一种具备快速更换能力的水导激光加工装置
1.本实用新型涉及水导激光加工领域,具体地说是一种具备快速更换能力的水导激光加工装置。
背景技术:
2.水导激光加工技术是一种新型激光加工技术,属于精密特种加工范畴。水导激光加工装置内有一易损零件即水射流喷嘴,该喷嘴可在高水压下产生水射流,且处于高能量激光照射下。在高压力高热应力状态下水射流喷嘴更换较为频繁,并且通常是连同包含所述水射流喷嘴在内的加工头一起更换。目前水导激光加工装置均需要具备专业技术能力的技术人员进行加工头更换,更换过程较为复杂,且需要消耗较长时间来进行后续的设备调试工作,极大地影响了水导激光加工设备的综合使用效率。
技术实现要素:
3.本实用新型的目的在于提供一种具备快速更换能力的水导激光加工装置,可实现加工头快速更换,且更换操作简单方便。
4.本实用新型的目的是通过以下技术方案来实现的:
5.一种具备快速更换能力的水导激光加工装置,包括水导激光加工装置本体和加工头,还包括定位座,且所述定位座设于水导激光加工装置本体下端,加工头安装于所述定位座中,所述定位座内设有定位腔,且所述定位腔侧壁上设有锁定销和弹簧,所述加工头外表面设有定位凹面,所述锁定销前端与加工头上对应的定位凹面相抵、后端通过弹簧与定位腔侧壁相连,所述定位腔一侧设有定位斜面,且所述加工头卡在定位斜面之间,所述水导激光加工装置本体下端设有包括多个快换接头的接头座,所述加工头上设有多个管路,且各个管路分别与所述接头座上对应的快换接头连接。
6.所述定位腔侧壁内设有导向凹槽,所述弹簧以及对应锁定销的后端均设于对应的导向凹槽中,所述弹簧后端与所述导向凹槽的槽底固连、前端与对应的锁定销后端固连。
7.所述定位腔左右方向上一侧封闭、另一侧设有供加工头出入的开口,定位斜面设于所述定位腔封闭侧,加工头左右方向上一侧通过定位斜面卡住定位、另一侧通过锁定销抵住定位。
8.所述锁定销前端呈尖端,所述加工头外侧为圆周面。
9.所述定位腔上侧设有定位斜面与加工头上端相抵、下侧设有供加工头出入的开口,所述定位腔侧壁沿着圆周方向设有多个锁定销。
10.所述锁定销前端呈球面,所述加工头上的定位凹面为弧面。
11.本实用新型的优点与积极效果为:
12.1、本实用新型可实现加工头快速更换,且更换操作简单方便。
13.2、本实用新型可根据加工头更换方向不同选择合适的结构布局,从而可以实现不同规格的加工头快速更换。
14.3、本实用新型利用锁定销自动实现加工头的水平周向定位,定位后无需进行调试。
15.4、本实用新型利用快换接头与加工头一侧的管路连接,能够实现流体自动断开和封闭,不会影响加工头的快速更换。
附图说明
16.图1为本实用新型一个实施例的主视图,
17.图2为图1中a
‑
a剖视图,
18.图3为本实用新型另一个实施例的主视图,
19.图4为图3中b
‑
b剖视图。
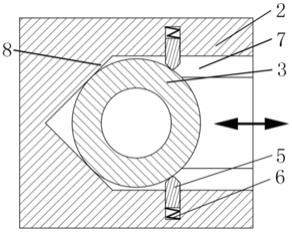
20.其中,1为水导激光加工装置本体,2为定位座,3为加工头,4为接头座,5为锁定销,6为弹簧,7为定位腔,8为定位斜面,9为管路,10为快换接头。
具体实施方式
21.下面结合附图对本实用新型作进一步详述。
22.如图1~4所示,本实用新型包括定位座2,所述定位座2设于水导激光加工装置本体1下端,且内部设有水射流喷嘴的加工头3安装于所述定位座2中。如图2和图4所示,所述定位座2内设有定位腔7,且所述加工头3上端设于所述定位腔7中,所述定位腔7侧壁上设有锁定销5和弹簧6,所述加工头3外表面设有定位凹面,且所述锁定销5前端与加工头3上对应的定位凹面相抵、后端通过弹簧6与定位腔7侧壁相连,所述定位腔7一侧设有定位斜面8,且所述加工头3卡在定位斜面8之间。
23.如图2和图4所示,所述定位腔7侧壁内设有导向凹槽,所述弹簧6以及对应锁定销5的后端均设于对应的导向凹槽中,所述弹簧6后端与所述导向凹槽的槽底固连、前端与对应的锁定销5后端固连。
24.如图1和图3所示,所述水导激光加工装置本体1下端设有一个接头座4,且所述接头座4上设有多个快换接头10,所述加工头3一侧设有多个管路9,且各个管路9分别与所述接头座4上对应的快换接头10连接,所述管路9用于向加工头3内通入气体或液体,所述快换接头10实现流体的接通与封闭断开。所述快换接头10为本领域公知技术且为市购产品。
25.本实用新型可根据加工头3更换方向不同采用不同的布局结构。
26.实施例一:
27.如图1~2所示,本实施例中,加工头3更换时为左右方向移动,其中如图2所示,所述定位座2内的定位腔7左右方向一侧封闭,另一侧开口,且所述定位斜面8对称呈v型设于所述定位腔7的封闭侧,加工头3一侧通过定位斜面8卡住定位,另一侧通过两侧的锁定销5抵住定位,且所述锁定销5前端卡在加工头3对应侧的定位凹面中,在防止加工头3沿着圆周方向转动同时,也可以实现加工头3周向定位,保证更换后的加工头3周向位置不变。
28.本实施例工作原理为:
29.本实施例中,所述加工头3外侧包括一个低压气体管路和一个高压液体管路,加工头3更换时,作业人员首先将各个管路从接头座4上对应的快换接头10处拔出,并将加工头3上端与水导激光加工装置本体1分离,其中快换接头10实现流体断开及接头座4自动封闭,
然后作业人员将加工头3由定位腔7左右方向的开口侧移出,在移出过程中,锁定销5被压入对应的导向凹槽中,并且如图2所示,所述锁定销5前端呈尖端,而所述加工头3外侧为圆周面,锁定销5前端可顺利滑出定位凹面,不会影响加工头3移出,然后作业人员将新的加工头3由定位腔7开口侧移入,且移入过程中锁定销5先被压缩,当新的加工头3与定位斜面8接触时,锁定销5在弹簧6作用下伸出并抵住新加工头3上对应的定位凹面,从而实现加工头3水平周向定位,并且由于锁定销5、定位斜面8、定位凹面等位置不变,新加工头3周向定位不变,无需再进行加工头3周向位置调试,新加工头3放入后,作业人员再将新加工头3上端与水导激光加工装置本体1连接,并将新加工头3的管路9分别与接头座4上对应的快换接头10连接,完成更换。所述加工头3与水导激光加工装置本体1之间的连接为本领域公知技术。
30.实施例二:
31.如图3~4所示,本实施例中,加工头3更换时为上下方向移动,其中如图4所示,所述定位座2内的定位腔7上侧设有定位斜面8与加工头3上端相抵定位,所述定位座3下侧开口供加工头3插入,所述定位腔7侧壁沿着圆周方向设有多个锁定销5与所述加工头3相抵实现加工头3的水平周向定位,且所述锁定销5前端卡在加工头3上对应的定位凹面中,以防止加工头3沿着圆周方向转动。
32.本实施例工作原理为:
33.本实施例中,所述加工头3外侧包括两个低压气体管路和一个高压液体管路,加工头3更换时,作业人员首先将各个管路从接头座4上对应的快换接头10处拔出,并将加工头3上端与水导激光加工装置本体1分离,其中快换接头10实现流体断开及接头座4自动封闭,然后作业人员将加工头3向下移动移出所述定位座2,在移出过程中,锁定销5被压入对应的导向凹槽中,并且如图4所示,所述锁定销5前端呈球面,而所述加工头3上的定位凹面为弧面,所述锁定销5可顺利滑出对应的定位凹面,不会影响加工头3向下移出,然后作业人员将新的加工头3由定位腔7下侧移入并向上移动,且移入过程中锁定销5先被压缩,当新加工头3上的定位凹面移动至与锁定销5相同高度时,新加工头3上端与定位斜面8相抵,而锁定销5在弹簧6作用下伸出与对应的定位凹面相抵实现加工头3水平周向定位,并且各个锁定销5、定位凹面等位置不变,新加工头3周向定位及高度不变,无需再进行加工头3位置调试,然后将新加工头3上端与水导激光加工装置本体1连接,并将新加工头3的管路9分别与接头座4上对应的快换接头10连接,完成更换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1