一种应用于膨胀节加工的一次快速成型装置的制作方法
1.本实用新型属于膨胀节加工技术领域,具体涉及一种应用于膨胀节加工的一次快速成型装置。
背景技术:
2.金属波纹管是一种外型象规则的波浪样的管材,常用的金属波纹管有碳钢的,和不锈钢的,也有钢质衬塑的、铝质的等等。主要用于需要很小的弯曲半径非同心轴向传动,或者不规则转弯、伸缩,或者吸收管道的热变形等,或者不便于用固定弯头安装的场合做管道与管道的连接,或者管道与设备的连接使用。金属波纹管在生产过程中,常利用两个加工有半圆槽的挡块卡在金属管道上,进而加热后的金属管道在外部挤压设备的挤压下,并受挡块的阻挡作用,从而在金属管道上形成膨胀节。
3.现有的金属波纹管需要操作人员手动上卸料,工作效率低,此外,由于金属波纹管容易滚动、重量较大且成型温度较高,因此操作过程具有一定的危险性。
技术实现要素:
4.现有的金属波纹管需要操作人员手动上卸料,工作效率低,此外,由于金属波纹管容易滚动、重量较大且成型温度较高,因此操作过程具有一定的危险性。本实用新型提供了一种应用于膨胀节加工的一次快速成型装置,油缸一伸长时可使放置在承件板上的金属管道随承件板的转动滚入下挡块中,并通过油缸二的下压挤压成型,随后收缩的油缸一可使承件板复位进而将成型后的膨胀节送出装置外,实现高效安全的自动上卸料操作。
5.本实用新型提供如下技术方案:一种应用于膨胀节加工的一次快速成型装置,包括外壳体,所述外壳体内底面的一侧固定安装有连接座一,所述连接座一转动连接油缸一的一端,所述油缸一的另一端转动连接固定安装在承件板底面的连接座二,所述承件板底面的一端固定安装有连接座三,所述连接座三转动连接有固定轴,所述承件板一侧的外壳体的侧面上开设有上卸料口,所述上卸料口下方的外壳体的侧面固定安装有固定座一,所述固定座一的顶面固定安装有行程开关一,所述承件板顶面的一端固定安装有下挡块,所述外壳体远离上卸料口的一端的内侧面固定安装有支撑板,所述支撑板上方的外壳体的顶面固定安装有油缸二,所述油缸二的活塞杆滑动贯通外壳体的顶面且固定连接上挡块的顶面,所述下挡块和上挡块上均开设有半圆槽,所述油缸二一侧的外壳体的内顶面固定安装有固定座二,所述固定座二的侧面固定连接有行程开关二,所述油缸二一侧的外壳体的顶面固定安装有控制箱。
6.其中,所述承件板的顶面为斜面结构,所述承件板的底面平行于水平面时,所述承件板顶面远离下挡块的一端高于靠近下挡块的一端1—5cm;放置在承件板顶面上的金属管道可沿承件板的倾斜顶面滚动至承件板设有下挡块的一端,避免上料时金属管道从承件板上滚落。
7.其中,所述承件板的底面平行于水平面时,所述下挡块开设有半圆槽的一端端面
朝向上卸料口,所述下挡块的底面即与开设有半圆槽的下挡块的端面相对的一端端面平行于水平面时,所述下挡块的顶面即开设有半圆槽的端面由半圆槽的轴线向下挡块的左右两端倾斜升高;承件板以固定轴为转动轴转动抬高时,放置在承件板上的金属管道可沿下挡块的顶面滚至半圆槽中,配合油缸一实现自动上料。
8.其中,所述控制箱中的继电器模块电性连接油缸一的管路电磁阀,所述固定轴的两端固定连接外壳体的内壁,所述连接座三设置在承件板远离上卸料口的一端的底面,所述下挡块的底面平行于水平面时,所述上挡块的底面与下挡块的顶面契合,且所述上挡块上开设的半圆槽的轴线与下挡块上开设的半圆槽的轴线共线;油缸一可伸长使放置在承件板上的金属管道随承件板的转动滚入下挡块中,并通过油缸二的下压挤压成型,随后收缩的油缸一可使承件板复位进而将成型后的膨胀节送出装置外,实现高效安全的自动上卸料操作。
9.其中,所述下挡块的底面平行于水平面时,所述下挡块的底面贴合连接支撑板的顶面;支撑板可在管件成型的过程中起到支撑下挡块的作用,提高装置使用的安全性和稳定性。
10.其中,所述承件板底面的一端触压行程开关一的触头使行程开关一的电路状态发生变化时,所述承件板顶面远离下挡块的一端不高于靠近下挡块的一端;管件成型后,随着承件板的转动,管件可在重力和惯性的作用下从下挡块中脱出并沿承件板的顶面滚落至外界,实现自动卸料。
11.其中,所述承件板连接有下挡块的一端端面触压行程开关二的触头使行程开关二的电路状态发生变化时,所述下挡块的底面平行于水平面;行程开关二可起到限位作用,避免因油缸一的精度误差造成下挡块的过度移动,进而使下挡块与支撑板发生碰撞,造成装置的损坏。
12.本实用新型的有益效果是:放置在承件板顶面上的金属管道可沿承件板的倾斜顶面滚动至承件板设有下挡块的一端,避免上料时金属管道从承件板上滚落;承件板以固定轴为转动轴转动抬高时,放置在承件板上的金属管道可沿下挡块的顶面滚至半圆槽中,配合油缸一实现自动上料;油缸一可伸长使放置在承件板上的金属管道随承件板的转动滚入下挡块中,并通过油缸二的下压挤压成型,随后收缩的油缸一可使承件板复位进而将成型后的膨胀节送出装置外,实现高效安全的自动上卸料操作;支撑板可在管件成型的过程中起到支撑下挡块的作用,提高装置使用的安全性和稳定性;管件成型后,随着承件板的转动,管件可在重力和惯性的作用下从下挡块中脱出并沿承件板的顶面滚落至外界,实现自动卸料;行程开关二可起到限位作用,避免因油缸一的精度误差造成下挡块的过度移动,进而使下挡块与支撑板发生碰撞,造成装置的损坏。
13.该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现。
附图说明
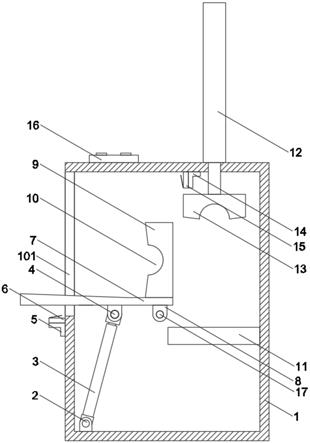
14.图1为本实用新型的结构示意图;
15.图2为本实用新型进行成型工作时的结构示意图;
16.图中:1、外壳体;101、上卸料口;2、连接座一;3、油缸一;4、连接座二;5、固定座一;6、行程开关一;7、承件板;8、连接座三;9、下挡块;10、半圆槽;11、支撑板;12、油缸二;13、上
挡块;14、固定座二;15、行程开关二;16、控制箱;17、固定轴。
具体实施方式
17.请参阅图1
‑
图2,本实用新型提供以下技术方案:一种应用于膨胀节加工的一次快速成型装置,包括外壳体1,所述外壳体1内底面的一侧固定安装有连接座一2,所述连接座一2转动连接油缸一3的一端,所述油缸一3的另一端转动连接固定安装在承件板7底面的连接座二4,所述承件板7底面的一端固定安装有连接座三8,所述连接座三8转动连接有固定轴17,所述承件板7一侧的外壳体1的侧面上开设有上卸料口101,所述上卸料口101下方的外壳体1的侧面固定安装有固定座一5,所述固定座一5的顶面固定安装有行程开关一6,所述承件板7顶面的一端固定安装有下挡块9,所述外壳体1远离上卸料口101的一端的内侧面固定安装有支撑板11,所述支撑板11上方的外壳体1的顶面固定安装有油缸二12,所述油缸二12的活塞杆滑动贯通外壳体1的顶面且固定连接上挡块13的顶面,所述下挡块9和上挡块13上均开设有半圆槽10,所述油缸二12一侧的外壳体1的内顶面固定安装有固定座二14,所述固定座二14的侧面固定连接有行程开关二15,所述油缸二12一侧的外壳体1的顶面固定安装有控制箱16。
18.所述承件板7的顶面为斜面结构,所述承件板7的底面平行于水平面时,所述承件板7顶面远离下挡块9的一端高于靠近下挡块9的一端1—5cm;放置在承件板7顶面上的金属管道可沿承件板7的倾斜顶面滚动至承件板7设有下挡块9的一端,避免上料时金属管道从承件板7上滚落。
19.所述承件板7的底面平行于水平面时,所述下挡块9开设有半圆槽10的一端端面朝向上卸料口101,所述下挡块9的底面即与开设有半圆槽10的下挡块9的端面相对的一端端面平行于水平面时,所述下挡块9的顶面即开设有半圆槽10的端面由半圆槽10的轴线向下挡块9的左右两端倾斜升高;承件板7以固定轴17为转动轴转动抬高时,放置在承件板7上的金属管道可沿下挡块9的顶面滚至半圆槽10中,配合油缸一3实现自动上料。
20.所述控制箱16中的继电器模块电性连接油缸一3的管路电磁阀,所述固定轴17的两端固定连接外壳体1的内壁,所述连接座三8设置在承件板7远离上卸料口101的一端的底面,所述下挡块9的底面平行于水平面时,所述上挡块13的底面与下挡块9的顶面契合,且所述上挡块13上开设的半圆槽10的轴线与下挡块9上开设的半圆槽10的轴线共线;油缸一3可伸长使放置在承件板7上的金属管道随承件板7的转动滚入下挡块9中,并通过油缸二12的下压挤压成型,随后收缩的油缸一3可使承件板7复位进而将成型后的膨胀节送出装置外,实现高效安全的自动上卸料操作。
21.所述下挡块9的底面平行于水平面时,所述下挡块9的底面贴合连接支撑板11的顶面;支撑板11可在管件成型的过程中起到支撑下挡块9的作用,提高装置使用的安全性和稳定性。
22.所述承件板7底面的一端触压行程开关一6的触头使行程开关一6的电路状态发生变化时,所述承件板7顶面远离下挡块9的一端不高于靠近下挡块9的一端;管件成型后,随着承件板7的转动,管件可在重力和惯性的作用下从下挡块9中脱出并沿承件板7的顶面滚落至外界,实现自动卸料。
23.所述承件板7连接有下挡块9的一端端面触压行程开关二15的触头使行程开关二
15的电路状态发生变化时,所述下挡块9的底面平行于水平面;行程开关二15可起到限位作用,避免因油缸一3的精度误差造成下挡块9的过度移动,进而使下挡块9与支撑板11发生碰撞,造成装置的损坏。
24.本实用新型的工作原理及使用流程:初始状态下,承件板7的底面即固定连接有连接座三8的端面平行于水平面,此时操作人员使用行车等辅助设备将加热好的管件放置在承件板7上,使管件的轴线方向大致与半圆槽10的轴线方向同向,此时管件在重力作用下沿承件板7的顶面向下挡块9的方向滚动并受到下挡块9的阻挡;随后操作人员通过控制箱16启动油缸一3伸长,油缸一3通过连接座二4推动承件板7,使承件板7以固定轴17为转动轴进行转动,此时承件板7的一端抬高,管件在重力作用下滚至下挡块9中开设的半圆槽10中,当承件板7触压到行程开关二15的触头后油缸一3停止工作,此时下挡块9的底面贴合支撑板11的顶面;与此同时油缸二12伸长,带动上挡块13下移,配合下挡块9对管件挤压成型;管件成型后,油缸二12首先复位,随后油缸一3收缩,带动承件板7转动,承件板7在触压到行程开关一6的触头后停止工作,膨胀节在重力和惯性的作用下从下挡块9中脱出并沿承件板7的顶面滚落至外界,实现自动卸料;在控制箱16中的时间继电器的控制下,油缸一3在行程开关一6的触头受到承件板7的挤压后至少5秒后再次伸长,使承件板7的底面平行于水平面,从而循环进行下一个管件的成型工作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1