一种制作盒形空心件窄边一次折弯成型的模具的制作方法
1.本实用新型涉及一种空心件制作技术领域,尤其指一种制作盒形空心件窄边一次折弯成型的模具。
背景技术:
2.申请人原有一种申请号为cn202010487728.7名称为《一种浮动组件的连接装置及其使用方法》的中国发明专利公开了一种浮动组件的连接装置,包括上模体与下模体,所述上模体与上模体驱动部相连接,所述上模体能由上模体驱动部驱动相对下模体上下移动,其特征在于:在所述下模体上设置有能将钣金件定位在下模体上并将螺母件定位在钣金件的翼板之间内腔中的定位部、能打开定位部从而能从定位部上取出或装入钣金件与螺母件的驱动机构、能与上模体相联动而按压翼板使装入螺母件的钣金件弯折为钣金盒体的造型部以及能在上模体与造型部相分离时使造型部复位的造型部复位机构,所述驱动机构、上模体驱动部分别与开关、电源相连接。该专利的优点在于:实现钣金件与螺母件的非刚性连接,制作出满足加工要求的浮动组件。然而,该装置中的成型工艺为先预弯折,再拍平,完成整体成型工艺需要两台设备,两套模套,产品生产效率低,产品生产成本高,所以该装置还需进一步改进。
技术实现要素:
3.本实用新型所要解决的技术问题是针对上述现有技术现状而提供一种可以一次折弯成型,提高产品生产效率,降低产品生产成本的制作盒形空心件窄边一次折弯成型的模具。
4.本实用新型解决上述技术问题所采用的技术方案为:一种制作盒形空心件窄边一次折弯成型的模具,包括有上模体、下模体和驱动机构,所述上模体与上模块驱动部相连接,所述上模体在上模体驱动部驱动下能相对下模体上下移动,所述上模体包括有定位板、折弯块导向板、左右对称的两块偏心折弯块和两根折弯块固定针,所述折弯块导向板和所述折弯块固定针固定于所述定位板上,所述偏心折弯块为带缺口的空心块,所述缺口高度大于等于盒形空心件螺母件凸部高度,所述偏心折弯块包括有弧面、平面和底面,所述折弯块导向板底部设置有与所述弧面相匹配的不规则缺口,所述不规则缺口空间大于所述偏心折弯块体积,所述底面形状与盒形空心件翼板形状相匹配,所述偏心折弯块前后面分别设置有对称的弧形缺口,所述折弯块固定针穿过弧形缺口与偏心折弯块活动相连,所述驱动机构和上模块驱动部分别与电机相连接。
5.所述驱动机构包括有平板,所述平板设置有移动块和驱动杆,所述移动块一端设置有芯棒,所述移动块另一端与驱动杆固定连接,所述驱动杆与气缸或油缸相连。
6.所述下模板包括有脱料块、定位块、左右对称的两块下顶块、两块限位块和弹簧,所述脱料块设置有方形缺口,所述方形缺口横截面大于或等于所述下顶块最大横截面,所述定位块设置有前后对称的两个定位销和左右对称的两个可供芯棒通过的缺口,所述定位
块与所述平板相连接,所述下顶块顶部为上尖下宽的楔形,所述楔形顶部为圆弧,所述楔形挤压面设置有螺纹,所述弹簧分别设置于脱料块和平板下方。
7.所述折弯块固定针前端设置有限位螺母,所述折弯块固定针长度大于所述偏心折弯块长度。
8.与现有技术相比,本实用新型的优点在于:仅使用一套模具就能同时达成弯折、拍平两道工艺,降低了生产成本,提高了生产效率。
附图说明
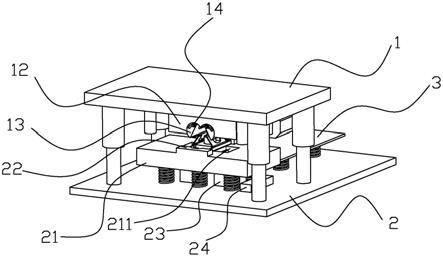
9.图1为本实施例的立体图;
10.图2为本实施例挤压前的正视图;
11.图3为本实施例挤压时的正视图;
12.图4为盒形空心件挤压前的立体图;
13.图5为盒形空心件挤压后的立体图;
14.图6为偏心折弯块的立体图;
15.图7为本实施例另一个角度的立体图。
具体实施方式
16.以下结合附图实施例对本实用新型作进一步详细描述。
17.如图1至图7所示,本实施例的一种制作盒形空心件窄边一次折弯成型的模具,包括有上模体1、下模体2和驱动机构3,所述上模体1与上模块驱动部相连接,所述上模体1在上模体驱动部驱动下能相对下模体2上下移动,所述上模体1包括有定位板11、折弯块导向板12、左右对称的两块偏心折弯块13和两根折弯块固定针14,所述折弯块导向板12和所述折弯块固定针14固定于所述定位板11上,所述偏心折弯块13为带缺口134的空心块,所述缺口134高度大于等于盒形空心件螺母件42凸部高度,所述偏心折弯块13包括有弧面131、平面132和底面133,所述折弯块导向板12底部设置有与所述弧面131相匹配的不规则缺口121,所述不规则缺口121空间大于所述偏心折弯块13体积,所述底面133形状与盒形空心件翼板411形状相匹配,所述偏心折弯块13前后面分别设置有对称的弧形缺口135,所述折弯块固定针14穿过弧形缺口135与偏心折弯块13活动相连,所述驱动机构3和上模块驱动部分别与电机相连接。
18.所述驱动机构3包括有平板31,所述平板31设置有移动块32和驱动杆33,所述移动块32一端设置有芯棒321,所述移动块32另一端与驱动杆33固定连接,所述驱动杆33与气缸或油缸相连。所述下模板2包括有脱料块21、定位块22、左右对称的两块下顶块23、两块限位块24和弹簧25,所述脱料块21设置有方形缺口211,所述方形缺口211横截面大于或等于所述下顶块23最大横截面,所述定位块22设置有前后对称的两个定位销221和左右对称的两个可供芯棒321通过的缺口,所述定位块22与所述平板31相连接,所述下顶块23顶部为上尖下宽的楔形,所述楔形顶部为圆弧,所述楔形挤压面设置有螺纹,所述弹簧25分别设置于脱料块21和平板31下方。所述折弯块固定针14前端设置有限位螺母,所述折弯块固定针14长度大于所述偏心折弯块13长度。
19.本实用新型实施例的具体工艺步骤如下:
20.步骤一:将盒形空心件钣金件41定位在设置有定位销221的定位块22上;
21.步骤二:设置于驱动机构3上的驱动杆33驱动移动块32向前移动,使芯棒321插入盒形空心件钣金件41内腔;
22.步骤三:将盒形空心件螺母件42夹置固定在芯棒321之间;
23.步骤四:上模体驱动部驱动上模体1相对下模块2向下移动,折弯块导向板12和折弯块固定针14挤压偏心折弯块13旋转将翼板411压平,下顶块23侧面挤压钣金件窄边412形成压扁螺纹,制得盒形空心件;
24.步骤五:上模体驱动部驱动上模块1向上移动,偏心折弯块13在重力作用下复位,下模块2在弹簧25作用下复位;
25.步骤六:驱动杆33驱动移动块32回到初始位置,取下盒形空心件,工艺结束。
26.对于盒形空心件折弯工序,原先的成型工艺为预折弯加拍平,需要两台设备,两套模套,效率低,成本高,通过改进冲压模具的结构设计,实现了新的成型工艺为一次折弯成型,不仅提高了产品的生产效率,而且缩短了生产周期,大幅降低了生产成本。该折弯模具的结构设计,主要采用的是折弯块、固定针、导向板实现折弯边始终法向受力,从而一次折弯到位,保证产品外观和尺寸要求。
技术特征:
1.一种制作盒形空心件窄边一次折弯成型的模具,包括有上模体(1)、下模体(2)和驱动机构(3),所述上模体(1)与上模块驱动部相连接,所述上模体(1)在上模体驱动部驱动下能相对下模体(2)上下移动,其特征在于:所述上模体(1)包括有定位板(11)、折弯块导向板(12)、左右对称的两块偏心折弯块(13)和两根折弯块固定针(14),所述折弯块导向板(12)和所述折弯块固定针(14)固定于所述定位板(11)上,所述偏心折弯块(13)为带缺口(134)的空心块,所述缺口(134)高度大于等于盒形空心件螺母件(42)凸部高度,所述偏心折弯块(13)包括有弧面(131)、平面(132)和底面(133),所述折弯块导向板(12)底部设置有与所述弧面(131)相匹配的不规则缺口(121),所述不规则缺口(121)空间大于所述偏心折弯块(13)体积,所述底面(133)形状与盒形空心件翼板(411)形状相匹配,所述偏心折弯块(13)前后面分别设置有对称的弧形缺口(135),所述折弯块固定针(14) 穿过弧形缺口(135)与偏心折弯块(13)活动相连,所述驱动机构(3)和上模块驱动部分别与电机相连接。2.根据权利要求1所述的制作盒形空心件窄边一次折弯成型的模具,其特征在于:所述驱动机构(3)包括有平板(31),所述平板(31)设置有移动块(32)和驱动杆(33),所述移动块(32)一端设置有芯棒(321),所述移动块(32)另一端与驱动杆(33)固定连接。3.根据权利要求2所述的制作盒形空心件窄边一次折弯成型的模具,其特征在于:所述驱动杆(33)与气缸或油缸相连。4.根据权利要求3所述的制作盒形空心件窄边一次折弯成型的模具,其特征在于:所述下模体(2)包括有脱料块(21)、定位块(22)、左右对称的两块下顶块(23)、两块限位块(24)和弹簧(25)。5.根据权利要求4所述的制作盒形空心件窄边一次折弯成型的模具,其特征在于:所述脱料块(21)设置有方形缺口(211),所述方形缺口(211)横截面大于或等于所述下顶块(23)最大横截面。6.根据权利要求4或5所述的制作盒形空心件窄边一次折弯成型的模具,其特征在于:所述定位块(22)设置有前后对称的两个定位销(221)和左右对称的两个可供芯棒(321)通过的缺口,所述定位块(22)与所述平板(31)相连接。7.根据权利要求4或5所述的制作盒形空心件窄边一次折弯成型的模具,其特征在于:所述下顶块(23)顶部为上尖下宽的楔形,所述楔形顶部为圆弧,所述楔形挤压面设置有螺纹。8.根据权利要求4或5所述的制作盒形空心件窄边一次折弯成型的模具,其特征在于:所述弹簧(25)分别设置于脱料块(21)和平板(31)下方。9.根据权利要求8项所述的制作盒形空心件窄边一次折弯成型的模具,其特征在于:所述折弯块固定针(14)前端设置有限位凸部。10.根据权利要求9所述的制作盒形空心件窄边一次折弯成型的模具,其特征在于:所述折弯块固定针(14)长度大于所述偏心折弯块(13)长度。
技术总结
一种制作盒形空心件窄边一次折弯成型的模具,包括有上模体、下模体和驱动机构,所述上模体在上模体驱动部驱动下能相对下模体上下移动,所述上模体包括有定位板、折弯块导向板、偏心折弯块和折弯块固定针,所述下模板包括有脱料块、定位块、下顶块、两块限位块和弹簧,所述驱动机构包括有平板,所述平板设置有移动块和驱动杆,当上模体相对下模体向下移动时,所述偏心折弯块受力折弯盒形空心件,所述下顶块挤压盒形空心件窄边形成压扁螺纹。本实用新型的优点在于:仅使用一套模具就能同时达成弯折、拍平两道工艺,降低了生产成本,提高了生产效率和生产效益。效率和生产效益。效率和生产效益。
技术研发人员:宋维 赵宗超 王会影
受保护的技术使用者:舟山市7412工厂
技术研发日:2021.08.30
技术公布日:2022/4/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1