一种焊接工装切换机构的制作方法
1.本实用新型属于焊接工装技术领域,具体涉及一种焊接工装切换机构。
背景技术:
2.在汽车白车身焊接生产线中,一般会布置较多的焊接工装,用于保证各个零件焊接时的相对尺寸及相对位置度。在整个汽车的生命周期中会陆续增加不同车型、不同配置的产品,焊接工装就需要相应增加以满足新车型、新配置产品的生产。
3.如公开号为cn106425231a的中国发明专利公开了一种用于汽车焊接的位置切换机构和定位夹具,包括底板、设置在底板上方用于车体焊接定位的定位板、位于底板和定位板之间用于带动定位板做平移运动的第一摆臂、以及设置在定位板做平移运动的运行轨道上用于限制定位板的行程的限位支架。可以看出现有技术中的轮切换机构和定位夹具主要摆臂与限位支架进行调节,其结构较为复杂,未考切换定位机构的便利性问题。
技术实现要素:
4.本实用新型的目的在于提供一种焊接工装切换机构,旨在解决在待焊接车型或零部件切换时生产效率过低,以及简化切换定位机构的问题。
5.为实现上述技术目的,达到上述技术效果,本实用新型通过以下技术方案实现:
6.本实用新型提供了一种焊接工装切换机构,包括:底板、工装支基、连接板、气缸、压杆、第一压紧块、第二压紧块、第一定位块和第二定位块;所述工装支基与底板固定连接,所述底板与连接板固定连接,所述气缸的缸筒与连接板固定连接,所述气缸的活塞杆与压杆固定连接,所述压杆还通过第一销轴与连接板转动连接,所述第一压紧块和第二压紧块均与压杆固定连接,所述第一定位块的底部通过第二销轴与连接板转动连接,所述第一定位块的中部通过锁紧螺栓与连接板固定锁紧,所述第二定位块与连接板固定连接。
7.作为本实用新型的进一步改进,所述工装支基与底板通过定位销固定并通过锁紧螺栓锁紧。
8.作为本实用新型的进一步改进,所述底板与连接板通过定位销固定并通过锁紧螺栓锁紧。
9.作为本实用新型的进一步改进,所述第二定位块与连接板通过定位销固定并通过锁紧螺栓锁紧。
10.本实用新型的优点:
11.本实用新型提供的焊接工装切换机构,采用定位块旋转切换方式实现车型a、b的生产切换,有效的满足了不同车型切换生产的难题,而且切换灵活、便捷。
附图说明
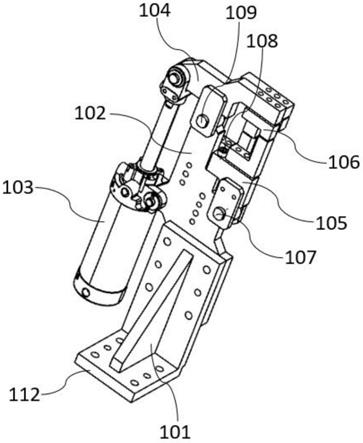
12.图1为本实用新型所述的焊接工装切换机构的正面结构示意图;
13.图2为本实用新型所述的焊接工装切换机构的背面结构示意图;
14.图3为本实用新型所述的焊接工装切换机构在使用状态下的正面结构示意图;
15.图4为本实用新型所述的焊接工装切换机构在使用状态下的背面结构示意图。
16.图中:101
‑
工装支基,102
‑
连接板,103
‑
气缸,104
‑
压杆,105
‑
第一定位块,106
‑
第一压紧块,107
‑
第二销轴,108
‑
锁紧螺栓,109
‑
第一销轴,110
‑
第二压紧块,111
‑
第二定位块,112
‑
底板。
具体实施方式
17.为了使本实用新型的目的,技术方案及优点更加清楚明白,以下结合附图通过具体实施例对本实用新型进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
18.为了在汽车白车身焊接生产线中,实现对不同车型、零件的焊接,本实用新型的实施例中提供了一种焊接工装切换机构,如图1、图2所示,包括:底板112、工装支基101、连接板102、气缸103、压杆104、第一压紧块106、第二压紧块107、第一定位块105和第二定位块111;工装支基101与底板112固定连接,底板112与连接板102固定连接,气缸103的缸筒与连接板102固定连接,气缸103的活塞杆与压杆104固定连接,压杆104还通过第一销轴109与连接板102转动连接,第一压紧块106和第二压紧块107均与压杆104固定连接,压杆104在气缸103的作用下,可以使第一压紧块106和第二压紧块107压紧待焊接零件,第一定位块105的底部通过第二销轴107与连接板102转动连接,第一定位块105的中部通过锁紧螺栓108与连接板102固定锁紧,使用第一定位块105进行定位时,不需要拔出锁紧螺栓108,待焊接零件由第一定位块105进行定位,第一压紧块106对待焊接零件进行压紧配合;第二定位块111与连接板102固定连接,使用第二定位块111进行定位时,拔出锁紧螺栓108,使第一定位块105进行旋转(如图3、图4所示),直到第一定位块105对待焊接零件不产生干涉作用,此时可使用第二定位块111对待焊接零件进行定位,第二压紧块107对待焊接零件进行压紧配合。
19.在一个实施例中,请继续参考图1,工装支基101与底板112通过定位销固定并通过锁紧螺栓锁紧,优选两个定位销进行固定,四个锁紧螺栓进行锁紧。
20.在一些实施例中,请继续参考图1,底板112与连接板102通过定位销固定并通过锁紧螺栓锁紧,优选两个定位销进行固定,四个锁紧螺栓进行锁紧。
21.在一些实施例中,请继续参考图2,第二定位块111与连接板102通过定位销固定并通过锁紧螺栓锁紧。
22.本说明书中针对“一些实施例”、“一个实施例”、或“实施例”等的参考指代的是结合实施例所描述的特定特征、结构、或性质包括在至少一个实施例中。因此,短语“在一些实施例中”、“在一个实施例中”、或“在实施例中”等在整个说明书中各地方的出现并非必须指代相同的实施例。此外,特定特征、结构、或性质可以在一个或多个实施例中以任何合适方式组合。因此,结合一个实施例中所示出或描述的特定特征、结构或性质可以整体地或部分地与一个或多个其他实施例的特征、结构、或性质无限制地组合,只要该组合不是非逻辑性的或不能工作。另外,本申请附图中的各个元素仅仅为了示意说明,并非按比例绘制。
23.由此描述了本实用新型的至少一个实施例的几个方面,可以理解,对本领域技术人员来说容易地进行各种改变、修改和改进。这种改变、修改和改进意于在本实用新型的精神和范围内。
技术特征:
1.一种焊接工装切换机构,其特征在于,包括:底板、工装支基、连接板、气缸、压杆、第一压紧块、第二压紧块、第一定位块和第二定位块;所述工装支基与底板固定连接,所述底板与连接板固定连接,所述气缸的缸筒与连接板固定连接,所述气缸的活塞杆与压杆固定连接,所述压杆还通过第一销轴与连接板转动连接,所述第一压紧块和第二压紧块均与压杆固定连接,所述第一定位块的底部通过第二销轴与连接板转动连接,所述第一定位块的中部通过锁紧螺栓与连接板固定锁紧,所述第二定位块与连接板固定连接。2.如权利要求1所述的焊接工装切换机构,其特征在于:所述工装支基与底板通过定位销固定并通过锁紧螺栓锁紧。3.如权利要求1或2所述的焊接工装切换机构,其特征在于:所述底板与连接板通过定位销固定并通过锁紧螺栓锁紧。4.如权利要求1或2所述的焊接工装切换机构,其特征在于:所述第二定位块与连接板通过定位销固定并通过锁紧螺栓锁紧。
技术总结
本实用新型提供一种焊接工装切换机构,包括:底板、工装支基、连接板、气缸、压杆、第一压紧块、第二压紧块、第一定位块和第二定位块;所述工装支基与底板固定连接,所述底板与连接板固定连接,所述气缸的缸筒与连接板固定连接,所述气缸的活塞杆与压杆固定连接,所述压杆还通过第一销轴与连接板转动连接,所述第一压紧块和第二压紧块均与压杆固定连接,所述第一定位块的底部通过第二销轴与连接板转动连接,所述第一定位块的中部通过锁紧螺栓与连接板固定锁紧,所述第二定位块与连接板固定连接;本实用新型提供的焊接工装切换机构,采用定位块旋转切换方式实现多车型的生产切换,有效的满足了不同车型切换生产的难题,而且切换灵活、便捷。便捷。便捷。
技术研发人员:王涛 梁素美 钱柳任 刘杰 吴祖诺
受保护的技术使用者:广西汽车集团有限公司
技术研发日:2021.01.07
技术公布日:2021/12/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1