一种罐体环缝焊机的制作方法
1.本实用新型涉及罐体焊接设备技术领域,特别涉及一种罐体环缝焊机。
背景技术:
2.目前,空气能罐体主要靠罐体环缝焊机焊接。通过罐体环缝焊机焊接的方式,不仅能够有效提高焊接效率,而且能够代替人工,节约焊接成本,另外焊接质量也比人工焊接的高。但现有技术的罐体环缝焊机上,通过人工或设备将罐体运至焊机上,再通过焊机上的夹具夹紧之后进行焊接。但罐体相对来说又大又重,很难调整好罐体的位置便直接用焊机上的夹具夹紧,很容易导致焊机在罐体上的焊接位置出错,再重新调整罐体时就显得很麻烦,费时费力。
技术实现要素:
3.为了克服现有技术存在的缺陷,本实用新型提供一种罐体环缝焊机,确保夹持罐体位置准确,使得焊机在罐体上准确焊接。
4.本实用新型解决其技术问题所采用的技术方案是:一种罐体环缝焊机,包括底座、左夹持机构和右夹持机构,所述左夹持机构设于所述底座一端,底座上设有第一滑轨,所述右夹持机构活动设于第一滑轨上,所述第一滑轨上滑动设有承载平台,所述承载平台位于左夹持机构和右夹持机构之间,承载平台包括罐体调整机构、下承载板和上承载板,所述罐体调整机构设于所述第一滑轨上,所述下承载板活动设于所述罐体调整机构上,且下承载板通过旋转单元与所述上承载板转动连接,下承载板与上承载板之间设有辅助旋转机构。
5.进一步的,所述上承载板上设有若干定位孔;
6.所述辅助旋转机构包括固定座和压块,所述固定座设置在所述下承载板上,所述压块通过弹性单元活动设置在所述固定座上,且压块上设有滚珠,所述滚珠卡在所述定位孔内。
7.进一步的,所述固定座上开设有槽口,所述压块设于所述槽口内;
8.所述弹性单元包括滑杆和弹簧,所述滑杆一端连接在槽口底壁,且另一端与压块滑动连接,所述弹簧套设在所述滑杆上。
9.进一步的,所述辅助旋转机构还包括滚珠座,所述滚珠座连接在所述压块上,且滚珠座上设有凹槽,所述滚珠设于所述凹槽内。
10.进一步的,所述旋转单元位于所述上承载板与所述下承载板之间,旋转单元包括轴套和转轴,所述轴套通过第一轴承设于所述下承载板上,所述转轴一端通过第二轴承设于所述上承载板上,另一端嵌设在所述轴套内。
11.进一步的,所述罐体调整机构包括底板和滑轴,所述底板通过滑块活动设于第一滑轨上,所述滑轴设置在所述底板上,滑轴垂直于第一滑轨,且滑轴上设有无杆气缸,所述无杆气缸与所述下承载板连接。
12.进一步的,所述左夹持机构包括电箱、旋转驱动件和左夹盘,所述电箱设置在所述
底座一端,所述旋转驱动件设置于所述电箱内,且旋转驱动件的输出轴与所述左夹盘连接。
13.进一步的,所述右夹持机构包括支撑座、夹紧驱动件和右夹盘,所述支撑座活动设于所述第一滑轨上,且支撑座顶部设有轴筒,所述轴筒内转动设有伸缩轴,所述伸缩轴一端与所述右夹盘连接,另一端与所述夹紧驱动件连接。
14.进一步的,所述罐体环缝焊机还包括龙门架,所述龙门架设于所述底座上,且龙门架上设有第二滑轨,所述第二滑轨上滑动设有焊枪。
15.进一步的,所述焊枪通过焊枪调整机构活动设于所述第二滑轨上,焊枪调整机构包括纵向调整单元和横向调整单元,所述纵向调整单元包括纵向滑座,纵向滑座设于所述第二滑轨上,且纵向滑座内设有纵向丝杆,纵向丝杆上设有纵向丝杆螺母;
16.所述横向调整单元包括横向滑座,横向滑座与所述纵向丝杆螺母连接,且横向滑座内设有横向丝杆,横向丝杆上设有横向丝杆螺母,所述焊枪与所述横向丝杆螺母连接。
17.本实用新型的有益效果是:焊接时,通过罐体调整机构调节上承载板和下承载板与底座之间的位置,方便人工或设备将罐体运至上承载板上,接着推动罐体和右夹持机构沿第一滑轨向左夹持机构靠近,同时使上承载板与下承载板之间相互转动,辅助旋转机构支撑着上承载板,调整罐体与左夹持机构、右夹持机构之间的相对位置,右夹持机构配合左夹持机构将罐体夹紧,确保夹持罐体位置准确,使得焊机在罐体上准确焊接。
附图说明
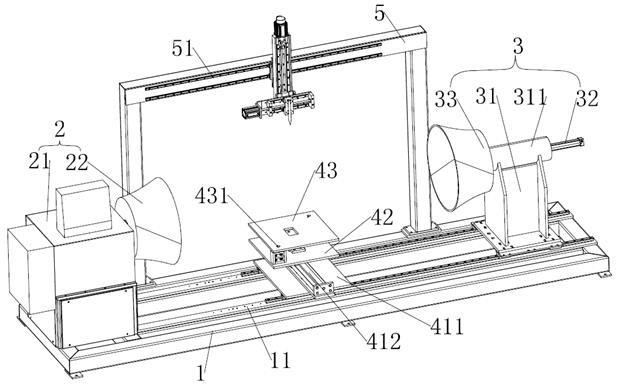
18.图1为本实用新型实施例的立体图;
19.图2为本实用新型实施例的立体图(缺少上承载板);
20.图3为图2a处放大图;
21.图4为图2b处放大图;
22.图5为本实用新型实施例的正视图;
23.图6为图5c处放大图。
24.图中,1
‑
底座,11
‑
第一滑轨,2
‑
左夹持机构,21
‑
电箱,22
‑
左夹盘,3
‑
右夹持机构,31
‑
支撑座,311
‑
轴筒,32
‑
夹紧驱动件,33
‑
右夹盘,4
‑
承载平台,41
‑
罐体调整机构,411
‑
底板,412
‑
滑轴,413
‑
无杆气缸,42
‑
下承载板,43
‑
上承载板,431
‑
定位孔,44
‑
旋转单元,441
‑
轴套,442
‑
转轴,45
‑
辅助旋转机构,451
‑
固定座,452
‑
槽口,453
‑
压块,454
‑
滚珠,455
‑
滑杆,456
‑
弹簧,457
‑
滚珠座,5
‑
龙门架,51
‑
第二滑轨,6
‑
焊枪调整机构,61
‑
纵向滑座,62
‑
纵向丝杆,63
‑
纵向丝杆螺母,64
‑
横向滑座,65
‑
横向丝杆,66
‑
横向丝杆螺母。
具体实施方式
25.下面结合附图对本实用新型的具体实施方式作进一步说明。在此需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。此外,下面所描述的本实用新型各个实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互组合。
26.需要说明的是,罐体两端先点焊之后再通过焊机环缝焊接。
27.如附图1~6所示,本实用新型提供的一种罐体环缝焊机,包括底座1、左夹持机构2和右夹持机构3,左夹持机构2设于底座1一端,底座1上设有第一滑轨11,右夹持机构3滑动
设于第一滑轨11上,以便向左夹持机构2靠近,从而配合左夹持机构2夹紧罐体,如附图5~6所示,第一滑轨11上滑动设有承载平台4,承载平台4位于左夹持机构2和右夹持机构3之间,承载平台4用于承载罐体,承载平台4包括罐体调整机构41、下承载板42和上承载板43。如附图1、6所示,罐体调整机构41滑动设于第一滑轨11上,并可沿着第一滑轨11向左夹持机构2或右夹持机构3靠近,罐体调整机构41包括底板411和滑轴412,底板411通过滑块活动设于第一滑轨11上,滑轴412设置在底板411上,滑轴412垂直于第一滑轨11,且滑轴412上设有无杆气缸413,无杆气缸413的缸体与下承载板42连接,无杆气缸413进一步节省了安装空间,通过控制系统控制无杆气缸413,可驱动上承载板43和下承载板42沿滑轴412移动,也就是向远离底座1的方向移动,方便人工或设备将罐体运至上承载板43上。
28.下承载板42通过旋转单元44与上承载板43互相转动连接,这样便可调整罐体与左夹持机构2、右夹持机构3之间的相对位置,确保左夹持机构2和右夹持机构3夹持罐体时,位置准确。且上承载板43上设有两个定位孔431,两个定位孔431以旋转单元44为中心对称,下承载板42与上承载板43之间设有辅助旋转机构45,辅助旋转机构45同样设置有两组,两组辅助旋转机构45以旋转单元44为中心对称,辅助旋转机构45用于配合旋转单元44并支撑上承载板43,避免罐体太重压坏上承载板43与下承载板42之间的旋转单元44,导致旋转阻力大或者旋转不动而不能调整罐体与左夹持机构2、右夹持机构3之间的相对位置,如附图4、6所示,辅助旋转机构45包括固定座451和压块453,固定座451螺接在下承载板42上,固定座451上开设有槽口452,压块453设于槽口452内,压块453通过弹性单元活动设置在固定座451上,弹性单元包括滑杆455和弹簧456,滑杆455一端固定在槽口452底壁,且另一端与压块453滑动连接,弹簧456套设在滑杆455上,弹簧456一端弹性抵靠在槽口452底壁,弹簧456另一端弹性抵靠在压块453上,使得压块453可在槽口452内弹性移动,且压块453上设有滚珠454,滚珠454卡在定位孔431内。
29.当上承载板43与下承载板42之间互相转动,由于滚珠454与定位孔431之间的相互挤压,使得压块453压紧弹簧456而下移,滚珠454脱离定位孔431并与上承载板43之间相互转动,同时滚珠454支撑着上承载板43。
30.焊接时,可通过无杆气缸413将上承载板43与下承载板42沿着滑轴412移动,方便人工或设备将罐体运至上承载板43上,之后无杆气缸413带动罐体复位,接着推动罐体和右夹持机构3沿第一滑轨11向左夹持机构2靠近,同时使上承载板43与下承载板42之间相互转动,滚珠454弹性支撑着上承载板43,再调整罐体与左夹持机构2、右夹持机构3之间的相对位置,调整完毕之后,右夹持机构3配合左夹持机构2将罐体夹紧,确保夹持位置准确,使得焊机在罐体上准确焊接。同时,罐体脱离上承载板43。
31.需要补充说明的是,罐体脱离上承载板43之后,在弹簧456弹性势能的作用下,滚珠454与上承载板43之间再次相互转动,最终滚珠454与定位孔431卡位,实现复位,不需人工调整,比较方便。
32.另外,作为进一步的改进,辅助旋转机构45还包括滚珠座457,滚珠座457螺接在压块453上,且滚珠座457上设有凹槽,滚珠454设于凹槽内,能够自由转动。滚珠座457增大压块453与上承载板43之间的距离,可避免上承载板43与固定座451之间产生摩擦。
33.进一步的,如附图6所示,旋转单元44位于上承载板43与下承载板42之间,旋转单元44包括轴套441和转轴442,轴套441通过第一轴承转动设于下承载板42上,转轴442一端
通过第二轴承转动设于上承载板43上,另一端嵌设在轴套441内,实现上承载板43与下承载板42之间相互转动。
34.如附图1所示,左夹持机构2包括电箱21、旋转驱动件和左夹盘22,电箱21设置在底座1一端。旋转驱动件设置于电箱21内,且其输出轴与左夹盘22连接,另外,旋转驱动件为电机;右夹持机构3包括支撑座31、夹紧驱动件32和右夹盘33,支撑座31滑动设于第一滑轨11上,且支撑座31顶部设有轴筒311,轴筒311内转动设有伸缩轴,伸缩轴一端与右夹盘33连接,另一端与夹紧驱动件32的输出轴连接,夹紧驱动件32为气缸并固定在轴筒311上,夹紧驱动件32驱动伸缩轴和右夹盘33,配合左夹盘22夹紧罐体。旋转驱动件驱动左夹盘22转动,进而带动罐体和右夹盘33转动。
35.如附图2~3所示,罐体环缝焊机还包括龙门架5,龙门架5设于底座1上,且龙门架5上设有第二滑轨51,焊枪通过焊枪调整机构6活动设于第二滑轨51上,焊枪调整机构6包括纵向调整单元和横向调整单元,纵向调整单元包括纵向滑座61,纵向滑座61设于第二滑轨51上,且纵向滑座61内设有纵向丝杆62,纵向丝杆62上设有纵向丝杆螺母63,且纵向丝杆62一端连接有电机,横向调整单元包括横向滑座64,横向滑座64与纵向丝杆螺母63连接,且横向滑座64内设有横向丝杆65,横向丝杆65上设有横向丝杆65螺母,且横向丝杆65一端连接有电机,焊枪与横向丝杆65螺母连接。通过电机,驱动焊枪纵向和横向移动,配合左夹持机构2和右夹持机构3,实现对罐体两端环缝焊接。
36.以上结合附图对本实用新型的实施方式作了详细说明,但本实用新型不限于所描述的实施方式。对于本领域的技术人员而言,在不脱离本实用新型原理和精神的情况下,对这些实施方式进行多种变化、修改、替换和变型,仍落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1