一种防止薄皮管变形的工装夹具的制作方法
1.本实用新型涉及夹具技术领域,更具体地说,涉及一种防止薄皮管变形的工装夹具。
背景技术:
2.薄壁管,是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。薄壁管在我国钢管业中具有重要的地位。薄壁管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。
3.薄壁管在加工过程中需要使用夹具,目前常用的夹具多采用60mm的液压夹脚对薄壁管进行夹紧,这种液压夹脚极容易造成薄壁管变形,造成薄壁管报废,且薄壁管加工过程中容易晃动,影响加工精度,本实用新型针对以上问题提出了一种新的解决方案。
技术实现要素:
4.针对现有技术中存在的问题,本实用新型的目的在于提供一种防止薄皮管变形的工装夹具,以解决背景技术中所提到的技术问题。
5.为解决上述问题,本实用新型采用如下的技术方案。
6.根据本实用新型实施例的防止薄皮管变形的工装夹具,包括液压夹盘,所述液压夹盘的右端面沿其半径方向等角度开设有多个滑槽,滑槽内滑动连接有液压夹块,液压夹块工作端上设置有宽度为2mm的液压夹脚,液压夹盘的右端面中心位置开设有限位槽,滑槽的一端与限位槽连通,液压夹盘的左侧壁通过支架固定有底座,且底座位于液压夹盘的下方,底座的上端面设置有滑轨,滑轨上设置有滑块,滑块的左端面对应限位槽的位置沿水平方向匹配设置有连接柱,连接柱的左端轴向可拆卸连接有圆台型顶尖,滑块的右端设置有液压臂,液压臂的右端固定在底座的上端面。
7.本实施例中,因液压夹脚和圆台型顶尖的设计,这样,操作者可将待加工的薄壁管的一端放置在限位槽内,然后通过外部控制器控制液压夹块沿滑槽移动,使液压夹脚夹紧薄壁管的侧壁,再通过外部控制器控制液压臂带动滑块向左移动,使圆台型顶尖的左端插接在薄壁管内,然后再通过其它加工设备对薄壁管进行加工。液压夹脚的设计,相较于传统的60mm液压夹脚,2mm 的液压夹脚既能保证对薄壁管的夹紧,又能避免在夹紧薄壁管的过程中造成薄壁管的变形,减小薄壁管的受力面积;液压夹盘和圆台型顶尖的设计,可使薄壁管定位准确,避免加工做成中薄壁管晃动,保证加工精度,提高优品率。
8.另外,根据本实用新型上述实施例的防止薄皮管变形的工装夹具,还可以具有如下附加技术特征:
9.根据本实用新型的一个实施例,所述圆台型顶尖的右端面轴线固定有套管,套管的右端螺纹连接在所述连接柱的左端。
10.根据本实用新型的一个实施例,所述套管上设置有限位杆,限位杆的一端穿过套管贴合在所述连接柱的侧壁上。
11.根据本实用新型的一个实施例,所述限位杆的另一端轴向固定有旋柄。
12.根据本实用新型的一个实施例,所述底座的下端面四角处分别设置有垫板。
13.根据本实用新型的一个实施例,所述垫板的下端面设置有摩擦条纹。
14.根据本实用新型的一个实施例,所述底座的上端面后侧设置有鹅颈管,鹅颈管的顶端设置有led灯。
15.根据本实用新型的一个实施例,所述鹅颈管的底端固定有连接法兰,连接法兰的螺栓连接在所述底座的上端面。
16.根据本实用新型的一个实施例,所述底座的侧壁上设置有提手。
17.根据本实用新型的一个实施例,所述提手上设置有橡胶保护套。
附图说明
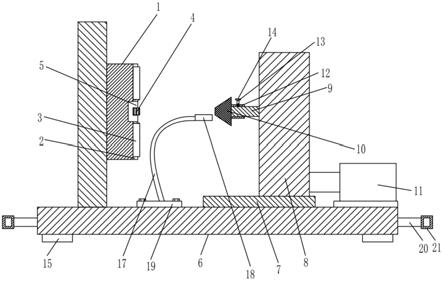
18.图1为本实用新型的一种防止薄皮管变形的工装夹具的一优选实施例的结构示意图;
19.图2为垫板的结构示意图。
20.图中标号说明:
21.1、液压夹盘;2、滑槽;3、液压夹块;4、液压夹脚;5、限位槽;6、底座;7、滑轨;8、滑块;9、连接柱;10、圆台型顶尖;11、液压臂;12、套管;13、限位杆;14、旋柄;15、垫板;16、摩擦条纹;17、鹅颈管;18、 led灯;19、连接法兰;20、提手;21、橡胶保护套。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.请参阅图1至图2,根据本实用新型实施例的防止薄皮管变形的工装夹具,包括液压夹盘1,所述液压夹盘1的右端面沿其半径方向等角度开设有多个滑槽2,滑槽2内滑动连接有液压夹块3,液压夹块3工作端上设置有宽度为2mm 的液压夹脚4,液压夹盘1的右端面中心位置开设有限位槽5,滑槽2的一端与限位槽5连通,液压夹盘1的左侧壁通过支架固定有底座6,且底座6位于液压夹盘1的下方,底座6的上端面设置有滑轨7,滑轨7上设置有滑块8,滑块8的左端面对应限位槽5的位置沿水平方向匹配设置有连接柱9,连接柱 9的左端轴向可拆卸连接有圆台型顶尖10,滑块8的右端设置有液压臂11,液压臂11的右端固定在底座6的上端面。
24.本实施例中,因液压夹脚4和圆台型顶尖10的设计,这样,操作者可将待加工的薄壁管的一端放置在限位槽5内,然后通过外部控制器控制液压夹块3沿滑槽2移动,使液压夹脚4夹紧薄壁管的侧壁,再通过外部控制器控制液压臂11带动滑块8向左移动,使圆台型顶尖10的左端插接在薄壁管内,然后再通过其它加工设备对薄壁管进行加工。液压夹脚4的设计,相较于传统的60mm液压夹脚,2mm的液压夹脚4既能保证对薄壁管的夹紧,又能避免在夹紧薄壁管的过程中造成薄壁管的变形,减小薄壁管的受力面积;液压夹盘1和圆台型顶尖10的设计,可使薄壁管定位准确,避免加工做成中薄壁管晃动,保证加工精度,提高优品率。
25.进一步地,所述圆台型顶尖10的右端面轴线固定有套管12,套管12的右端螺纹连接在所述连接柱9的左端。套管12的设计,可方便拆卸更换圆台型顶尖10。
26.进一步地,所述套管12上设置有限位杆13,限位杆13的一端穿过套管 12贴合在所述连接柱9的侧壁上。通过限位杆13可增加套管12与连接柱9 之间的连接强度。
27.进一步地,所述限位杆13的另一端轴向固定有旋柄14。旋柄14的设计,可方便旋转限位杆13,使操作更省力。
28.进一步地,所述底座6的下端面四角处分别设置有垫板15。垫板15的设计,可避免底座6直接与地面接触而磨损。
29.进一步地,所述垫板15的下端面设置有摩擦条纹16。摩擦条纹16的设计,增加垫板15与地面之间的摩擦力。
30.进一步地,所述底座6的上端面后侧设置有鹅颈管17,鹅颈管17的顶端设置有led灯18。鹅颈管17和led灯18的设计,可通过led灯18对加工区域进行照射,方便其它设备加工。
31.进一步地,所述鹅颈管17的底端固定有连接法兰19,连接法兰19的螺栓连接在所述底座6的上端面。通过上述设计,可方便拆卸更换led灯18。
32.进一步地,所述底座6的侧壁上设置有提手20。提手20的设计,可方便通过提手20搬运该夹具。
33.进一步地,所述提手20上设置有橡胶保护套21。橡胶保护套21的设计,可避免提手20磨损。
34.本实用新型的工作过程如下:
35.操作者可将待加工的薄壁管的一端放置在限位槽5内,然后通过外部控制器控制液压夹块3沿滑槽2移动,使液压夹脚4夹紧薄壁管的侧壁,再通过外部控制器控制液压臂11带动滑块8向左移动,使圆台型顶尖10的左端插接在薄壁管内,然后再通过其它加工设备对薄壁管进行加工。液压夹脚4 的设计,相较于传统的60mm液压夹脚,2mm的液压夹脚4既能保证对薄壁管的夹紧,又能避免在夹紧薄壁管的过程中造成薄壁管的变形,减小薄壁管的受力面积,能够使2.75mm的薄壁管加工到2.2mm;液压夹盘1和圆台型顶尖 10的设计,可使薄壁管定位准确,避免加工做成中薄壁管晃动,保证加工精度,提高优品率。
36.以上所述,仅为本实用新型较佳的具体实施方式;但本实用新型的保护范围并不局限于此。任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其改进构思加以等同替换或改变,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1