位到定位工装,人工控制将待矫形工件夹紧,操作龙门矫形装置对待矫形工件进行测量矫形,并根据程序确定矫形位置及矫形数值;操作简单,大大提升了矫形作业效率;减少了矫形工作人员配备,从而有效降低了劳动强度。
13、(2)自动化的矫形过程,无需工人的过多参与,降低了矫形过程出现危险事故的可能性,提高了矫形的安全可靠性。
14、(3)适用性高,可直接配置到焊接产线中,作为一个单独工位工作,实现矫形功能。
技术特征:
1.一种液压矫形设备,其特征在于,包括:基准平台、龙门矫形装置及定位夹紧装置;
2.根据权利要求1所述的液压矫形设备,其特征在于,所述定位夹紧装置包括:四套夹紧机构和两套定位工装;
3.根据权利要求1所述的液压矫形设备,其特征在于,还包括物流小车;所述物流小车位于所述第二轨道上,且所述物流小车上承载有待矫形工件。
4.根据权利要求1所述的液压矫形设备,其特征在于,所述推拉臂组件为c型开口结构。
5.根据权利要求1所述的液压矫形设备,其特征在于,所述基准平台铺设于地面上,且所述基准平台为t型槽铸铁平台,所述基准平台的上平面为加工面。
6.根据权利要求1所述的液压矫形设备,其特征在于,所述行走驱动组件的两侧均安装有安全触边。
7.根据权利要求1所述的液压矫形设备,其特征在于,所述第二轨道的上平面与所述基准平台的上平面平齐。
8.根据权利要求1所述的液压矫形设备,其特征在于,采用所述第二轨道作为电源输送载体,且对所述第二轨道和所述基准平台做绝缘处理。
技术总结
本技术提供一种液压矫形设备,包括基准平台、龙门矫形装置及定位夹紧装置;基准平台上设置有两条第一轨道、两条第二轨道及四套架车台;龙门矫形装置包括龙门构架和两个分别设置在龙门构架两侧立柱上的矫形机构;其中,两个矫形机构均包括推拉臂组件、操作平台及行走驱动组件;操作平台连接有升降油缸;升降油缸连接有液压站;推拉臂组件上安装有红外位移传感器;本技术操作简单,大大提升了矫形作业效率;减少了矫形工作人员配备,从而有效降低了劳动强度;自动化的矫形过程,无需工人的过多参与;适用性高,可直接配置到焊接产线中,作为一个单独工位工作,实现矫形功能。
技术研发人员:郝海成,姬广沛,李利强,贾芜青
受保护的技术使用者:上海中车瑞伯德智能系统股份有限公司
技术研发日:20210106
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!