一种轴承外圈翻边冲压工装的制作方法
1.本实用新型涉及轴承制造装备技术领域,尤其是一种轴承外圈翻边冲压工装。
背景技术:
2.某型号轴承的轴承外圈为冲压件,且两端都设有翻边,通常先冲压出底部翻边,另一端的翻边在装配中的卷边工序进行,但是单独的卷边工序需要单独的设备,同时卷边形成翻边时会造成外圈口部尺寸涨大,外圈厚度尺寸不一致的问题,产品合格率不良。
技术实现要素:
3.为了克服上述现有问题的不足,本实用新型提供了一种轴承外圈翻边冲压工装。
4.本实用新型解决其技术问题所采用的技术方案是:一种轴承外圈翻边冲压工装,包括上模、上模定位芯、弹簧、下模、下模垫块及退料杆,所述上模固定在冲床滑座上,且设有弹簧腔及上导向孔,所述弹簧安装在弹簧腔内,其上端抵接上模,其下端抵接上模定位芯,所述上模定位芯滑动安装在上导向孔内,其下端伸出上模的上导向孔,所述下模垫块固定在冲床工作台上,且设有下导向孔和限位孔,所述下模固定在下模垫块上方,所述退料杆通过导向部滑动安装在下导向孔中,其上端设置的顶头的端面与下模的上端面齐平,其下端的大端滑动安装在限位孔中,所述退料杆与冲床退料板连接,所述上模、下模及下模垫块的轴线平齐。
5.一种轴承外圈翻边冲压工装,包括上模、上模定位芯、弹簧、下模、下模垫块及退料杆,所述上模固定在冲床滑座上,且设有弹簧腔及上导向孔,所述弹簧安装在弹簧腔内,其上端抵接上模,其下端抵接上模定位芯,所述上模定位芯滑动安装在上导向孔内,其下端伸出上模的上导向孔,所述下模垫块固定在冲床工作台上,且设有下导向孔和限位孔,所述下模固定在下模垫块上方,所述退料杆通过导向部滑动安装在下导向孔中,其上端设置的顶头的端面与下模的上端面齐平,其下端的大端滑动安装在限位孔中,所述退料杆与冲床退料板连接,所述上模、下模及下模垫块的轴线平齐,所述上导向孔的下端孔口设有45
°
型腔。
6.外圈经前道冲压工序完成底部翻边、切边等工序后,先经设有45
°
型腔的翻边冲压工装在上端面冲压出45
°
翻边,再通过平底的翻边冲压工装冲压出90
°
翻边。具体的,冲床退料板连接的退料杆在冲压前,其顶头的端面与下模的上端面齐平,外圈经自动上料装置摆正在顶头的端面后,冲床滑座带动上模下移,上模定位芯先伸入外圈的端面中孔中,对外圈位置进行二次校正,然后上模的45
°
型腔面或下端面抵接外圈的上端,外圈、上模、退料杆一起继续下移,外圈进入下模内,至退料杆到底后对外圈冲压并形成45
°
翻边或90
°
翻边。完成冲压后,冲床滑座带动上模上移,冲床退料板带动退料杆和外圈一同上移,直到上模定位芯离开外圈,自动上料装置将已完成的外圈半成品移动至下一个工位,依此循环。平底的翻边冲压工装和设有45
°
型腔的翻边冲压工装与前道底部翻边、切边等工序的冲压工装一同使用,在自动连续冲床上形成连续的外圈冲压生产。
7.根据本实用新型的另一个实施例,进一步包括,所述上模的下端设有定位倒角。通
过设置定位倒角,使上模定位芯进入外圈的端面中孔内时,对外圈的位置进行更好的校正。
8.根据本实用新型的另一个实施例,进一步包括,所述顶头中部设有避让孔,所述避让孔的孔径大于外圈的端面中孔的孔径。由于外圈的端面中孔与顶头的端面距离较近,导致定位倒角的设置受限,通过设置避让孔,可以使定位倒角的尺寸和角度更优化,保证外圈定位准确及稳定的冲压处理。
9.根据本实用新型的另一个实施例,进一步包括,所述下模为分体结构,其中部装有耐磨材料材质的衬套。通过设置衬套,提高下模的寿命,避免因重复使用磨损导致外圈的外径在冲压时涨大。
10.本实用新型的有益效果是,该装置结构稳定,可以有效利用自动连续冲床的多余工位,对外圈口部进行45
°
翻边和90
°
翻边,自动化生产效率高,去除了后道装配卷边工序,减少了人工,降低了成本,同时冲压工装加工时定位准确,有效保证了外圈两个端面的平行度和高度尺寸一致性,并有效防止卷边后外圈口部尺寸涨大,改善了外圈的加工质量。
附图说明
11.下面结合附图和实施例对本实用新型进一步说明。
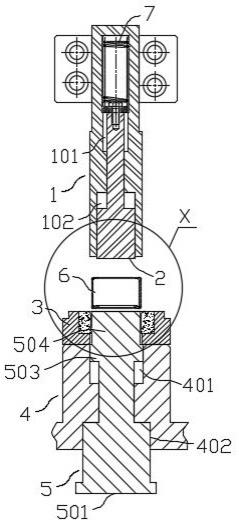
12.图1是本实用新型的结构示意图;
13.图2是图1中x处放大图;
14.图3是设有45
°
型腔的x处放大图;
15.图4是外圈的第一状态示意图;
16.图5是外圈的第二状态示意图;
17.图6是外圈的第三状态示意图。
18.图中,上模1,弹簧腔101,上导向孔102,45
°
型腔103,上模定位芯2,定位倒角201,下模3,衬套301,下模垫块4,下导向孔401,限位孔402,退料杆5,大端501,导向部503,顶头504,避让孔505,外圈6,端面中孔601,翻边602,弹簧7。
具体实施方式
19.如图1-3是本实用新型的结构示意图,一种轴承外圈翻边冲压工装,包括上模1、上模定位芯2、弹簧7、下模3、下模垫块4及退料杆5,所述上模1固定在冲床滑座上,且设有弹簧腔101及上导向孔102,所述弹簧7安装在弹簧腔101内,其上端抵接上模1,其下端抵接上模定位芯2,所述上模定位芯2滑动安装在上导向孔102内,其下端伸出上模1的上导向孔102,所述下模垫块4固定在冲床工作台上,且设有下导向孔401和限位孔402,所述下模3固定在下模垫块4上方,所述退料杆5通过导向部503滑动安装在下导向孔401中,其上端设置的顶头504的端面与下模3的上端面齐平,其下端的大端501滑动安装在限位孔402中,所述退料杆5与冲床退料板连接,所述上模1、下模3及下模垫块4的轴线平齐。
20.一种轴承外圈翻边冲压工装,包括上模1、上模定位芯2、弹簧7、下模3、下模垫块4及退料杆5,所述上模1固定在冲床滑座上,且设有弹簧腔101及上导向孔102,所述弹簧7安装在弹簧腔101内,其上端抵接上模1,其下端抵接上模定位芯2,所述上模定位芯2滑动安装在上导向孔102内,其下端伸出上模1的上导向孔102,所述下模垫块4固定在冲床工作台上,且设有下导向孔401和限位孔402,所述下模3固定在下模垫块4上方,所述退料杆5通过导向
部503滑动安装在下导向孔401中,其上端设置的顶头504的端面与下模3的上端面齐平,其下端的大端501滑动安装在限位孔402中,所述退料杆5与冲床退料板连接,所述上模1、下模3及下模垫块4的轴线平齐,所述上导向孔102的下端孔口设有45
°
型腔103。
21.待加工工件为图4所示的外圈6的第一状态,上端没有翻边602,通过设有45
°
型腔的翻边冲压工装冲压成图5中的外圈6的第二状态,上端形成45
°
的翻边602,然后经平底的翻边冲压工装冲压成图6中外圈6的第三状态,上端形成90
°
的翻边602。
22.所述下模3的内径与外圆的外径相匹配;
23.滑座、工作台、退料板及自动上料装置均为自动连续冲床的已有装置。所述退料板为连接有弹簧的功能板件,对退料杆5形成一定的持续的向上推力。
24.优选的,所述上模1的下端设有定位倒角201。定位倒角201可以为15
°
或30
°
。
25.优选的,所述顶头504中部设有避让孔505,所述避让孔505的孔径大于外圈6的端面中孔601的孔径。
26.优选的,所述下模3为分体结构,其中部装有耐磨材料材质的衬套301。所述衬套301可以为硬质合金材质或淬硬钢。
27.以上说明对本实用新型而言只是说明性的,而非限制性的,本领域普通技术人员理解,在不脱离所附权利要求所限定的精神和范围的情况下,可做出许多修改、变化或等效,但都将落入本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1