一种CNC侧铣结构的制作方法
一种cnc侧铣结构
技术领域
1.本实用新型属于cnc侧铣加工技术领域,具体为一种cnc侧铣结构。
背景技术:
2.现在人们已经习惯用手机来记录生活,对于手机拍照这件事,无论是手机厂商还是消费者都希望它越来越好,达到媲美专业相机的效果,为了提高手机的拍照功能,厂商们纷纷使出了浑身解数,早些年手机还是以单摄像头为主,手机拍照也一直处于拼像素数量的阶段。随着手机硬件提升和处理水平的跟进,双摄方案逐渐成熟并流行开来,就连双摄镜头组合都出现了好几种,比如大像素主+小像素副、长焦镜头+广角镜头。如今双摄像头已成为许多智能手机的标配了,当下,双摄已经满足不了消费者对拍照性能的追求,很多消费者想要拍的更远,于是三摄也逐渐推出。
3.目前在对摄像头模组金属件加工中需要对摄像头模组金属件进行切削处理,但是采用常规的端铣加工,加工过程中存在局部切削应力,产品易产生变形无法保证以上尺寸要求,同时在产品加工后外观方面,常规端铣加工为崩碎切屑,加工过程中废屑不易清理,产品加工后压伤不良比例高,实用性大大降低。
技术实现要素:
4.本实用新型的目的在于:为了解决上述提出的问题,提供一种 cnc侧铣结构。
5.本实用新型采用的技术方案如下:一种cnc侧铣结构,包括固定底板和侧铣头,所述固定底板的四端开设有固定螺纹孔,所述固定螺纹孔上螺纹安装有固定螺栓,所述固定底板通过固定螺栓螺纹安装在工作台,所述固定底板的右侧上端设置有安装块,所述安装块的上侧连接有气体流道,所述安装块的左侧设置有固定块,所述固定块的左侧两端设置有连接孔,所述固定块的两侧在固定底板上设置有限位板,所述固定块的左侧设置有保护板,所述保护板上设置有多个吸气孔,所述侧铣头的左侧设置有cnc侧铣装置。
6.在一优选的实施方式中,所述侧铣头的右侧设置在保护板的左侧,所述保护板为多个,所述保护板均匀的分布在固定块的左侧外端。
7.在一优选的实施方式中,所述保护板整体为t形,所述限位板的内部位于保护板的一侧设置有吸气口,所述吸气口与吸气孔相连通,所述安装块的内部设置有气体流通腔,所述吸气口与气体流通腔相连通,所述气体流通腔的上端与气体流道相连通。
8.在一优选的实施方式中,所述气体流道的上端与抽气泵通过吸气管相连接,所述限位板的整体剖面图为l形。
9.在一优选的实施方式中,所述保护板为海绵材料制成,所述吸气口凸出形成在固定块的左侧外端,所述保护板设置在固定块的外侧。
10.在一优选的实施方式中,所述工作台上开设有螺纹定位孔,所述螺纹定位孔的位置与固定螺纹孔的位置相适配,所述螺纹定位孔的内部设置有内螺纹,所述固定螺栓上设置有外螺纹,所述内螺纹与外螺纹相适配。
11.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
12.1、本实用新型中,通过抽气泵与吸气管的配合,将气体流通腔内部的气体吸出,便可形成负压,便可通过保护板上的吸气孔对工件进行固定,通过真空吸夹具对工件进行固定,能够保证工件不会变形,提高加工时的良品率。
13.2、本实用新型中,通过cnc侧铣装置上电,带动侧铣头运作,通过侧铣头对工件进行侧铣,采用侧铣加工时会产生为带状切屑,加工过程中废屑容易清理,产品加工后表面压伤不良得到极大改善,不良比例能控制在0.2%以内。
附图说明
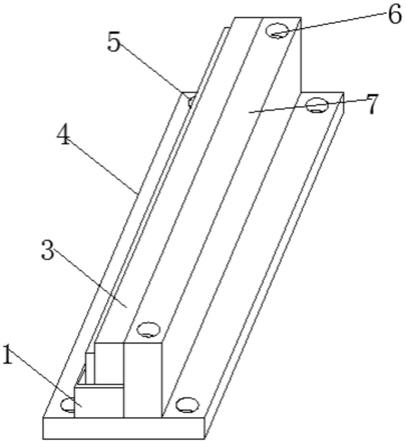
14.图1为本实用新型的真空吸夹具的立体结构示意图;
15.图2为本实用新型的真空吸夹具的结构左视图;
16.图3为本实用新型的真空吸夹具与侧铣头的结构示意简图。
17.图中标记:1
‑
限位板、3
‑
固定块、4
‑
固定底板、5
‑
固定螺纹孔、6
‑ꢀ
气体流道、7
‑
安装块、8
‑
cnc侧铣装置、9
‑
侧铣头、10
‑
工作台、11
‑ꢀ
固定螺栓、101
‑
吸气孔、102
‑
保护板、103
‑
连接孔。
具体实施方式
18.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
19.参照图1
‑
3,一种cnc侧铣结构,包括固定底板4和侧铣头9,固定底板4的四端开设有固定螺纹孔5,固定螺纹孔5上螺纹安装有固定螺栓11,固定底板4通过固定螺栓11螺纹安装在工作台10,固定底板4的右侧上端设置有安装块7,安装块7的上侧连接有气体流道 6,安装块7的左侧设置有固定块3,固定块3的左侧两端设置有连接孔103,固定块3的两侧在固定底板4上设置有限位板1,固定块 3的左侧设置有保护板102,保护板102上设置有多个吸气孔101,侧铣头9的左侧设置有cnc侧铣装置8,工件放入到保护板102的外侧,然后控制抽气泵上电,通过抽气泵与吸气管的配合,将气体流通腔内部的气体吸出,便可形成负压,便可通过保护板102上的吸气孔 101对工件进行固定,当固定完毕后,通过cnc侧铣装置8上电,带动侧铣头9运作,通过侧铣头9对工件进行侧铣。
20.需要说明的是,侧铣头9的右侧设置在保护板102的左侧,保护板102为多个,保护板102均匀的分布在固定块3的左侧外端,保护板102为多个,可以一次性对多个工件进行侧铣处理,同时保护板 102为海绵材质,还可以对工件起到保护的作用。
21.需要说明的是,保护板102整体为t形,限位板1的内部位于保护板102的一侧设置有吸气口,吸气口与吸气孔101相连通,安装块 7的内部设置有气体流通腔,吸气口与气体流通腔相连通,气体流通腔的上端与气体流道6相连通。
22.需要说明的是,气体流道6的上端与抽气泵通过吸气管相连接,限位板1的整体剖面图为l形。
23.需要说明的是,保护板102为海绵材料制成,吸气口凸出形成在固定块3的左侧外端,保护板102设置在固定块3的外侧,通过真空吸夹具对工件进行固定,能够保证工件不会
变形,实用性大大提高。
24.需要说明的是,工作台10上开设有螺纹定位孔,螺纹定位孔的位置与固定螺纹孔5的位置相适配,螺纹定位孔的内部设置有内螺纹,固定螺栓11上设置有外螺纹,内螺纹与外螺纹相适配。
25.工作原理:本装置在使用时,首先将工件放入到保护板102的外侧,然后控制抽气泵上电,通过抽气泵与吸气管的配合,将气体流通腔内部的气体吸出,便可形成负压,便可通过保护板102上的吸气孔101 对工件进行固定,当固定完毕后,通过cnc侧铣装置8上电,带动侧铣头9运作,通过侧铣头9对工件进行侧铣,保护板102为多个,可以一次性对多个工件进行侧铣处理,同时保护板102为海绵材质,还可以对工件起到保护的作用。
26.采用侧铣加工时会产生为带状切屑,加工过程中废屑容易清理,产品加工后表面压伤不良得到极大改善,不良比例能控制在0.2%以内,同时通过真空吸夹具对工件进行固定,能够保证工件不会变形,实用性大大提高。
27.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1