一种冰箱中梁自动焊接装置的制作方法
1.本实用新型涉及冰箱中梁焊接领域,具体涉及一种冰箱中梁自动焊接装置。
背景技术:
2.目前冰箱门都是通过铰链安装在冰箱中梁上,安装铰链时需要在冰箱中梁的前部和后部处焊接加强铁,以提升铰链与冰箱中梁装配的稳固性,现有技术中加强铁与冰箱中梁焊接是由人工完成的,工人不仅需要将加强铁与冰箱中梁安装,还需要将安装加强铁的冰箱中梁放到焊机上进行操作焊接,每次只能焊接一个冰箱中梁,效率低下,浪费人力物力,不符合现代企业进行自动化生产的需求。
技术实现要素:
3.针对现有技术存在的问题,本实用新型提供了一种冰箱中梁自动焊接装置,提高了冰箱中梁的焊接效率。
4.本实用新型采用以下的技术方案:
5.一种冰箱中梁自动焊接装置,包括并列设置的两条焊接生产线,两条焊接生产线之间有间隙,在间隙的右部设置有自动焊接机械手;
6.所述焊接生产线包括焊接支架和皮带运输线,焊接支架的左部设置有两条滑轨,滑轨上滑动连接有焊接平台,焊接平台上设置有多组冰箱中梁固定工位,焊接支架的右下部设置有升降皮带运输机;所述皮带运输线设置在焊接支架的右方并与升降皮带运输机相靠近,升降皮带运输机的右端位于皮带运输线的左端的上方;
7.每组冰箱中梁固定工位均包括两组冰箱中梁定位件,每组冰箱中梁定位件包括纵向相对设置的两个定位块,每个定位块上均有定位柱,每组冰箱中梁固定工位的两组冰箱中梁定位件之间设置有三个旋转压料气缸,三个旋转压料气缸纵向分布,旋转压料气缸的顶部设置有压料板;
8.所述焊接平台的底部连接有一个移位气缸,移位气缸固定在焊接支架上,移位气缸能够带动焊接平台在滑轨上左右滑动;
9.所述升降皮带运输机包括升降气缸和两条运输皮带,升降气缸能够带动运输皮带升降;在焊接平台移动到焊接支架右部时,两条运输皮带能够伸入到焊接平台上方。
10.优选地,冰箱中梁的前部和后部处能够放置加强铁,冰箱中梁及加强铁放置到一组冰箱中梁定位件上时,通过定位块上的定位柱对冰箱中梁与加强铁进行定位。
11.优选地,在冰箱中梁和加强铁放置到一组冰箱中梁定位件上后,三个旋转压料气缸分别能够对冰箱中梁前部及加强铁进行压紧,对冰箱中梁的中部进行压紧,对冰箱中梁的后部及加强铁进行压紧。
12.优选地,在两个焊接支架的中部纵向的设置有一个挡板,挡板的下方留有空隙,所述焊接平台能够在空隙中穿行。
13.本实用新型具有的有益效果是:
14.本实用新型提供的冰箱中梁自动焊接装置,工人只需要在焊接平台的每组冰箱中梁固定工位上放置冰箱中梁和加强铁,冰箱中梁焊接前的运输由焊接平台和移位气缸完成,冰箱中梁的焊接由自动焊接机械手完成,冰箱中梁焊接后的运输由升降皮带运输机和皮带运输线完成,从而极大的节省了人力,降低了劳动成本,提高了冰箱中梁的焊接生产效率,提升了企业的自动化生产规模,为企业带来很好的经济效益。
附图说明
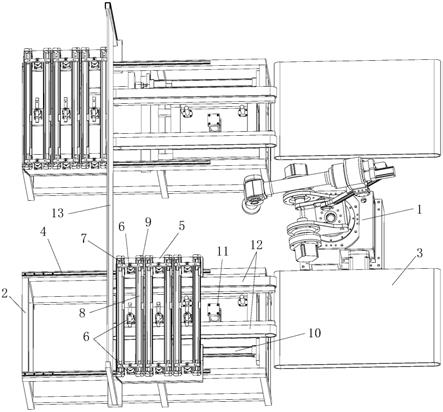
15.图1为冰箱中梁自动焊接装置的结构示意图。
16.图2为冰箱中梁放置在冰箱中梁固定工位上的示意图。
具体实施方式
17.下面结合附图对本实用新型进行具体的说明:
18.结合图1和图2,一种冰箱中梁自动焊接装置,包括并列设置的两条焊接生产线,两条焊接生产线之间有间隙,在间隙的右部设置有自动焊接机械手1。
19.自动焊接机械手能够按照提前设定好的程序进行自动焊接动作,是提升冰箱中梁焊接效率的关键。自动焊接机械手属于现有自动机械设备,在此不进行赘述。
20.两条焊接生产线结构相同。焊接生产线包括焊接支架2和皮带运输线3,焊接支架的左部设置有两条滑轨4,滑轨上滑动连接有焊接平台5,焊接平台上设置有多组冰箱中梁固定工位,焊接支架的右下部设置有升降皮带运输机。
21.皮带运输线设置在焊接支架的右方并与升降皮带运输机相靠近,升降皮带运输机的右端位于皮带运输线的左端的上方。
22.升降皮带运输机的作用是将焊接完的冰箱中梁移动到皮带运输线上。
23.如图1和图2,每组冰箱中梁固定工位均包括两组冰箱中梁定位件,每组冰箱中梁定位件包括纵向相对设置的前后两个定位块(图中被冰箱中梁遮挡),每个定位块上均有定位柱,每组冰箱中梁固定工位的两组冰箱中梁定位件之间设置有三个旋转压料气缸6,三个旋转压料气缸纵向分布,旋转压料气缸的顶部设置有压料板7。
24.冰箱中梁8的前部和后部处能够放置加强铁9,冰箱中梁及加强铁放置到一组冰箱中梁定位件上时,通过定位块上的定位柱对冰箱中梁与加强铁进行定位。
25.定位柱能将冰箱中梁和加强铁定位,便于冰箱中梁和加强铁的安装。
26.三个旋转压料气缸分别设置在两组冰箱中梁定位件之间的前部、中部和后部。
27.在冰箱中梁和加强铁放置到一组冰箱中梁定位件上后,三个旋转压料气缸分别能够对冰箱中梁前部及加强铁进行压紧,对冰箱中梁的中部进行压紧,对冰箱中梁的后部及加强铁进行压紧。
28.焊接平台的底部连接有一个移位气缸10,移位气缸固定在焊接支架上,移位气缸能够带动焊接平台在滑轨上左右滑动。
29.升降皮带运输机包括升降气缸11和两条运输皮带12,升降气缸能够带动运输皮带升降。
30.在焊接平台移动到焊接支架右部时,两条运输皮带能够伸入到焊接平台上方。
31.具体的,两条运输皮带处于正常位置时,焊接平台携带定位固定好的冰箱中梁移
动到焊接支架右部时,两条运输皮带能够伸入到焊接平台上方并位于冰箱中梁的下方,当冰箱中梁焊接完后,两条运输皮带上升能将焊接完的冰箱中梁托起,并运输至皮带运输线。
32.两条运输皮带之间有空隙,能够避让开中部的旋转压料气缸,避免位置冲突。
33.在两个焊接支架的中部纵向的设置有一个挡板13,挡板的下方留有空隙,焊接平台能够在空隙中穿行。
34.挡板13的作用是隔绝焊接位置与工人安装位置,防止焊接对工人的危害和损伤。
35.本实用新型大致工作过程为:
36.两条焊接生产线能够交替进行焊接工作,初始时在挡板的左侧的第一条焊接生产线的焊机平台的冰箱中梁固定工位上放置多个冰箱中梁,冰箱中梁上放置加强铁,之后,旋转压料气缸动作将加强铁和冰箱中梁压紧,在移位气缸带动下,焊接平台穿过挡板下方的空隙移动到焊接支架的右部,之后自动焊接机械手完成此焊接平台的冰箱中梁的焊接,挡板能够阻挡焊接过程的强光等,防止焊接对工人的危害和损伤;此时,工人继续在第二条焊接生产线的焊机平台的冰箱中梁固定工位上放置冰箱中梁和加强铁;第一条焊接生产线上完成冰箱中梁焊接后,旋转压料气缸取消压料,升降皮带运输机的两条运输皮带上升,将焊接后的冰箱中梁托起并输送至皮带运输线,之后,第一条焊接生产线的焊机平台在移位气缸带动下左移回位;在第二条焊接生产线放置好冰箱中梁和加强铁后,第二条焊接生产线的移位气缸带动焊接平台移动到焊接支架的右部,自动焊接机械手对第二条焊接生产线的冰箱中梁进行焊接,焊接完后的动作过程与第一条焊接生产线相同;两个焊接生产线交替进行上料、焊接、出料动作,效率更高。
37.当然,上述说明并非是对本实用新型的限制,本实用新型也并不仅限于上述举例,本技术领域的技术人员在本实用新型的实质范围内所做出的变化、改型、添加或替换,也应属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1