一种定位机构、冲压模具及冲压设备的制作方法
1.本实用新型涉及冲压加工技术领域,尤其涉及一种定位机构、冲压模具及冲压设备。
背景技术:
2.冲压加工是借助于常规或专用冲压设备的动力,使金属板料在冲压模具里直接受到变形力并进行变形,从而获得一定形状、尺寸和性能的产品的生产技术。折弯是非常普遍的,也是比较基础的工序。
3.为了保证产品的精度,冲压模具内会设置定位机构保证料带位置的精确。传统的定位机构通常为定位销,使用过程中,利用定位销插入料带定位孔中进行定位,从而防止料带在水平方向发生移动。这种定位机构,定位销与料带的定位孔之间通常留有间隙,定位精度较低,且定位销与定位孔之间为面接触,接触面积大,完成一次冲压过程模具抬起后料带受到很大的摩擦力,从而有被拉起带弯的风险。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中的定位机构位定位销,定位销与料带上的定位孔之间留有间隙,定位精度低的问题,而提出一种定位精度高的定位机构,具有该定位机构的冲压模具和冲压设备。
5.为达到以上目的,本实用新型采用的技术方案为:
6.本实用新型的一个目的在于提供一种定位机构,包括:
7.定位件,具有锥面导向部;
8.浮料件,与所述定位件相对设置在所述定位件的一端,具有与所述锥面导向部相匹配的朝向远离所述定位件凹陷的配合部;
9.第一偏压件,设置在所述定位件远离所述浮料件的一端,适于对所述定位件施加朝向所述浮料件方向的偏压力;
10.第二偏压件,设置在所述浮料件远离所述定位件的一端,适于对所述浮料件施加朝向所述定位件方向的偏压力;
11.所述定位件的所述锥面导向部适于在所述第一偏压件的偏压力作用下进入料带上的定位孔内以使所述锥面导向部的外壁与所述定位孔的内壁形成线接触,所述浮料件适于在所述锥面导向部进入所述料带的定位孔内后在所述第二偏压件的偏压力作用下将所述料带压紧在所述定位件和浮料件之间。
12.可选的,所述的一种定位机构,所述定位件包括:
13.本体部,具有主体部和形成在所述主体部的远离所述第一偏压件的一端的所述锥面导向部及形成在所述主体部的靠近所述第一偏压件的一端的挂台;
14.尾杆部,设置在所述挂台上;
15.所述第一偏压件适于套设于所述尾杆部外且一端抵接在所述挂台上。
16.可选的,所述的一种定位机构,所述本体部和所述尾杆部一体成型。
17.可选的,所述的一种定位机构,所述浮料件为浮料销,所述配合部为成型在所述浮料销的端部上的沿轴向凹陷的凹槽。
18.可选的,所述的一种定位机构,所述第一偏压件和所述第二偏压件均为弹簧。
19.本实用新型的另一个目的在于提供一种冲压模具,包括:
20.上述任一项所述的定位机构;
21.上模组件,所述定位件和所述第一偏压件安装在所述上模组件上;
22.下模组件,与所述上模组件相对设置在所述上模组件的下方,所述浮料件和所述第二偏压件安装在所述下模组件上。
23.可选的,所述的一种冲压模具,所述上模组件包括:
24.上模座;
25.固定板垫板,固定安装在所述上模座的下方;
26.固定板,固定安装在所述固定板垫板的下方;
27.脱料板垫板,安装在所述固定板的下方,其上开设有竖向延伸的安装盲孔;
28.脱料板,安装在所述脱料板垫板的下方,其上开设有竖向贯通所述脱料板的安装通孔,所述安装通孔为与所述定位件相匹配的台阶孔;
29.所述第一偏压件一端抵接于所述安装盲孔内,另一端抵接在所述定位件上,以对所述定位件施加使所述定位件的远离所述第一偏压件的端部朝向所述安装通孔外运动的偏压力。
30.可选的,所述的一种冲压模具,所述下模组件包括:
31.下模座,其上开设有沿竖向贯通所述下模座的第一通孔;
32.凹模板垫板,设置在所述下模座的上方,其上开设有沿竖向贯通所述凹模板垫板的第二通孔;
33.凹模板,设置在所述凹模板垫板的上方,其上开设有沿竖向贯通所述凹模板的第三通孔;
34.所述第一通孔、第二通孔和第三通孔同轴设置且所述浮料件活动设置在所述第一通孔、第二通孔和第三通孔内,所述第二偏压件设置于所述第一通孔内且一端抵接在安装于所述第一通孔远离所述凹模板垫板的一端的紧固件上,另一端抵接在设置于所述浮料件上,以对所述浮料件施加使所述浮料件朝向所述第三通孔外运动的偏压力。
35.本实用新型的还有一个目的在于提供一种冲压设备,包括上述任一项所述的冲压模具。
36.与现有技术相比,本实用新型具有以下有益效果:
37.本实用新型的定位机构,由于锥面导向部呈倒锥形结构,进入定位孔内时,锥面导向部的外壁面和定位孔的内壁面之间为线接触,接触面积小且锥面导向部的外壁面与定位孔的内壁面之间无间隙接触,定位精度较高。在脱料板向上回退脱落时,由于接触面积较小,摩擦力小,定位件不会将料带拉起造成料带弯折的风险。
附图说明
38.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对
具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
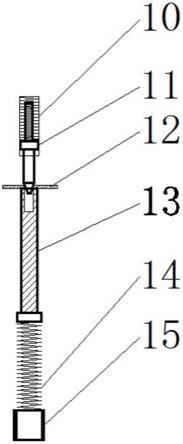
39.图1为本实用新型实施例中的定位机构在冲压模具内的结构示意图;
40.图2为图1去除了冲压模具下模组件与定位机构的结构示意图;
41.图3为图1去除了冲压模具上模组件与定位机构的结构示意图;
42.图4为本实用新型实施例中的定位机构的结构示意图。
43.附图标记说明:
44.10、第一偏压件;11、定位件;111、本体部;1110、锥面导向部; 1111、主体部;1112、挂台;112、尾杆部;12、料带;13、浮料件;130、配合部;14、第二偏压件;15、紧固件;
45.40、上模组件;41、上模座;42、固定板垫板;43、固定板;44、脱料板垫板;45、脱料板;
46.50、下模组件;51、凹模板;52、凹模板垫板;53、下模座。
具体实施方式
47.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
48.实施例1
49.如图1至图4所示的一种定位机构,包括定位件11、浮料件13、第一偏压件10和第二偏压件14。定位件11具有锥面导向部1110。浮料件13 与定位件11相对设置在定位件11的一端,具有与锥面导向部1110相匹配的朝向远离定位件11凹陷的配合部130。第一偏压件10设置在定位件11 远离浮料件13的一端,适于对定位件11施加朝向浮料件13方向的偏压力。第二偏压件14设置在浮料件13远离定位件11的一端,适于对浮料件13 施加朝向定位件11方向的偏压力。定位件11的锥面导向部1110适于在第一偏压件10的偏压力作用下进入料带12上的定位孔内以使锥面导向部 1110的外壁与定位孔的内壁形成线接触,浮料件13适于在锥面导向部1110 进入料带12的定位孔内后在第二偏压件14的偏压力作用下将料带12压紧在定位件11和浮料件13之间。
50.可选的,如图2所示,定位件11包括本体部111和尾杆部112。具体的,本体部111为t字型结构的锥形定位销,具有杆状的主体部1111和形成在主体部1111的远离第一偏压件10的一端也即如图2所示的下端的锥面导向部1110及形成在主体部1111的靠近第一偏压件10的一端也即如图 2所示的上端的挂台1112。尾杆部112设置在挂台1112上。第一偏压件10 适于套设于尾杆部112外且一端抵接在挂台1112上。可选的,本体部111 和尾杆部112一体成型。
51.具体的,参见图1、图3和图4,浮料件13为倒t型结构的浮料销,配合部130为成型在浮料销的端部具体为如图3所示的上端部的沿轴向也即沿竖向凹陷的凹槽。
52.可选的,第一偏压件10和第二偏压件14均为现有常规的直管式弹簧。
53.实施例2
54.本实施例的一种冲压模具,如图1至图4所示,包括实施例1的定位机构、上模组件40和下模组件50。定位件11和第一偏压件10安装在上模组件40上。下模组件50设置在上模组件40的下方,与上模组件40相对,浮料件13和第二偏压件14安装在下模组件50上。
55.具体的,参见图1和图2,上模组件40包括从上往下依次设置的上模座41、固定板垫板42、固定板43、脱料板垫板44和脱料板45。脱料板垫板44上开设有竖向延伸的安装盲孔。脱料板45上开设有竖向延伸的安装通孔。安装通孔为与定位件11相匹配的台阶孔,从而对定位件11进行限位,防止定位件11脱出安装通孔外。第一偏压件10一端抵接在安装盲孔内且另一端抵接在定位件11上,以对定位件11施加使定位件11的远离第一偏压件10的端部朝向安装通孔外运动的偏压力。
56.具体的,参见图1和图3,下模组件50包括从下而上设置的下模座53、凹模板垫板52和凹模板51。下模座53上开设有沿竖向贯通下模座53的第一通孔,凹模板垫板52上开设有沿竖向延伸的贯通凹模板垫,52的第二通孔。凹模板51上开设有沿竖向贯通凹模板51的第三通孔。第一通孔、第二通孔和第三通孔同轴设置,第二偏压件14安装在第三通孔内且第三通孔的远离凹模板垫板52的一端安装有紧固件15,第二偏压件14的一端抵接在紧固件15上,另一端抵接在安装于第一通孔、第二通孔和第三通孔内的浮料件13上,以对浮料件13施加使浮料件13朝向第三通孔外运动的偏压力。紧固件15起到防止第二偏压件14脱出第一通孔的作用。
57.脱料板45向下压紧料带12的过程中,定位件11的锥面导向部1110 首先接触料带12上的定位孔,锥面导向部1110的导向作用会在料带12被压紧前将料带12导正,达到精确定位的效果。同时由于锥面导向部呈倒锥形结构,进入定位孔内时,锥面导向部1110的外壁面和定位孔的内壁面之间为线接触,接触面积小且锥面导向部1110的外壁面与定位孔的内壁面之间无间隙接触,定位精度较高且在脱料板45向上回退脱落时,由于接触面积较小,摩擦力小,定位件不会将料带12拉起造成料带12弯折的风险。
58.工作时,锥面定位部1110穿入料带12,带动料带12一起向下运动,浮料销受压向下后退,第二偏压件14也受迫压缩产生弹性力并通过浮料销传递到料带12上,料带12又会迫使锥面定位部向上后退压缩第一偏压件件11产生弹性力。当料带12被压紧时同时受到上下两个方向的力,确保定位件不会定位失效。
59.实施例3
60.本实施例的一种冲压设备,如图1至图4所示,包括实施例2中的冲压模具。需要说明的是,还包括其他一些现有冲压设备的常规结构,这些结构的具体结构和工作原理在此不做详细描述和限定。
61.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1