一种用于激光切割机的导流喷嘴的制作方法
1.本实用新型涉及一种用于激光切割机的导流喷嘴,适用于激光切割领域。
背景技术:
2.激光切割是利用高能量密度的激光束作为热源的一种高效精密切割方法。激光束照射到工件表面,使工件达到熔点或沸点,同时与光束同轴的高压辅助气体将熔化的金属吹走,随着光束与工件相对位置的移动,最终使材料形成切缝,从而达到切割的目的。现有激光喷嘴的气体通道大多呈锥形,方便辅助气体汇聚喷出形成高压气流,但同时也会会在惯性作用下快速导致气流喷出后分散,导致气体压力与浓度快速下降,也不利于控制气体的作用点。所以为了保证切割的质量与稳定性,喷嘴出口与工件表面需保持较小的距离,使辅助气流吹至切割点时仍具有较大的压力、浓度和形状流向,但距离过近会导致喷嘴与工件发生干涉、碰撞,进而导致激光头或工件损坏;而距离太远又会使得辅助气体的压力与浓度达不到加工要求,导致切割质量下降。
技术实现要素:
3.为了解决上述现有技术存在的缺陷,本实用新型提出了一种用于激光切割机的导流喷嘴。
4.本实用新型采用的技术方案是:一种用于激光切割机的导流喷嘴,包括喷嘴本体、设置在喷嘴本体内部的气流通道,喷嘴本体为一体成型,保证喷嘴本体的强度。喷嘴本体的下部设置有导流部,导流部为圆柱形。气流通道包括由上至下依次连接且同轴设置的呈圆台形的第一气道、呈圆柱形的第二气道,第一气道的上端直径大于其下端直径,第一气道的锥角为20
°
~32
°
,提高第一气道的导流效果,增大气体对切割面的覆盖面积,起到快速冷却、保护端面的作用。第一气道的下端直径与第二气道的直径相同,第二气道与导流部同轴设置,第二气道的高度大于等于导流部的高度,使辅助气体在第二气道内进行整流,提高气流的稳定性,进而提高辅助气体喷出后的有效范围,也便于控制气流的作用点。由此可在保证切割质量与稳定性的同时增大喷嘴本体与工件之间的距离,并且呈圆柱形的导流部可进一步提高喷嘴本体的避让性,使切割过程更加灵活。
5.进一步地,喷嘴本体还包括从上至下依次排布的螺纹部、安装部、加固部,导流部设置在加固部的下方,可以将,螺纹部、安装部、加固部、导流部以及气流通道均同轴设置,便于控制切割焦点及引导气流。
6.更进一步地,安装部的侧面包括若干间隔排布的曲面与平面,曲面均位于同一圆柱面上,该圆柱面的中心线与安装部的轴心线重合,平面均与喷嘴本体的轴心线相互平行,为喷嘴本体的拆装提供夹持面,曲面和平面均沿喷嘴本体的中心轴线呈圆周阵列分布,方便手动或实用工具对喷嘴本体进行拆卸或安装。
7.更进一步地,加固部为圆台形,且加固部的上端面直径大于其下端面直径,提高喷嘴本体的牢固度。
8.更进一步地,加固部的锥角为115
°
~125
°
,可以在提高喷嘴本体牢固度的同时保证喷嘴本体的散热性能,防止温度过高造成激光设备损坏。
9.更进一步地,导流部的直径与加固部的下端面直径相同,且导流部与加固部相接处设置有倒角,提高导流部与加固部连接的牢固度,防止导流部断裂,同时也通过导流部增大加固部与工件表面的距离,进一步提高喷嘴本体的散热性能。
10.进一步地,气流通道还包括第三气道,第三气道设置在第一气道的上方且与第一气道相连接,第三气道呈圆柱形,且第三气道的直径大于第一气道的上端直径,当辅助气体从第三气道流入第一气道时会被急剧压缩,进而提高辅助气体的压力,起到增压效果。
11.由于上述技术方案运用,本实用新型相较现有技术具有以下优点:
12.本实用新型中的用于激光切割机的导流喷嘴,通过呈圆台形的第一气道和呈圆柱形的第二气道对辅助气体进行导流及整流,可以在保证辅助气体的高压、高速的同时提高气流的稳定性,使其喷出后不会快速逸散,进而可以在保证切割质量同时增大喷嘴本体与工件表面之间的距离,避免喷嘴本体在切割时与工件发生干涉,圆柱形的导流部可以将加固部相对于工件表面进行抬高,提高喷嘴本体的避让性以及散热性。
附图说明
13.后文将参照附图以示例性而非限制性的方式详细描述本实用新型的一些具体实施例。附图中相同的附图标记标示了相同或类似的组件或部分。本领域技术人员应该理解,这些附图未必是按比例绘制的。附图中:
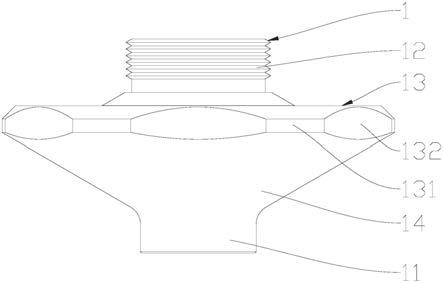
14.图1是本实用新型中一个实施例的喷嘴本体的结构示意图;
15.图2是图1所示实施例中气流通道的剖视图。
16.其中,附图标记说明如下:
17.1、喷嘴本体;11、导流部;12、螺纹部;13、安装部;131、曲面;132、平面;14、加固部;2、气流通道;21、第一气道;22、第二气道;23、第三气道。
具体实施方式
18.下面将结合附图对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.在本实用新型的描述中,需要说明的是,有关方向描述的术语“上”、“下”是按照正常使用情况时喷嘴相对工件的方向来定义的,具体的,正常使用时,远离工件的一侧为“上”,反之则为“下”;术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。此外,下面所描述的本实用新型不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
20.参考附图1~2,本实施例中的用于激光切割机的导流喷嘴,包括喷嘴本体 1、设置在喷嘴本体1内部的气流通道2,喷嘴本体1为一体成型,保证喷嘴本体1的强度。
21.喷嘴本体1包括从上至下依次排布的螺纹部12、安装部13、加固部14、导流部11,螺纹部12、安装部13、加固部14、导流部11以及气流通道2均同轴设置,安装部13的侧面包括若
干间隔排布的曲面131与平面132,曲面131均位于同一圆柱面上,该圆柱面的中心线与安装部13的轴心线重合,为喷嘴本体 1的拆装提供夹持面,加固部14为圆台形,且加固部14的上端面直径大于其下端面直径,提高喷嘴本体1的牢固度,导流部11为圆柱形,导流部11的直径与加固部14的下端面直径相同,提高喷嘴本体1的避让性,进而提高切割灵活性,也通过导流部11增大加固部14与工件表面的距离,提高喷嘴本体1的散热性能。
22.气流通道2包括由上至下依次连接且同轴设置的呈圆柱形的第三气道23、呈圆台形的第一气道21、呈圆柱形的第二气道22,第三气道23的直径大于第一气道21的上端直径,当辅助气体从第三气道23流入第一气道21时会被急剧压缩,提高辅助气体的压力,起到增压效果,第一气道21的上端直径大于其下端直径,本实施例中第一气道21的锥角为22
°
,可提高第一气道21的导流效果,增大气体对切割面的覆盖面积,起到快速冷却、保护端面的作用,第一气道 21的下端直径与第二气道22的直径相同,第二气道22与导流部11同轴设置,第二气道22的高度大于等于导流部11的高度,使得辅助气体在第二气道22内进行整流,提高气流的稳定性,进而提高辅助气体喷出后的有效范围,也便于控制气流的作用点,以在保证切割质量与稳定性的同时增大喷嘴本体1与工件之间的距离,防止喷嘴本体1与工件发生碰撞。
23.在一种更为优选的实施方案中,平面132均与喷嘴本体1的轴心线相互平行,且平面132设置有6个,曲面131和平面132均沿喷嘴本体1的中心轴线呈圆周阵列分布,方便手动或使用工具对喷嘴本体1进行拆卸或安装。
24.在一种更为优选的实施方案中,加固部14的锥角为120
°
,以便更好的保证喷嘴本体1的牢固度与散热性。
25.在一种更为优选的实施方案中,导流部11与加固部14相接处设置有倒角,提高导流部11与加固部14连接的牢固度,防止导流部11断裂。
26.由于上述技术方案的运用,本实用新型相较现有技术具有以下优点:
27.本实用新型中的用于激光切割机的导流喷嘴,通过呈圆台形的第一气道和呈圆柱形的第二气道对辅助气体进行导流及整流,可以在保证辅助气体的高压、高速的同时提高气流的稳定性,使其喷出后不会快速逸散,进而可以在保证切割质量同时增大喷嘴本体与工件表面之间的距离,避免喷嘴本体在切割时与工件发生碰撞而造成的损坏,圆柱形的导流部可以将加固部相对于工件表面进行抬高,提高喷嘴本体的避让性以及散热性。
28.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1