一种壳体内部预裂纹加工刀具的制作方法
1.本实用新型涉及预裂纹加工装置技术领域,具体涉及一种壳体内部预裂纹加工刀具。
背景技术:
2.在很多壳体内部加工预裂纹时,主要是用刀具进行切割。因某些壳体类产品内腔加工直线槽难度较大,圆周难以实现均布,且各个直线槽之间的深度难以控制保持一致;利用现有加工刀具能难避免此类问题。
3.有鉴于此,需要设计一种高效的内腔预裂纹加工刀具,实现直线型预裂纹精确加工。
技术实现要素:
4.本实用新型针对上述问题,提供一种壳体内部预裂纹加工刀具。
5.本实用新型采用的技术方案为:一种壳体内部预裂纹加工刀具,包括:刀柄,设置在刀柄末端的刀头固定座,以及设置在刀头固定座上的刀头;
6.所述刀头和刀头固定座之间设有紧固机构。
7.进一步地,所述刀头固定座包括:与刀柄末端连接的连接套,均匀设置在连接套外圆周上的四个刀头夹具;
8.其中,四个刀头夹具内均设有所述刀头,所述刀头与刀头夹具之间均通过所述紧固机构连接,且刀头夹具与刀头之间均设有限位机构。
9.更进一步地,所述连接套与刀柄末端螺纹连接,且在连接套中心和刀柄末端中心位置分别设有同径螺钉安装孔,所述螺钉安装孔内旋接有紧固螺钉。
10.更进一步地,所述紧固机构包括:设置在刀头和刀头夹具上位置相对的螺孔,以及与螺孔配合连接的内六方圆柱头螺钉。
11.更进一步地,所述限位机构包括:设置在刀头和刀头夹具上位置相对的销孔,与销孔配合连接的圆柱销,以及设置在刀头夹具内的斜块。
12.更进一步地,所述螺孔和销孔均设有多个,且螺孔和销孔相错位。
13.更进一步地,所述斜块与刀头夹具之间通过卡接方式进行连接。
14.更进一步地,所述刀柄上有橡胶套。
15.更进一步地,所述橡胶套上设有若干凹槽。
16.本实用新型的优点:
17.本实用新型利用斜面调节预裂纹深、圆柱销快插定位原理,实现刀头与固定座的的快速定位、安装及拆卸,可通过由圆柱销在插入轴孔,达到刀头位置的调节从而调整预裂纹深,从而避免因调整刀头位置而浪费时间;两个部件加工时只需控制轴孔定位公差即可,加工简单。
附图说明
18.构成本申请的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
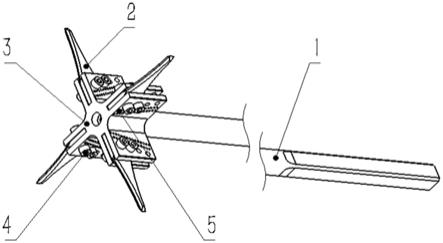
19.图1是本实用新型实施例的装配结构示意图;
20.图2是本实用新型实施例的刀具工作状态侧向状态示意图;
21.图3是本实用新型实施例的刀头固定座剖视结构示意图。
22.附图标记:
23.1为刀柄,2为刀头,3为刀头固定座,4为内六方圆柱头,5为圆柱销。
具体实施方式
24.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
25.参见图1至图3,如图1至图3所示,一种壳体内部预裂纹加工刀具,包括:刀柄1,设置在刀柄1末端的刀头固定座3,以及设置在刀头固定座3上的刀头2;
26.刀头2和刀头固定座3之间设有紧固机构。
27.需要说明的是,本实用新型的主要发明在于,采用斜面进行槽深度的控制,采用定位销进行定位,然后采用螺钉进行固定。
28.本方案主要用于灭火弹壳体产品内腔直线预裂纹的加工,通过刀头在壳体的内腔一次性完成条角度限定的直线预裂纹加工,然后通过调节刀头与壳体内腔之间的距离,实现预裂纹深度调节。
29.本实用新型的一实施例中,刀头固定座3包括:与刀柄1末端连接的连接套,均匀设置在连接套外圆周上的四个刀头夹具;
30.其中,四个刀头夹具内均设有刀头,刀头与刀头夹具之间均通过紧固机构连接,且刀头夹具与刀头之间均设有限位机构。
31.本实用新型的一实施例中,连接套与刀柄1末端螺纹连接,且在连接套中心和刀柄1末端中心位置分别设有同径螺钉安装孔,螺钉安装孔内旋接有紧固螺钉。
32.本实用新型的一实施例中,紧固机构包括:设置在刀头2和刀头夹具上位置相对的螺孔,以及与螺孔配合连接的内六方圆柱头螺钉4。
33.本实用新型的一实施例中,限位机构包括:设置在刀头2和刀头夹具上位置相对的销孔,与销孔配合连接的圆柱销5,以及设置在刀头夹具内的斜块。
34.需要说明的是,设置的斜块主要用于调整刀头与加工面之间的距离,从而,对加工面上的槽口深度进行调节,例如,根据所需槽口深度移动刀头,然后将圆柱销插入销孔内,对刀头位置进行限定,然后,通过内六方圆柱头螺钉将刀头固定。
35.其中,圆柱销统一选用标准的圆柱销a型,从而在重复定位后保证轴能一次穿过轴孔
36.本实用新型的一实施例中,螺孔和销孔均设有多个,且螺孔和销孔相错位。
37.本实用新型的一实施例中,斜块与刀头夹具之间通过卡接方式进行连接。
38.本实用新型的一实施例中,刀柄1上有橡胶套。
39.本实用新型的一实施例中,橡胶套上设有若干凹槽。
40.需要说明的是,因在加工槽口时,刀柄容易从夹持机构上脱落,为了避免脱落问题,在刀柄上可进行喷砂处理,使刀柄表面处于粗糙状态,然后再设置橡胶套,既可以增加二者之间的连接力度,又可以避免刀柄从夹持机构上脱落。
41.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种壳体内部预裂纹加工刀具,其特征在于,包括:刀柄,设置在刀柄末端的刀头固定座,设置在刀头固定座上的刀头,以及设置在刀头和刀头固定座之间的紧固机构。2.根据权利要求1所述的壳体内部预裂纹加工刀具,其特征在于,所述刀头固定座包括:与刀柄末端连接的连接套,均匀设置在连接套外圆周上的四个刀头夹具;其中,四个刀头夹具内均设有所述刀头,所述刀头与刀头夹具之间均通过所述紧固机构连接,且刀头夹具与刀头之间均设有限位机构。3.根据权利要求2所述的壳体内部预裂纹加工刀具,其特征在于,所述连接套与刀柄末端螺纹连接,且在连接套中心和刀柄末端中心位置分别设有同径螺钉安装孔,所述螺钉安装孔内旋接有紧固螺钉。4.根据权利要求3所述的壳体内部预裂纹加工刀具,其特征在于,所述紧固机构包括:设置在刀头和刀头夹具上位置相对的螺孔,以及与螺孔配合连接的内六方圆柱头螺钉。5.根据权利要求4所述的壳体内部预裂纹加工刀具,其特征在于,所述限位机构包括:设置在刀头和刀头夹具上位置相对的销孔,与销孔配合连接的圆柱销,以及设置在刀头夹具内的斜块。6.根据权利要求5所述的壳体内部预裂纹加工刀具,其特征在于,所述螺孔和销孔均设有多个,且螺孔和销孔相错位。7.根据权利要求5所述的壳体内部预裂纹加工刀具,其特征在于,所述斜块与刀头夹具之间通过卡接方式进行连接。8.根据权利要求1所述的壳体内部预裂纹加工刀具,其特征在于,所述刀柄上有橡胶套。9.根据权利要求8所述的壳体内部预裂纹加工刀具,其特征在于,所述橡胶套上设有若干凹槽。
技术总结
本实用新型公开了一种壳体内部预裂纹加工刀具,属于预裂纹加工装置技术领域,包括:刀柄,设置在刀柄末端的刀头固定座,以及设置在刀头固定座上的刀头;所述刀头和刀头固定座之间设有紧固机构;所述刀头固定座包括:与刀柄末端连接的连接套,均匀设置在连接套外圆周上的四个刀头夹具;其中,四个刀头夹具内均设有所述刀头,且刀头与刀头夹具之间均通过所述紧固机构连接;以及与刀头夹具连接将刀头进行定位的限位机构。本实用新型利用斜面调节预裂纹深、圆柱销快插定位原理,实现刀头与固定座的的快速定位、安装及拆卸。安装及拆卸。安装及拆卸。
技术研发人员:夏超锋 赵蓓蕾 崔博 王剑
受保护的技术使用者:陕西天翌天线股份有限公司
技术研发日:2021.03.31
技术公布日:2021/11/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1