一种磷酸铁锂电芯激光点焊工装的制作方法
1.本实用新型涉及点焊装置领域,特别涉及一种磷酸铁锂电芯激光点焊工装。
背景技术:
2.当前,磷酸铁锂电芯点焊把镍片吸附在点焊夹具上盖,在把工装扣入电芯模组上方,在电芯模组上方安装正面压紧板,依靠点焊机顶升机制把电芯模组顶高使压桶把镍片压紧在分别对每个电芯进行激光点焊。
3.使用镍片吸附式点焊夹具上盖,镍片装入工装后,镍片会下沉于工装槽内,工装扣入上方后镍片与电芯极耳之间会有一个较大的缝隙,点焊机顶升压桶压紧时容易偏位、镍片与电芯未压紧,在生产过程中易出现镍片点穿造成焊点不够牢固,在生产过程不良率高。
技术实现要素:
4.【1】要解决的技术问题
5.本实用新型要解决的技术问题是提供一种解决镍片偏移、因未压紧导致点焊不良,电焊牢固,提高点焊良品率的磷酸铁锂电芯激光点焊工装。
6.【2】解决问题的技术方案
7.一种磷酸铁锂电芯激光点焊工装,包括压紧板、上盖、下盖以及底座,所述下盖与底座通过支撑柱连接,所述压紧板下端设有压桶,所述压桶上方设有导向柱,所述导向柱内部设有弹簧,所述上盖设有多个第一通孔,所述压桶的底端半径小于所述第一通孔的半径,所述上盖的下端设有多个凸台。
8.进一步的,所述上盖与下盖的四个角落均设有第二通孔,所述上盖与下盖之间设有连接轴,所述连接轴与所述第二通孔相匹配。
9.进一步的,所述压桶的底端半径从上到下逐渐减小。
10.进一步的,所述底座设有若干个定位块。
11.进一步的,所述定位块的个数为六个,六个所述定位块分布在所述底座的前端,中端以及后端。
12.【3】有益效果
13.本实用新型是一种解决镍片偏移、因未压紧导致点焊不良,电焊牢固,提高点焊良品率的磷酸铁锂电芯激光点焊工装。
附图说明
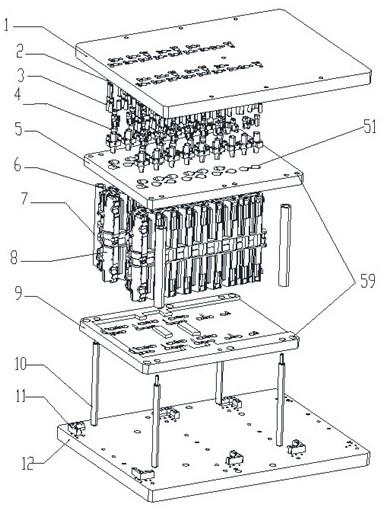
14.图1为本实用新型的结构示意图;
15.图2为本实用新型中上盖的仰视结构示意图。
16.图中:压紧板1,导向柱2,弹簧3,压桶4,上盖5,第一通孔51,凸台52,第二通孔59,镍片6,连接轴7,电池组件8,下盖9,定位块11,支撑柱10,底座12。
具体实施方式
17.下面结合附图,详细介绍本实用新型实施例。
18.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用于解释本实用新型,并不用于限定本实用新型。
19.参阅图1至图2,一种磷酸铁锂电芯激光点焊工装,包括压紧板1、上盖5、下盖9以及底座12,电池组件8位于所述上盖5、下盖9之间,所述下盖9与底座12通过支撑柱10连接,所述压紧板1下端设有压桶4,所述压桶4上方设有导向柱2,所述导向柱2内部设有弹簧3。所述上盖5设有多个第一通孔51,所述压桶4的底端半径小于所述第一通孔51的半径,所述上盖5的下端设有多个凸台52,所述凸台52与电池组件8上端的镍片6相对应,使用时所述上盖5能够挤压电池组件8,使凸台52锁紧电池组件8上的镍片6。
20.优选的,为了进一步加强上盖5、下盖9与电池组件8之间的连接,所述上盖5与下盖9的四个角落均设有第二通孔59,所述上盖5与下盖9之间设有连接轴7,所述连接轴7与所述第二通孔59相匹配。
21.优选的,为了加强压桶4对电池组件8上镍片6的作用力,以及提高电焊效果,所述压桶4的底端半径从上到下逐渐减小。
22.优选的,所述底座12设有若干个定位块11,可使底座12通过定位块11与激光点焊机工作台面连接。
23.优选的,为提高定位块11与激光点焊机工作台面的连接效果,所述定位块11的个数为六个,六个所述定位块11分布在所述底座12的前端,中端以及后端。
24.工作原理:在下盖9装入电池组件8,在电池组件8点焊位置装入镍片6,把上盖5扣入已装好的电池组件8上方,依靠连接轴7与上盖5下端的凸台52压紧镍片,点焊机启动时顶升机制把压紧板1位置顶升,每个压桶4分别压紧镍片6,露出点焊位置进行点焊。
25.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
技术特征:
1.一种磷酸铁锂电芯激光点焊工装,包括压紧板(1)、上盖(5)、下盖(9)以及底座(12),所述下盖(9)与底座(12)通过支撑柱(10)连接,其特征在于,所述压紧板(1)下端设有压桶(4),所述压桶(4)上方设有导向柱(2),所述导向柱(2)内部设有弹簧(3),所述上盖(5)设有多个第一通孔(51),所述压桶(4)的底端半径小于所述第一通孔(51)的半径,所述上盖(5)的下端设有多个凸台(52)。2.如权利要求1所述的一种磷酸铁锂电芯激光点焊工装,其特征在于:所述上盖(5)与下盖(9)的四个角落均设有第二通孔(59),所述上盖(5)与下盖(9)之间设有连接轴(7),所述连接轴(7)与所述第二通孔(59)相匹配。3.如权利要求1所述的一种磷酸铁锂电芯激光点焊工装,其特征在于:所述压桶(4)的底端半径从上到下逐渐减小。4.如权利要求1所述的一种磷酸铁锂电芯激光点焊工装,其特征在于:所述底座(12)设有若干个定位块(11)。5.如权利要求4所述的一种磷酸铁锂电芯激光点焊工装,其特征在于:所述定位块(11)的个数为六个,六个所述定位块(11)分布在所述底座(12)的前端,中端以及后端。
技术总结
一种磷酸铁锂电芯激光点焊工装,包括压紧板、上盖、下盖以及底座,所述下盖与底座通过支撑柱连接,所述压紧板下端设有压桶,所述压桶上方设有导向柱,所述导向柱内部设有弹簧,所述上盖设有多个第一通孔,所述压桶的底端半径小于所述第一通孔的半径,所述上盖的下端设有多个凸台。本实用新型是一种解决镍片偏移、因未压紧导致点焊不良,电焊牢固,提高点焊良品率的磷酸铁锂电芯激光点焊工装。率的磷酸铁锂电芯激光点焊工装。率的磷酸铁锂电芯激光点焊工装。
技术研发人员:苏志强
受保护的技术使用者:福建嘉鑫博源电子科技有限公司
技术研发日:2021.09.29
技术公布日:2022/4/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1