一种刨边机的制作方法
1.本实用新型涉及一种钢带加工设备,特别涉及一种刨边机。
背景技术:
2.刨边是通过设置于钢带两侧的刨刀,对通过其间的钢带进行刨削加工,具有结构简单,运行可靠的优点,可加工直口和坡口,是一种常见的金属加工手段,常用刨边机对钢带进行刨边处理。现有的刨边机加工尺寸精度和稳定性低,刨刀刨出的钢带尺寸不稳定;且刨刀切削下来的废料无法及时处理,影响加工效率。
3.目前用于刨边机的合模仅能匹配固定厚度和固定宽度的钢带,当需要加工的刚带厚度、宽度发生变化时候,需要更换合模,成本过高。
技术实现要素:
4.本实用新型提供一种镭雕机,以解决上述技术问题。
5.为了解决上述技术问题,本实用新型的技术方案是:一种刨边机,包括机架,所述机架上固定有底座,所述底座上沿着物料方向依次设置有入口导向装置、定位装置、第一清洁装置、刨边装置、第二清洁装置、宽度检测装置和出口导向装置;所述机架下方设有粉碎机,所述粉碎机下方设有废料箱,所述刨边装置正下方有落料口;所述刨边装置包括固定在所述底座上的底板,所述底板上沿着物料方向依次设置第一宽度刨边组、外角刨边组、内角刨边组和第二宽度刨边组;所述第一宽度刨边组包括固定合模和两个第一刀组,所述两个第一刀组关于物料对称;所述外角刨边组包括随动合模和两个第二刀组,所述第二刀组关于物料对称;所述内角刨边组包括随动合模和两个第三刀组,两个所述第三刀组关于物料对称;所述第二宽度刨边组包括随动合模和两个第四刀组,两个所述第四刀组关于物料对称。
6.进一步的,所述固定合模包括两个支座,固定设置在两个所述支座之间的第一滑轨和设置在两个所述支座上的正反牙螺杆,所述正反牙螺杆一端穿过一个所述支座,在所述正反牙螺杆穿过所述支座的一端设有第一手轮;所述正反牙螺杆上设置两个第一调解装置,两个所述第一调解装置关于物料对称,所述第一调解装置与所述正反牙螺杆螺纹连接,所述第一调解装置包括底座、设置在所述底座上方的升降台和升降台驱动装置,所述底座通过滑块与所述第一滑轨滑动连接;所述底座和所述升降台靠近物料一侧均设有第一滚针轴承。
7.进一步的,所述升降台与所述底座通过导向柱活动连接,所述导向柱一端与所述底座固定连接,所述导向柱另一端穿过所述升降台与所述升降台活动连接,导向柱为升降台的上下运动起到导向作用。
8.进一步的,所述导向柱供设置四个,均匀分布在所述升降台四周。
9.进一步的,升降台驱动装置包括第二滚针轴承、支撑台、螺杆、第二手轮,所述第二滚针轴承设置在所述底座和所述升降台之间,所述第二滚针轴承下端与所述底座固定连
接,所述第二滚针轴承上端与所述升降台接触连接;所述支撑台下端与所述底座固定连接,上端穿过所述升降台与所述第二手轮连接,所述第二手轮通过丝杆和螺杆与所述第二滚针轴承传动连接。
10.进一步的,所述正反牙螺杆一端穿过所述支座,在所述正反牙螺杆穿过所述支座的一端设有第一手轮。
11.进一步的,所述随动合模包括固定在所述底板上的第二滑轨,设置在所述第二滑轨上方的可伸缩的拉杆,所述拉杆的一端连接有驱动装置,所述拉杆远离所述驱动装置的一端固定有第二调解装置,所述第二调解装置下方与所述第二滑轨固定连接,所述拉杆靠近所述驱动装置的一端固定有第三调解装置,所述第二调解装置与所述驱动装置连接,所述第二调解装置通过第二滑块与所述第二滑轨滑动连接;所述第二调解装置和所述第三调解装置关于物料对称。
12.进一步的,所述第二调解装置结构、所述第三调解装置与所述第一调解装置结构相同。
13.本实用新型提供的刨边机,钢带物料从入口导向装置、经过定位装置定位、第一清洁装置对物料进行清洁后,物料进入刨边装置内,依次经过第一宽度刨边组、外角刨边组、内角刨边组和第二宽度刨边组进行刨边加工后经过第二清洁装置清除物料表面的毛刺和碎料、宽度检测装置检测物料的宽度,然后从出口导向装置传出,进入下一步工业流水线。
14.本实用新型提供的刨边机,第一宽度刨边组包括固定合模和两个第一刀组,所述两个第一刀组关于物料对称;所述外角刨边组包括随动合模和两个第二刀组,所述第二刀组关于物料对称;所述内角刨边组包括随动合模和两个第三刀组,两个所述第三刀组关于物料对称;所述第二宽度刨边组包括随动合模和两个第四刀组,两个所述第四刀组关于物料对称。通过调整固定合模,可以使固定合模匹配各种不同厚度和宽度的钢带物料,从而对各种不同宽度和厚度的钢带进行宽度刨边,随动合模不仅可以匹配各种不同厚度不同宽度的钢带物料,还可以随着物料的传送,随着物料的宽度的变化而变化,特别适用弯曲的钢带物料,加工不同厚度不同宽度的钢带物料时候,不再需要针对每一种钢带物料单独做模具,不需要更换合模,有效节省生产成本。
附图说明
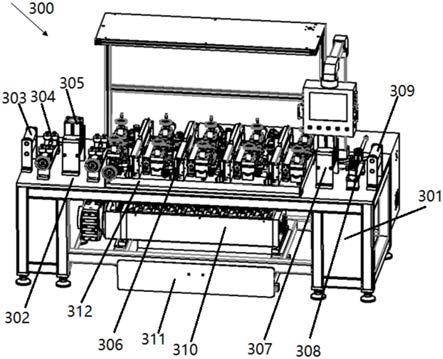
15.图1是本实用新型一具体实施例的刨边机的结构示意图;
16.图2是本实用新型一具体实施例的的刨边装置的结构示意图;
17.图3是本实用新型一具体实施例的固定合模的结构示意图;
18.图4是本实用新型一具体实施例的随动合模的结构示意图。
具体实施方式
19.为更进一步阐述本实用新型为达成预定目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本实用新型提出的刨边机具体实施方式、方法、步骤、结构、特征及功效,详细说明如后。
20.有关本实用新型的前述及其他技术内容、特点及功效,在以下配合参考图式的较佳实施例详细说明中将可清楚的呈现。通过具体实施方式的说明,当可对本实用新型为达
成预定目的所采取的技术手段及功效得以更加深入且具体的了解,然而所附图式仅是提供参考与说明之用,并非用来对本实用新型加以限制。
21.请参考图1和图2,一种刨边机300,包括机架301,所述机架301上固定有底座302,所述底座302上沿着物料方向依次设置有入口导向装置303、定位装置304、第一清洁装置305、刨边装置306、第二清洁装置307、宽度检测装置308和出口导向装置309;所述机架301下方设有粉碎机310,所述粉碎机310下方设有废料箱311,所述刨边装置306正下方有落料口;所述刨边装置306包括固定在所述底座302上的底板312,所述底板312上沿着物料方向依次设置第一宽度刨边组313、外角刨边组314、内角刨边组315和第二宽度刨边组316;待刨边物料从入口导向装置303、经过定位装置304定位、第一清洁装置305对物料进行清洁后,物料进入刨边装置306内,依次经过第一宽度刨边组313、外角刨边组314、内角刨边组315和第二宽度刨边组316进行刨边加工后经过第二清洁装置307清除物料表面的毛刺和碎料、宽度检测装置308检测物料的宽度,然后从出口导向装置309传出。
22.请参考图2和图3,所述第一宽度刨边组313包括固定合模317和两个第一刀组318,所述两个第一刀组318关于物料对称;外角刨边组314包括随动合模319和两个第二刀组320,所述第二刀组320关于物料对称;所述内角刨边组315包括随动合模319和两个第三刀组321,两个所述第三刀组321关于物料对称;所述第二宽度刨边组包括随动合模319和两个第四刀组322,两个所述第四刀组322关于物料对称。
23.请参考图3,所述固定合模317包括两个支座317
‑
1,固定设置在两个所述支座317
‑
1之间的第一滑轨317
‑
2和设置在两个所述支座317
‑
1上的正反牙螺杆317
‑
3,所述正反牙螺杆317
‑
3一端穿过一个所述支座317
‑
1,在所述正反牙螺杆317
‑
3穿过所述支座317
‑
1的一端设有第一手轮317
‑
12;所述正反牙螺杆317
‑
3上设置两个第一调解装置,两个所述第一调解装置关于物料对称,所述第一调解装置与所述正反牙螺杆317
‑
3螺纹连接,所述第一调解装置包括底座317
‑
5、设置在所述底座317
‑
5上方的升降台317
‑
6和升降台驱动装置,所述底座317
‑
5通过滑块317
‑
4与所述第一滑轨317
‑
2滑动连接;所述底座317
‑
5和所述升降台317
‑
6靠近物料一侧均设有第一滚针轴承317
‑
9。
24.请参考图3,所述升降台317
‑
6与所述底座317
‑
5通过导向柱317
‑
7活动连接,所述导向柱317
‑
7一端与所述底座5固定连接,所述导向柱317
‑
7另一端穿过所述升降台317
‑
6与所述升降台317
‑
6活动连接,导向柱317
‑
7为升降台317
‑
6的上下运动起到导向作用。
25.请参考图3,所述导向柱317
‑
7供设置四个,均匀分布在所述升降台317
‑
6四周。
26.请参考图3,升降台驱动装置包括第二滚针轴承317
‑
8、支撑台317
‑
10、螺杆317
‑
13、第二手轮317
‑
11,所述第二滚针轴承317
‑
8设置在所述底座317
‑
5和所述升降台317
‑
6之间,所述第二滚针轴承317
‑
8下端与所述底座317
‑
5固定连接,所述第二滚针轴承317
‑
8上端与所述升降台接触连接;所述支撑台317
‑
10下端与所述底座317
‑
5固定连接,上端穿过所述升降台6与所述第二手轮317
‑
11连接,所述第二手轮317
‑
11通过丝杆(图未示)和螺杆317
‑
13与所述第二滚针轴承317
‑
8传动连接。
27.请参考图3,手摇动所述第二手轮317
‑
11,第二手轮317
‑
11通过丝杆驱动所述第二滚针轴承317
‑
8带动所述升降台317
‑
6升降,从而调整所述升降台317
‑
6上的第一滚针轴承317
‑
9和所述底座上317
‑
5的第一滚针轴承317
‑
9之间的距离,从而调整上下两个第一滚针轴承317
‑
9之间的距离,从而匹配不同厚度的钢带物料,加工不同厚度的钢带时候,不再需
要针对每一种钢带物料单独做模具,不需要更换合模,有效节省生产成本。
28.请参考图3,所述正反牙螺杆317
‑
3一端穿过所述支座317
‑
1,在所述正反牙螺杆317
‑
3穿过所述支座317
‑
1的一端设有第一手轮317
‑
12。钢带从两个对称分布的第一调节装置穿过,摇动第一手轮317
‑
12,所述第一手轮通过正反牙螺杆317
‑
3带动两个调解装置相向运动或者相反运动,从而调解两个调解装置之间的距离,从而调解设置在两个调解装置上的第二滚针轴承317
‑
8之间的距离,从而匹配不同宽度的钢带物料,加工不同宽度的钢带时候,不再需要针对每一种钢带单独做模具,不需要更换合模,有效节省生产成本。
29.请参考图3,钢带从固定合模317的两个对称分布的第一调节装置穿过,摇动第一手轮,所述第一手轮通过正反牙螺杆317
‑
3带动两个调解装置相向运动或者相反运动,从而调解两个调解装置之间的距离,从而调解设置在两个调解装置上的第二滚针轴承317
‑
8之间的距离,从而匹配不同宽度的钢带物料,加工不同宽度的钢带时候,不再需要针对每一种钢带单独做模具,不需要更换合模,有效节省生产成本。手摇动所述第二手轮317
‑
11,第二手轮317
‑
11通过丝杆驱动所述第二滚针轴承317
‑
8带动所述升降台317
‑
6升降,从而调整所述升降台317
‑
6和所述底座之间的距离,从而调整所述升降台317
‑
6上的第一滚针轴承317
‑
9和所述底座上的第一滚针轴承317
‑
9之间的距离,从而匹配不同厚度的钢带物料,加工不同厚度的钢带时候,不再需要针对每一种钢带物料单独做模具,不需要更换合模,有效节省生产成本。
30.请参考图4,所述随动合模319包括固定在所述底板312上的第二滑轨319
‑
1,设置在所述第二滑轨319
‑
1上方的可伸缩的拉杆319
‑
2,所述拉杆319
‑
2的一端连接有驱动装置319
‑
3,所述拉杆319
‑
2远离所述驱动装置319
‑
3的一端固定有第一调解装置,所述第一调解装置下方与所述第二滑轨319
‑
1固定连接,所述拉杆319
‑
2靠近所述驱动装置319
‑
3的一端固定有第二调解装置,所述第二调解装置与所述驱动装置319
‑
3连接,所述第二调解装置通过第二滑块319
‑
4与所述第二滑轨319
‑
1滑动连接;所述第二调解装置和所述第一调解装置关于物料对称。
31.所述第二调解装置结构、所述第三调解装置与所述第一调解装置结构相同。具体请参考图4,设置在所述随动合模319上的所述第二调解装置包括底座319
‑
5、设置在所述底座319
‑
5上方的升降台319
‑
6和升降台驱动装置,所述底座319
‑
5通过第二滑块319
‑
4与所述第二滑轨319
‑
1滑动连接;所述底座319
‑
5和所述升降台319
‑
6靠近物料一侧均设有第三滚针轴承319
‑
7。钢带物料从所述底座319
‑
5上的第三滚针轴承319
‑
7和所述升降台319
‑
6上的第三滚针轴承319
‑
7之间穿过,实现对钢带厚度的限定。
32.请参考图4,所述驱动装置319
‑
3是气缸。
33.请参考图4,所述升降台319
‑
6与所述底座319
‑
5通过导向柱319
‑
8活动连接,所述导向柱319
‑
8一端与所述底座319
‑
5固定连接,所述导向柱319
‑
8另一端穿过所述升降台319
‑
6与所述升降台319
‑
6活动连接,导向柱319
‑
8为升降台319
‑
6的上下运动起到导向作用。
34.请参考图4,所述导向柱319
‑
8供设置四个,均匀分布在所述升降台319
‑
6四周。
35.请参考图4,升降台驱动装置包括支撑台319
‑
9、螺杆319
‑
10、第三手轮319
‑
11,第四滚针轴承319
‑
12、所述第四滚针轴承319
‑
12设置在所述底座5和所述升降台319
‑
6之间,所述第四滚针轴承319
‑
12下端与所述底座319
‑
5固定连接,所述第四滚针轴承319
‑
12上端
与所述升降台319
‑
6接触连接;所述支撑台319
‑
319
‑
9下端与所述底座5固定连接,上端穿过所述升降台319
‑
6与所述第三手轮319
‑
11连接,所述第三手轮319
‑
11通过丝杆和螺杆319
‑
10与所述第二滚针轴承12传动连接。钢带物料从第二调解装置的第四滚针轴承319
‑
12和第三调解装置的第四滚针轴承319
‑
12之间穿过,实现对钢带宽度的限定,
36.请参考图4,钢带从所述升降台319
‑
6上的第三滚针轴承319
‑
7和所述底座上319
‑
5的第三滚针轴承319
‑
7之间穿过,手摇动所述第三手轮319
‑
11,第三手轮319
‑
11通过丝杆和螺杆319
‑
13驱动所述第四滚针轴承319
‑
12带动所述升降台319
‑
6升降,从而调整所述升降台319
‑
6上的第三滚针轴承319
‑
7和所述底座上319
‑
5的第三滚针轴承319
‑
7之间的距离,从而调整上下两个第三滚针轴承319
‑
7之间的距离,从而匹配不同厚度的钢带物料,加工不同厚度的钢带时候,不再需要针对每一种钢带物料单独做模具,不需要更换合模,有效节省生产成本。
37.请参考图4,钢带物料从第二调节装置和第三调解装置之间穿过,钢带物料自身推动第二调解装置沿着第二滑轨319
‑
1滑动,从而在钢带物料加工过程中随时将第二调节装置和第三调解装置之间的距离撑开,匹配各种不同宽度的物料,特别适用于弯曲的钢带物料,随着弯曲的钢带物料向前传输,钢带物料自身可以随时将第二调节装置和第三调解装置之间的距离撑开,从而调解设置在第二调解装置和第三调解装置上的第四滚针轴承319
‑
12之间的距离,从而匹配不同宽度的钢带物料,特别是弯曲的钢带物料,加工不同宽度的钢带时候,不再需要针对每一种钢带物料单独做模具,不需要更换合模,有效节省生产成本。
38.另一方面,驱动装置319
‑
3也可以驱动第二调解装置沿着滑轨朝向或远离第三调解装置运动,从而调解第二调解装置和第三调解装置之间的距离,从而调解设置在第二调解装置和第三调解装置上的第四滚针轴承319
‑
12之间的距离,从而匹配不同宽度的钢带物料,加工不同宽度的钢带时候,不再需要针对每一种钢带单独做模具,不需要更换合模,有效节省生产成本。
39.以下装置的结构可以使用中国实用新型专利
″
高精度刨边机
″
(申请号cn201910354619.5,实用新型人王强,王军)对应的结构,这些装置是:入口导向装置303、定位装置304、第一清洁装置305、第二清洁装置307、宽度检测装置308和出口导向装置309;粉碎机310,废料箱311,一刀组318、第二刀组320,第三刀组321和第四刀组322,在此不做赘述。
40.本实用新型提供的刨边机300,钢带物料从入口导向装置303、经过定位装置304定位、第一清洁装置305对物料进行清洁后,物料进入刨边装置306内,依次经过第一宽度刨边组313、外角刨边组314、内角刨边组315和第二宽度刨边组316进行刨边加工后经过第二清洁装置307清除物料表面的毛刺和碎料、宽度检测装置308检测物料的宽度,然后从出口导向装置309传出,进入下一步工业流水线。通过调整固定合模317,可以使固定合模317匹配各种不同厚度和宽度的钢带物料,从而对各种不同宽度和厚度的钢带进行宽度刨边,随动合模319不仅可以匹配各种不同厚度不同宽度的钢带物料,还可以随着物料的传送,随着物料的宽度的变化而变化,特别适用弯曲的钢带物料,加工不同厚度不同宽度的钢带物料时候,不再需要针对每一种钢带物料单独做模具,不需要更换合模,有效节省生产成本。
41.以上所述,仅是实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉
本专业的技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1