线材定长裁切折弯装置的制作方法
1.本实用新型涉及线材加工装置领域,尤其是线材定长裁切折弯装置。
背景技术:
2.线材在进行加工的时候,需要将其折弯成u形,然后按照设定的长度进行切割。但是现有的线材定长切割及折弯的工作效率较低。
技术实现要素:
3.本实用新型要解决的技术问题是:为了解决背景技术中描述的技术问题,本实用新型提供了一种线材定长裁切折弯装置。通过线材导向机构和线材传动机构来传送线材。通过线材长度计算机构来判断线材的长度。通过线材折弯机构将线材折成u形。通过线材切割机构对线材进行裁切。本技术提高了线材加工效率。
4.本实用新型解决其技术问题所采用的技术方案是:
5.一种线材定长裁切折弯装置,包括机架、线材导向机构、线材长度计算机构、线材传动机构、线材折弯机构、线材切割机构,所述机架上安装有线材导向机构、线材长度计算机构、线材传动机构、线材折弯机构、线材切割机构,线材长度计算机构、线材传动机构、线材折弯机构、线材切割机构均电连接在plc上。
6.具体地,所述线材导向机构由上导向辊组、下导向辊组组成,上导向辊组位于下导向辊组的上方,上导向辊组和下导向辊组均由数个排列呈直线的辊子组成,上导向辊组和下导向辊组均转动连接在机架上。
7.具体地,所述线材长度计算机构由连接杆、压辊、计数辊、编码器、拉簧组成,计数辊和连接杆的杆体均转动连接在机架上,计数辊与编码器相连,连接杆一端转动连接有压辊,连接杆另一端通过拉簧连接在机架上,编码器电连接在plc上。
8.具体地,所述线材传动机构由主动辊组、被动辊组、升降气缸、电机、同步轮、同步带一、同步带二组成,主动辊组与被动辊组均是由数个排列呈直线的辊子组成,主动辊组转动连接在机架上,组成主动辊组的数个辊子的轴上均固定有同步轮,主动辊组上的所有同步轮均啮合在同步带上,电机的输出轴上固定有一个同步轮,电机上的同步轮与主动辊组的其中一个辊子的轴通过同步带二相连,电机电连接在plc上,升降气缸的活塞杆固定在板体上,板体滑配连接在机架上,被动辊组转动连接在板体上。
9.具体地,所述线材折弯机构由旋转气缸、连接板、夹爪组成,连接板一端固定在旋转气缸的输出轴上,连接板另一端固定在夹爪上。
10.具体地,所述线材切割机构由刀片、刀片升降气缸、刀座、刀座升降气缸组成,刀片升降气缸和刀座升降气缸均固定在机架上,刀片升降气缸的活塞杆上固定有刀片,刀座升降气缸的活塞杆固定在刀座上。
11.本实用新型的有益效果是:本实用新型提供了一种线材定长裁切折弯装置。通过线材导向机构和线材传动机构来传送线材。通过线材长度计算机构来判断线材的长度。通
过线材折弯机构将线材折成u形。通过线材切割机构对线材进行裁切。本技术提高了线材加工效率。
附图说明
12.下面结合附图和实施例对本实用新型进一步说明。
13.图1是本实用新型的第一视角的结构示意图;
14.图2是本实用新型的第二视角的结构示意图;
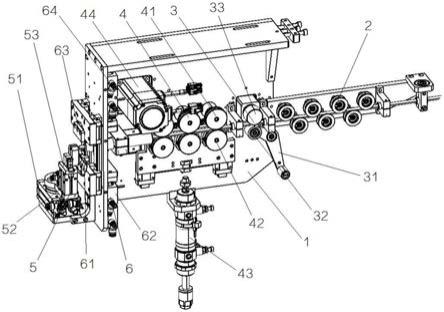
15.图中1.机架,2.线材导向机构,3.线材长度计算机构,4.线材传动机构,
16.5.线材折弯机构,6.线材切割机构,31.连接杆,32.压辊,33.计数辊,34.编码器,41.主动辊组,42.被动辊组,43.升降气缸,44.电机,51.
17.旋转气缸,52.连接板,53.夹爪,61.刀片,62.刀片升降气缸,63.刀座,64.刀座升降气缸。
具体实施方式
18.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
19.图1是本实用新型的第一视角的结构示意图,图2是本实用新型的第二视角的结构示意图。
20.一种线材定长裁切折弯装置,包括机架1、线材导向机构2、线材长度计算机构3、线材传动机构4、线材折弯机构5、线材切割机构6,所述机架1上安装有线材导向机构2、线材长度计算机构3、线材传动机构4、线材折弯机构5、线材切割机构6,线材长度计算机构3、线材传动机构4、线材折弯机构5、线材切割机构6均电连接在plc上。
21.线材导向机构2由上导向辊组、下导向辊组组成,上导向辊组位于下导向辊组的上方,上导向辊组和下导向辊组均由数个排列呈直线的辊子组成,上导向辊组和下导向辊组均转动连接在机架1上。
22.线材长度计算机构3由连接杆31、压辊32、计数辊33、编码器34、拉簧组成,计数辊33和连接杆31的杆体均转动连接在机架1上,计数辊33与编码器34相连,连接杆31一端转动连接有压辊32,连接杆31另一端通过拉簧连接在机架1上,编码器34电连接在plc上。
23.具体地,所述线材传动机构4由主动辊组41、被动辊组42、升降气缸43、电机44、同步轮、同步带一、同步带二组成,主动辊组41与被动辊组42均是由数个排列呈直线的辊子组成,主动辊组41转动连接在机架1上,组成主动辊组41的数个辊子的轴上均固定有同步轮,主动辊组41上的所有同步轮均啮合在同步带上,电机44的输出轴上固定有一个同步轮,电机44上的同步轮与主动辊组41的其中一个辊子的轴通过同步带二相连,电机44电连接在plc上,升降气缸43的活塞杆固定在板体上,板体滑配连接在机架1上,被动辊组42转动连接在板体上。
24.线材折弯机构5由旋转气缸51、连接板52、夹爪53组成,连接板52一端固定在旋转气缸51的输出轴上,连接板52另一端固定在夹爪53上。
25.线材切割机构6由刀片61、刀片升降气缸62、刀座63、刀座升降气缸64组成,刀片升降气缸62和刀座升降气缸64均固定在机架1上,刀片升降气缸62的活塞杆上固定有刀片61,
刀座升降气缸64的活塞杆固定在刀座63上。
26.结合附图1和附图2所示,线材穿过线材导向机构2的上导向辊组和下导向辊组之间,穿过线材长度计算机构3的压辊32和计数辊33之间,穿过线材传动机构4的主动辊组41和被动辊组42之间,穿过线材切割机构6的刀片61和刀座63之间。升降气缸43驱使被动辊组42往上移动,直到将线材夹持在主动辊组41和被动辊组42之间,然后电机44通过同步轮和同步带二,带动主动辊组41旋转,进而驱使线材往前移动。连接杆31通过拉簧给予压辊32翻转的压力,压辊32则将线材压在计数辊33上,当线材往前移动时,会带动压辊32和计数辊33转动,计数辊33的转动会触发编码器34,编码器34会记录计数辊33旋转的圈数,然后将记录下的数据信号传送给plc,plc通过计数辊33旋转的圈数来算出线材往前传送的长度。plc根据线材往前传送的长度来控制电机44的启停,这样就可以控制每一段加工线材的长度。当线材端头移动到位之后,线材折弯机构5的旋转气缸51将夹爪53摆动至线头处,然后夹爪53夹住线材,接着旋转气缸51将夹爪53反向摆动,从而将线材折成u形。当线材折弯完毕之后,刀片升降气缸62驱使刀片61往线材方向移动,刀座升降气缸64驱使刀座63往线材方向移动。当刀片61和刀座63合拢之后,就将折弯的线材从整段线材上切下。
27.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1