一种适用于多种规格的双送丝辅助工装的制作方法
本技术属于激光焊接加工,具体地说是一种适用于多种规格的双送丝辅助工装。
背景技术:
1、传统激光焊接头通过送丝机构向焊接处输送焊丝,焊丝在高温下熔化并填充焊缝,以完成焊接。但目前市场上的送丝机构还是以输送一根焊丝为主,但焊缝较宽时,单次焊接,熔化后的焊丝无法将焊缝填满,造成焊接后的两个部件之间连接的稳定性差时,双送丝焊接需求增加,随着市场需求,对于大型工件的厚度、焊缝宽等焊接质量高要求,对于输送焊丝具有更高的要求,从单送丝变成双送丝,双送丝技术也得到了广泛应用。
2、为了提高工件焊接后的稳定性的同时减少焊接耗时,以及提高焊接工作效率,采用双送丝结构,有采用在下盖板并排加工两个有斜度的送丝通道槽,再用上盖板合并并用螺丝锁紧,实现双送丝功能。但这种结构在使用过程中会出现问题:主要是因为丝比较粗且硬,长时间摩擦会使送丝槽变宽,导致送丝晃动;且随着焊接时间长会使送丝辅助工装上的上盖板与下盖板因温度急速升高致材质变软再加上送丝摩擦加大,导致前端螺丝崩开或滑牙,轻则导致焊丝送丝不稳,影响焊接质量,重则上盖板与下盖板因崩裂而报废无法使用。
3、此外,盖板内部的送丝导丝槽只能水平设置,无法做成倾斜状态,以免因摩擦阻力大而影响出丝顺畅,往往只能输送直径在1.6mm以下的焊丝,对于2.0mm以上的焊丝难以进行有效的输送,这在使用上会带来一定的局限性。
技术实现思路
1、为了解决上述的技术问题,本实用新型提供了一种适用于多种规格的双送丝辅助工装。
2、为了解决上述技术问题,本实用新型采取以下技术方案:
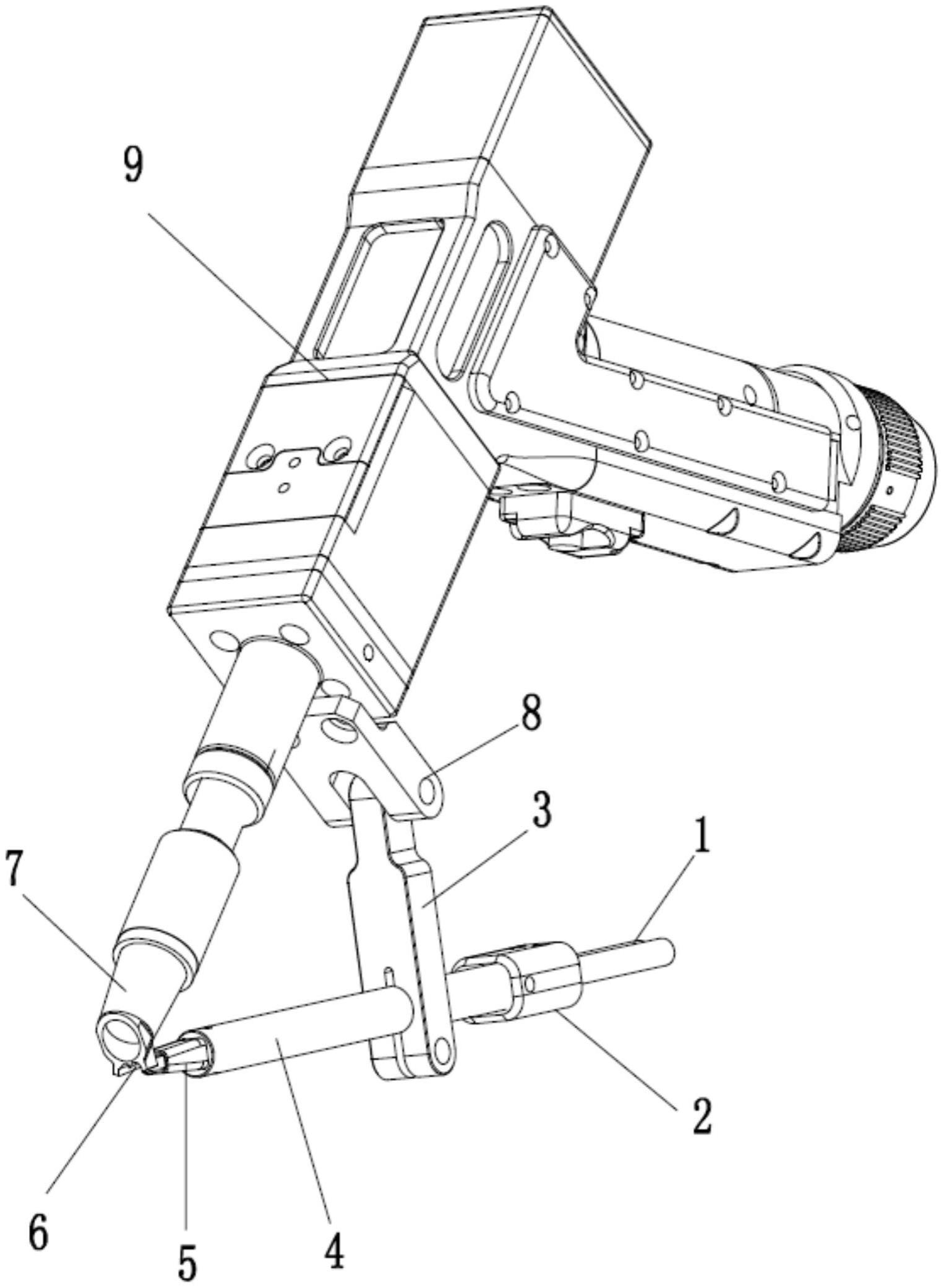
3、一种适用于多种规格的双送丝辅助工装,包括连接座、后座、定位管、导丝铜嘴和送丝管,后座、导丝铜嘴和定位管均为内部中空的结构,定位管后端与后座连接,送丝管一端插装入后座中并正对着定位管,送丝管设有两根,连接座一侧与定位管连接,连接座另一侧与支架连接,支架与激光焊接头连接,导丝铜嘴装在定位管前端,焊丝从送丝管进入后经后座、定位管、导丝铜嘴输出到激光焊接头的铜嘴的出口区域。
4、所述定位管为钢管。
5、所述定位管通过机米螺丝与后座锁紧连接,送丝管通过机米螺丝与后座锁紧连接。
6、所述定位管后端插入后座中,导丝铜嘴的一部分插入定位管内并通过机米螺丝锁紧。
7、所述激光焊接头的铜嘴下方设有导丝槽,从导丝铜嘴出来的焊丝从导丝槽中经过。
8、所述导丝铜嘴与导丝槽之间的距离为2-5mm。
9、所述连接座与支架之间通过销轴转动安装,连接座中设有通孔位,定位管从通孔位中穿过并固紧。
10、本实用新型通过定位管来对焊丝进行定位和作为中间输送管路,可以灵活装配角度,水平或者倾斜安装,满足不同的加工需求,并且能够适合1.6、2.0、2.5、3、3.2、3.5mm的双送丝辅助送丝,使用寿命长、耗材成本降低、更换方便,适合批量生产;铜嘴增加导丝孔,焊接送丝更稳定、耐用,最大可以满足于7mm的间隙,解决了部分产品间隙较大无法焊接的情况。
技术特征:
1.一种适用于多种规格的双送丝辅助工装,其特征在于,包括连接座、后座、定位管、导丝铜嘴和送丝管,后座、导丝铜嘴和定位管均为内部中空的结构,定位管后端与后座连接,送丝管一端插装入后座中并正对着定位管,送丝管设有两根,连接座一侧与定位管连接,连接座另一侧与支架连接,支架与激光焊接头连接,导丝铜嘴装在定位管前端,焊丝从送丝管进入后经后座、定位管、导丝铜嘴输出到激光焊接头的铜嘴的出口区域,所述连接座与支架之间通过销轴转动安装,连接座中设有通孔位,定位管从通孔位中穿过并固紧,定位管为圆形钢管。
2.根据权利要求1所述的适用于多种规格的双送丝辅助工装,其特征在于,所述定位管通过机米螺丝与后座锁紧连接,送丝管通过机米螺丝与后座锁紧连接。
3.根据权利要求2所述的适用于多种规格的双送丝辅助工装,其特征在于,所述定位管后端插入后座中,导丝铜嘴的一部分插入定位管内并通过机米螺丝锁紧。
4.根据权利要求3所述的适用于多种规格的双送丝辅助工装,其特征在于,所述激光焊接头的铜嘴下方设有导丝槽,从导丝铜嘴出来的焊丝从导丝槽中经过。
5.根据权利要求4所述的适用于多种规格的双送丝辅助工装,其特征在于,所述导丝铜嘴与导丝槽之间的距离为2-5mm。
技术总结
本技术公开了一种适用于多种规格的双送丝辅助工装,包括连接座、后座、定位管、导丝铜嘴和送丝管,后座、导丝铜嘴和定位管均为内部中空的结构,定位管后端与后座连接,送丝管一端插装入后座中并正对着定位管,送丝管设有两根,连接座一侧与定位管连接,连接座另一侧与支架连接,支架与激光焊接头连接,导丝铜嘴装在定位管前端,焊丝从送丝管进入后经后座、定位管、导丝铜嘴输出到激光焊接头的铜嘴的出口区域。本技术能够用于输送多种规格的焊丝,提升适用范围,装配方便。
技术研发人员:苏翠云,何瑞东,陈双庆
受保护的技术使用者:铭镭激光智能装备(河源)有限公司
技术研发日:20221209
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!