一种提高焊接效率的篮体焊接装置的制作方法
1.本实用新型涉及焊接装置技术领域,尤其是涉及一种提高焊接效率的篮体焊接装置。
背景技术:
2.在焊接制品加工领域,现有的篮体焊接大多通过人工进行,其包括两条输送带机构及碰焊机,碰焊机设置在两条输送带机构之间,两条输送带机构为进料输送带机构及出料输送带机构。现有的篮体焊接方法为:进料输送带机构将待焊接的篮体向其邻近碰焊机的一端输送,待焊接的篮体由篮框及设置在篮框底端内的篮底网片组成,工人从进料输送带机构将待焊接的篮体取出后,通过碰焊机对待焊接的篮体进行焊接,将篮底网片固定在篮框的底端,而在焊接完成后,工人将焊接完成的篮体放置到出料输送带机构上,出料输送带机构将焊接完成的篮体输出。但这种篮体焊接方法的效率会受到工人的工作效率影响,焊接效率低。
技术实现要素:
3.本实用新型的目的在于提供一种提高焊接效率的篮体焊接装置。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种提高焊接效率的篮体焊接装置,包括进料输送带机构、出料输送带机构及若干焊接机构,所述进料输送带机构包括第一输送带机构及若干第二输送带机构,所述第一输送带机构与出料输送带机构相对平行地纵向设置,若干第二输送带机构间隔预设距离地横向设置在第一输送带机构与出料输送带机构之间,每一第二输送带机构一端的输送面与第一输送带机构的输送面连通,所述第一输送带机构上对应每一第二输送带机构设有推送机构,通过推送机构将待焊接的篮体从第一输送带机构推送至第二输送带机构;每一焊接机构包括第一焊接单元,每一第一焊接单元与一第二输送带机构对应设置,包括第一输送机械手及第一碰焊机,所述第一输送机械手及第一碰焊机相对设于第二输送带机构的两侧,以供第一输送机械手将待焊接的篮体从第二输送带机构捉取输送至第一碰焊机,并在第一碰焊机对待焊接的篮体焊接加工后,将焊接完成后的篮体捉取输送至出料输送带机构,通过出料输送带机构将焊接完成后的篮体输出。
6.作为本实用新型进一步技术方案:每一焊接机构还包括第二焊接单元,所述第二焊接单元与同一焊接机构的第一焊接单元位置相对地设置在出料输送带机构远离第二输送带机构的一侧,所述第二焊接单元包括第二输送机械手及第二碰焊机,所述第二输送机械手与第二碰焊机相对设置,以供第一焊接单元与第二焊接单元分别通过第一输送机械手与第二输送机械手交替地从第二输送带机构将待焊接的篮体捉取输送,第二输送机械手捉取输送的待焊接的篮体通过第二碰焊机焊接焊接加工后,第二输送机械手将焊接完成后的篮体捉取输送至出料输送带机构,通过出料输送带机构将焊接完成后的篮体输出。
7.作为本实用新型进一步技术方案:所述篮体焊接装置还包括检测输送带机构,所
述检测输送带机构横向地设置在出料输送带机构的末端,所述出料输送带机构上对应检测输送带机构设有前推机构,通过前推机构将焊接完成的篮体从出料输送带机构推送至检测输送带机构上。
8.作为本实用新型进一步技术方案:所述检测输送带机构上设有检测机构,用以对焊接完成后的篮体进行检测。
9.作为本实用新型进一步技术方案:所述推送机构包括安装架、推送气缸及推送块,所述安装架与第二输送带机构平行地横向架设在第一输送带机构上,所述安装架的顶部设有导轨,所述推送气缸设于安装架顶部远离第二输送带机构的一端上,推送气缸的伸缩杆朝向第二输送带机构设置,所述推送块可活动地设于导轨上,推送块与推送气缸的伸缩杆连接,通过推送气缸的伸缩杆伸缩带动推送块沿导轨活动;所述推送块上设有推送杆,用以推送待焊接的篮体。
10.作为本实用新型进一步技术方案:所述推送块设有连接段及垂直设于连接段一侧的推送段,所述连接段设于导轨的上方,连接段的底部设有与导轨匹配卡合的滑块,所述推送气缸的伸缩杆与连接段连接;所述推送杆设置在推送段远离连接段的一侧上。
11.作为本实用新型进一步技术方案:所述推送段远离第二输送带机构的一端上设有导向杆,所述安装架远离第二输送带机构的架杆上设有导向杆对应套穿的导套。
12.作为本实用新型进一步技术方案:所述第一输送带机构在处于每相邻的两个第二输送带机构之间的对应位置上设有抵挡机构,通过抵挡机构控制待焊接的篮体在第一输送带机构上的输送。
13.作为本实用新型进一步技术方案:所述抵挡机构包括固定架及抵挡气缸,所述固定架架设在第一输送带机构上,所述抵挡气缸倾斜地设于固定架的顶杆上,所述抵挡气缸的伸缩杆呈下斜状地朝向第一输送带机构的输送面设置,所述抵挡气缸的伸缩杆上设有挡块。
14.与现有技术相比,本实用新型的有益效果是:本实用新型提出一种提高焊接效率的篮体焊接装置通过进料输送带机构、出料输送带机构及若干焊接机构之间的配合,无需较多人工操作,即可实现对篮体的自动化高效焊接,有效地提高焊接效率。
附图说明
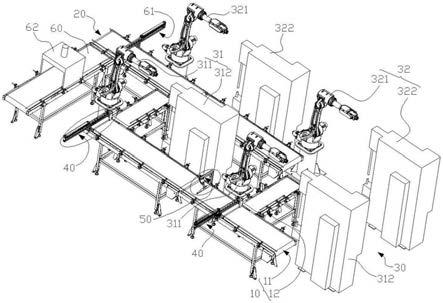
15.图1为提高焊接效率的篮体焊接装置的示意图。
16.图2为推送机构的示意图。
17.图3为抵挡机构的示意图。
具体实施方式
18.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型的保护范围。
19.请参阅图1,一种提高焊接效率的篮体焊接装置,包括进料输送带机构10、出料输送带机构20及若干焊接机构30,所述进料输送带机构包括第一输送带机构11及若干第二输送带机构12,所述第一输送带机构11与出料输送带机构20相对平行地纵向设置,若干第二
输送带机构12间隔预设距离地横向设置在第一输送带机构11与出料输送带机构20之间,每一第二输送带机构12一端的输送面与第一输送带机构11的输送面连通,所述第一输送带机构11上对应每一第二输送带机构12设有推送机构40,以供待焊接的篮体在第一输送带机构11上输送至与第二输送带机构12的连通处时,所对应的推送机构40启动,将待焊接的篮体从第一输送带机构 11推送至第二输送带机构12上;每一焊接机构30包括第一焊接单元31,每一第一焊接单元31 与一第二输送带机构12对应设置,包括第一输送机械手311及第一碰焊机312,所述第一输送机械手311及第一碰焊机312相对设于第二输送带机构12的两侧,以供待焊接的篮体沿第二输送带机构12的输送面从一端输送至另一端后,第一输送机械手311将该待焊接的篮体捉取输送至第一碰焊机312,通过第一碰焊机312对待焊接的篮体焊接加工,并在焊接完成后,第一输送机械手311将焊接完成后的篮体捉取输送至出料输送带机构20,通过出料输送带机构20 将焊接完成后的篮体输出。
20.进一步地,每一焊接机构30还包括第二焊接单元32,所述第二焊接单元32与同一焊接机构30的第一焊接单元31位置相对地设置在出料输送带机构20远离第二输送带机构12的一侧,所述第二焊接单元32包括第二输送机械手321及第二碰焊机322,所述第二输送机械手321与第二碰焊机322相对设置,以供第一焊接单元31与第二焊接单元32分别通过第一输送机械手311与第二输送机械手321交替地从第二输送带机构12另一端的输送面将待焊接的篮体捉取输送,并通过第一碰焊机312与第二碰焊机322对待焊接的篮体焊接加工,并在焊接完成后,第一输送机械手311与第二输送机械手321分别将焊接完成后的篮体捉取输送至出料输送带机构 20,通过出料输送带机构20将焊接完成后的篮体输出。
21.进一步地,所述推送机构40包括安装架41、推送气缸42及推送块43,所述安装架41与第二输送带机构12平行地横向架设在第一输送带机构11上,所述安装架41的顶部设有导轨 411,所述推送气缸42设于安装架41顶部远离第二输送带机构12的一端上,推送气缸42的伸缩杆朝向第二输送带机构12设置,所述推送块43可活动地设于导轨411上,推送块43与推送气缸42的伸缩杆连接,通过推送气缸42的伸缩杆伸缩带动推送块43沿导轨411活动;所述推送块43上设有推送杆402,用以推送待焊接的篮体,将待焊接的篮体从第一输送带机构11推送至第二输送带机构12。
22.进一步地,所述推送块43设有连接段431及垂直设于连接段431一侧的推送段432,所述连接段431设于导轨411的上方,连接段431的底部设有与导轨411匹配卡合的滑块401,所述推送气缸42的伸缩杆与连接段431连接;所述推送杆402设置在推送段432远离连接段431的一侧上。
23.进一步地,所述推送段432远离第二输送带机构12的一端上设有导向杆403,所述安装架 41远离第二输送带机构12的架杆上设有导向杆403对应套穿的导套404,通过导向杆403与导套404想配合,提供推送块43沿导轨411活动时的稳定性。
24.进一步地,所述第一输送带机构11在处于每相邻的两个第二输送带机构12之间的对应位置上设有抵挡机构50,通过抵挡机构50控制待焊接的篮体在第一输送带机构11上的输送。
25.进一步地,所述抵挡机构50包括固定架51及抵挡气缸52,所述固定架51架设在第一输送带机构11上,所述抵挡气缸52倾斜地设于固定架51的顶杆上,所述抵挡气缸52的伸缩杆呈下斜状地朝向第一输送带机构11的输送面设置,所述抵挡气缸52的伸缩杆上设有挡
块53,以供抵挡气缸52的伸缩杆伸出后,通过挡块53抵挡在第一输送带机构11的输送面上输送的待焊接的篮体。
26.进一步地,一种提高焊接效率的篮体焊接装置,还包括检测输送带机构60,所述检测输送带机构60横向地设置在出料输送带机构20的末端,所述出料输送带机构20上对应检测输送带机构60设有前推机构61,通过前推机构61将焊接完成的篮体从出料输送带机构20推送至检测输送带机构60上。
27.进一步地,本实施例中,所述前推机构61的结构与推送机构40的结构相同。
28.进一步地,所述检测输送带机构60上设有检测机构62,用以对焊接完成后的篮体进行检测。
29.本实用新型一种提高焊接效率的篮体焊接装置的篮体焊接方法,如下:若干待焊接的篮体依次从第一输送带机构11输入,并在输送至任一第二输送带机构12的连通处时,所对应的推送机构40启动,将待焊接的篮体从第一输送带机构11推送至第二输送带机构12上,并通过抵挡机构50控制待焊接的篮体在第一输送带机构11上的输送;在待焊接的篮体沿每一第二输送带机构12的输送面从一端输送至另一端后,第一输送机械手311与第二输送机械手321交替地将该待焊接的篮体捉取输送至第一碰焊机312与第二碰焊机322,通过第一碰焊机312与第二碰焊机322对待焊接的篮体焊接加工,并在焊接完成后,第一输送机械手311与第二输送机械手321将焊接完成后的篮体捉取输送至出料输送带机构20,通过出料输送带机构20将焊接完成后的篮体输出至检测输送带机构60,通过检测机构62对焊接完成后的篮体进行检测。
30.综上所述,本实用新型一种提高焊接效率的篮体焊接装置通过进料输送带机构10、出料输送带机构20及若干焊接机构30之间的配合,无需较多人工操作,即可实现对篮体的自动化高效焊接,有效地提高焊接效率。
31.只要不违背本实用新型创造的思想,对本实用新型的各种不同实施例进行任意组合,均应当视为本实用新型公开的内容;在本实用新型的技术构思范围内,对技术方案进行多种简单的变型及不同实施例进行的不违背本实用新型创造的思想的任意组合,均应在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1